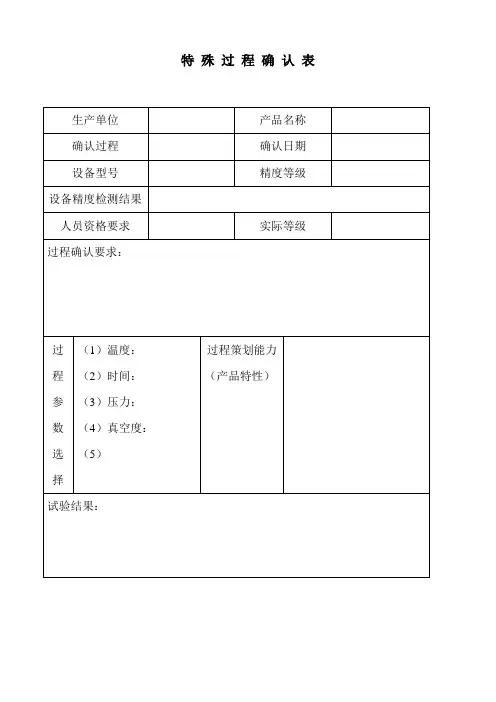
特殊过程确认表
- 格式:xls
- 大小:23.50 KB
- 文档页数:1
JL7.5-07特殊过程名称产品名称产品图号材质与材料厚度设备名称及编号
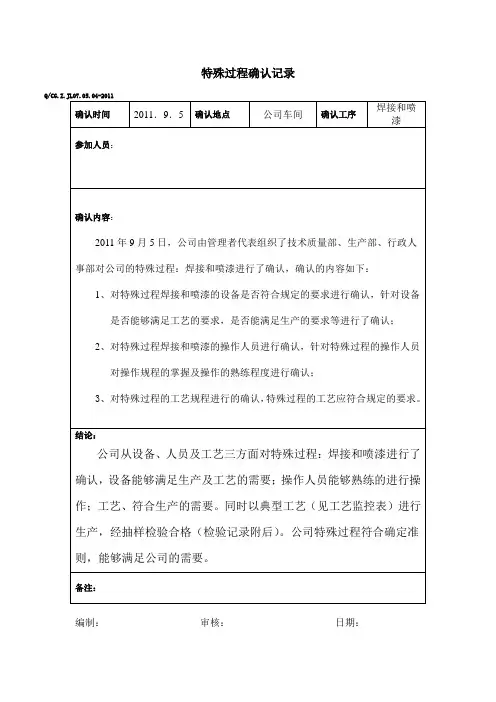
操作人员资格检验方法X1X2X3X4X5合合合合合焊接溶深规范要求1~2mm确认结论各部门参加确认人员车间主任:生产制造部: 副总经理:特殊过程确认单
CO2气体保护焊数量5只生产日期
设备能力额定输入电压、相数 频 率额定输入容量最高空载电压输出电流输出电压额定负载持续率(周期10分钟)一元化对应焊丝直径
生产过程主要参数生产主要参数项目焊接工艺规范CZ(XZ/XS-HG-2006)实际生产参数装配间缝(mm)焊丝直径(mm)电弧电压(V)焊接电流(A)气体流量(L/min)操作者:目测、溶深试验
生产过程检测记录焊缝外观质量:焊角高度一致,无气孔,偏弧、烧穿、咬边等缺陷
此过程能满足生产能力的要求
技术质量部:
制表: 南京XXXXXXX有限公司