6化工设备常用材料
- 格式:pptx
- 大小:4.00 MB
- 文档页数:128
常用化工设备零部件本文由六支金鱼住我家贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
常用化工设备零部件1 2007-6-24介绍零部件是压力容器的重要组成部分,必须纳入监控和管理,才能保证容器整体质量. 包括:–通用零部件:筒体,封头,支座,法兰,人手孔, 吊耳,补强圈,膨胀节,视镜,液面计,安全阀等.已标准化. –典型零部件:搅拌器,机械密封,填料密封,管板,塔盘等.重点讲述主要通用零部件的结构,材料,性能方面的要求.2 2007-6-24一,筒体筒体也是零部件. 有标准:GB9019-88, 压力容器公称直径. 两个系列:钢板卷制:300,350-800,900-2600,2800,3000-6000,3500,4500,5500钢管制:159,219,273,325,377,426标注方法:– DN1800, – DN2733 2007-6-24二,封头标准:JB/T4746-2002. 椭圆形封头:内径系列(对应钢板卷制筒体):几个重要参数: 公称直径DN, 等于理论内径直边h, DN≤2000时,h=25; DN>2000时,h=40 深度H, 到内壁,对标准椭圆形封头,H-h=DN/2 壁厚δn, 考虑厚度减薄率,12%~16%,直径越大,壁厚越薄,减薄率越高.4 2007-6-24外径系列(对应钢管制筒体):几个重要参数: 公称直径DN, 等于理论外径,如DN273. 直边h, DN159~426,h=25 深度H, 到外壁,对标准椭圆形封头,H-h=DN/2 壁厚δn, 厚度减薄率,12%~13%,δn≥8, 12%; δn < 8, 13%;标记:内径系列:EHA; 外径系列:EHB. 例EHA400X8, EHB273X5等.5 2007-6-24碟形封头:重要参数: 公称直径DN, 等于理论内径直边h, DN≤2000时,h=25; DN>2000时,h=40 大半径R=DN, A系列 r =0.15DN, B系列 r =0.1 DN, 深度H, 到内壁,取决于R和r . 壁厚δn, 考虑厚度减薄率,10%~14%,直径越大,壁厚越薄,减薄率越高. 标记:A系列DHA,B系列DHB.例DHA400X6, DHB1200X14等. 注意: 无论椭圆封头还是蝶形封头,壁厚δn都是名义厚度,不包括成形减薄量.6 2007-6-24折边锥形封头:公称直径DN, 等于大端理论内径直边h, DN(d)≤2000时,h=25; DN(d)>2000时,h=40. 壁厚δn, 可不考虑厚度减薄率. CHA 型,а=30o ,r=0.15DN CHB型,а=45o ,r=0.15DN CHC 型,а=60o ,r=0.15DN r'=0.1d d值根据需要自定,它决定H. CHA, CHB 型标记:例CHA400X5, CHB800X6, CHC1200/600X8 等.CHC型7 2007-6-24球冠形封头:公称直径DN, 等于理论外径. R=Di. 深度H, 到内壁,取决于DN和δn . 壁厚δn, 可不考虑厚度减薄率. 标记:PSH1200X10,只1个系列,DN300-3000.HG21607-96 异型筒体和封头如偏心锥体,夹套,导流筒,凸底封头和加长直边封头等等,不作详细介绍.8 2007-6-24封头的制作:制作方法:冲压,旋压. 大封头,非常规封头常采用旋压,旋压减薄率较大. 尽量不拼焊,有拼焊要焊透,且成形前打磨平,并100%RT检测,级别按筒体不允许十字焊缝,平行焊缝间距≥3δs,且不小于100mm . 封头拼焊的错边b 与筒体不同: ≤钢材厚度10%, 且不大于1.5; 对复合封头, ≤复层厚度30%, 且不大于1.0; 碳钢和低合金钢封头一般热成形,冷成形封头应进行热处理. 钛封头压制采用热压成形,应在真空炉中加热,或在微氧化炉中加热,但要涂耐高温涂料. 其它有色金属及奥氏体不锈钢封头压制可不进行热处理.除非图样另有规定.9 2007-6-24三,管法兰标准:HG20592-1997; GB/T9112~9124-2000; SH3406-96–三者基本一致,少量不能互换. –容规推荐HG20592, 分欧洲体系(参照DIN)和美洲体系(参照 ANSI). –欧洲体系HG20592-20614,分公制B和英制A两个系列,不标按 A.公称压力分0.25,1.6,2.5,4.0,6.3,10.0,16.0,25.0MPa10个等级. 公称直径10-2000mm. –美洲体系HG20615-20635, 无公制系列,公称压力分2.0,5.0,11.0,15.0,26.0,42.0等6个等级.公称直径为15-1500mm.密封面:全平面(FF):PN≤1.6, 常压和铸铁法兰场合.突面(RF):适用于各种工况,PN≤4.0MPa时, 采用非金属平垫片,当采用聚四氟乙烯包覆垫和柔性石墨复合垫时, 可车制密纹水线,标记RF(A).10 2007-6-24凹凸面(MFM):PN≤16, DN≤600. 适用于各种工况 . 为容易放置垫片,方便安装, 左右配对时,设备上为凹面, 上下配对时,朝上的为凹面.榫槽面(TG):PN≤16, DN≤600. 适用于各种工况 . 为容易放置垫片,方便安装, 左右配对时,设备上为槽面, 上下配对时,朝上的为槽面.环连接面(RJ):PN≥6.3,DN≤400,用于高压场合.11 2007-6-24板式平焊法兰 (PL)–PN≤2.5MPa,低压场合常用 . –只存在于欧洲体系,美洲体系无. –全平面(FF)和突面(RF)两种. –PN≥1.6时,背面开角焊坡口.带颈平焊法兰 (SO)–中压场合常用 .DN≤600. –欧洲体系PN≤4.0MPa;美洲体系PN≤26MPa . –全平面(FF),突面(RF),凹凸面(MFM)和榫槽面(TG) 四种. –PN≥1.6时,背面开角焊坡口.12 2007-6-24带颈对焊法兰 (WN)–中高压场合常用 . –欧洲体系PN≤25MPa, DN≤2000. –美洲体系PN≤42MPa, DN≤600. –全平面(FF),突面(RF),凹凸面(MFM),榫槽面(TG) 和环连接面(RJ)五种. –A1对应接管外径,欧洲体系分A,B系列,S≥接管厚度.整体法兰 (IF)–直接与容器壳体焊接,无接管. –中高压场合,国外项目常用. –适用范围,密封面与对焊法兰同.13 2007-6-24承插焊管法兰 (SW)不常用,大接管不适用. 欧系DN10-DN50, PN1.0-10MPa. 美系DN15-DN80, PN2.0-26MPa. 欧系突面(RF),凹凸面(MFM) 和榫槽面(TG)三种密封面.美系多出一种环连接面(RJ). –内部管头处焊接,并2mm间隙. –背面开坡口.焊角高≥1. 4S. ––––纹连接管法兰 (Th)以螺纹代替焊接,不常用 . 欧系DN10-DN150, PN0. 6-4. 0MPa. 美系DN15-DN150, PN2.0-5. 0MPa. 只有全平面(FF)和突面(RF)两种密封面. –纹采用550圆锥内纹(Rc).或 600圆锥管纹(NPT) –纹拧紧后接管端部接近但不超出法兰密封面. ––––14 2007-6-24对焊环松套管法兰 (PJ/SE,美LF/SE)–此种带短管焊环又称翻边,与接管对焊连接.实际应用中常与接管做成一体. –常用于有色金属制法兰,如钛法兰. –欧系DN10-DN600, PN1.0-4. 0MPa. –美系DN15-DN600, PN2.0-11MPa. –只有突面(RF)一种密封面. –欧系法兰为PL法兰,美系为SO法兰. –翻边厚度不小于0. 875倍接管壁厚. –注意反面圆角处圆滑过渡,对应法兰处有倒角.平焊环松套管法兰 (PJ/RJ)–常用于低压场合的有色金属制法兰,如钛法兰. –欧系DN10-DN600, PN0. 6-1. 6MPa. –美系无. –有突面(RF),凹凸面(MFM)和榫槽面(TG)三种密封面. –焊环厚度远大于对焊环的翻边. – PN=1.6MPa 时,焊环背面开角焊坡口.15 2007-6-24管法兰盖 (BL)(又称盲板)–常用于设备上预留的备用管口及人孔等. –和各种法兰对应,有全系列的公称压力和公称直径,以及各种密封面形式.不锈钢衬里法兰盖 (BL(S))–常用于不锈钢设备,目的为节省不锈钢材料. –仅欧系列入,DN40-600, PN0. 6-4. 0 MPa. –有突面(RF),凹凸面(MFM)和榫槽面(TG)三种密封面. –法兰盖上应开设一个M6的通气和检漏孔.通气压力不大于0.1MPa. –法兰盖和衬垫上还应按标准规定的位置和数量开设一些塞焊孔. –对超低碳不锈钢衬垫的塞焊孔,还应在碳钢法兰对应位置上开直径更大的底孔. –分过渡和盖面两次塞焊,并应选用不同的焊条.16 2007-6-24四,压力容器法兰简介–又称设备法兰,标准: J B/T4700~4707-2000 –标准适用范围:公称压力0.25-6.4MPa,工作温度70~50℃,公称直径DN300~DN2000,材料为碳钢和低合金钢. –分甲型平焊法兰,乙型平焊法兰和长颈对焊法兰三种类型. –密封面分突面(RF),凹凸面(MFM)和榫槽面(TG)三种密封面. –超出标准范围,需另行设计计算.甲型平焊法兰:–––––公称压力0.25~1.6MPa,工作温度-20~300℃. 匹配非金属软垫片,Q235或35钢螺柱. 材料可用钢板或锻件,钢板>50mm要正火. 用钢板可以拼焊,但要100%RT,并焊后热处理. 带衬环法兰应按图示开设检漏孔,通0.4~0.5MPa空气或0.05MPa氨气进行检漏. –衬环密封面应在衬环焊接和检验合格后进行. –标记示例:法兰—RF 1000-0.6 JB/T4701-2000 法兰C—T 300-1.6 JB/T4701-2000 17 2007-6-24乙型平焊法兰–与甲型平焊法兰的区别在于增加一个有一定厚度和长度的短节,与筒体对焊连接. –对与法兰焊接的要求更高,采用半U形破口, 更容易焊透.但在设计中实际应用不多. –公称压力0.25~4.0MPa,工作温度-20~350℃. –匹配非金属软垫片,缠绕垫片和金属包垫片, 对应35,45,40Mn及35CrMoA 螺柱. –法兰材料可用钢板或锻件,钢板>50mm要正火. –用钢板可以拼焊,但要100%RT,并焊后热处理. –带衬环法兰应按图示开设检漏孔,通0.4~0.5MPa空气或0.05MPa氨气进行检漏. –衬环密封面应在衬环焊接和检验合格后进行. –短节的制造和检验要求与相连接的筒体相同. –标记示例:法兰—RF 1000-1.6 JB/T4702-2000 法兰C—FM 300-2.5 JB/T4702-200018 2007-6-24长颈对焊法兰–中高压场合使用较多. –公称压力0.6~6.4MPa,工作温度-70~450℃. –匹配非金属软垫片,缠绕垫片和金属包垫片, 对应35,45,40Mn及35CrMoA螺柱. –法兰材料选用锻件,按JB4726或JB4727, 级别至少II级. –与筒体对焊连接,必须全焊透,坡口由工艺制定. –当法兰颈部厚度远小于相接筒体厚度时,应按GB150规定对颈部削边. –带衬环法兰应按图示开设检漏孔,通0.4~0.5MPa空气或0.05MPa氨气进行检漏. –衬环密封面应在衬环焊接和检验合格后进行. –标记示例:法兰—RF 1000-1.6 JB/T4703-2000 法兰C—FM 300-2.5 JB/T4703-200019 2007-6-24五,常用紧固件螺栓– GB5782-2000标准六角头螺栓,PN≤1.6MPa的管法兰常用. 配非金属软垫片. 管法兰常用规格:M10,M12,M16,M20,M24,M27 注意伸出长度不能太长,不然容易发生拧不紧现象. 材料:8.8级,A2-50,A2-70,非受压件常用6.8级.– GB5785-2000标准六角头细牙螺栓,PN≤1.6MPa的管法兰常用. 管法兰常用规格:M30X2,M33X2,M36X2, M39X2, M45X3,M52X3,M56X3 其它同GB5782.– GB5781-2000全螺纹六角螺栓,常用于内件等薄板连接和双螺母连接场合. 常用规格:M6,M8,M10,M12,M16,M20 常用材料:6.8,8.8,A2-50,A2-70,A4-70等.20 2007-6-24– GB901-2000等长双头螺柱,PN≤4.0MPa的管法兰常用. 配非金属软垫片. 管法兰常用规格:M10,M12,M16,M20,M24,M27.同螺栓一样,M30以上采用细牙螺纹. 注意伸出长度不能太长,不然容易发生拧不紧现象. 材料:8.8级,A2-50,A2-70.– HG20613(或20634)-97管法兰专用级螺柱,PN≤16.0MPa的管法兰常用. 规格与商品级同. 材料指定为:35CrMoA, 0Cr18Ni9, 0Cr17Ni12Mo2. PN>16MPa及高温场合,采用专用级的全螺纹螺柱.– JB/T4707-2000设备法兰专用等长双头螺柱. 中间无螺纹部分直径=螺纹外径为A 型,=根径为B型. 规格:M16,M20,M24,M27,M30,M36 常用材料:Q235-A, 35,40MnB, 40Cr, 35CrMoA等 .21 2007-6-24– GB899-1988( GB897-1988, GB898-1988)双头螺柱,一端埋入,单螺母,视镜和凸缘法兰常用. Bm=1.5d.(Bm=1.0d, Bm=1.25d) 标注方法:MdXL, 注意L长不包括bm. 其它同GB901.螺母– GB/T6170-2000普通六角头螺母,规格与商品级螺栓对应. 材料:6, 8, 10, A2-50, A2-70, A4-50, A4-70等. 螺母材料强度一般略低于对应螺栓或螺柱.– HG20613(或20634)-1997管法兰专用级螺母,规格与专用级螺柱对应. 材料: 30CrMo,0Cr18Ni9, 0Cr17Ni12Mo2 . HG20613螺母尺寸与商品级同,但HG20634螺母有增厚和增强,厚度约为公称直径尺寸.22 2007-6-24六,常用垫片管法兰用垫片:– HG20606(HG20627)-97 非金属平垫片橡胶垫片,如氯丁橡胶,乙丙橡胶等,PN≤1.6(2.0)MPa,最高使用温度100℃ 左右.常用. 石棉橡胶板和耐油石棉橡胶板垫片,PN≤2.5(2.0)MPa,最高使用温度300℃. 聚四氟乙烯垫片,PN≤4.0(5.0)MPa, 使用温度-196~+260℃. 适用密封面:全平面FF,突面RF,凹凸面MFM,榫槽面TG. 厚度有1.5和3mm两种. 一般可重复使用.标准规定DN1500以下,不允许拼接.– HG20607(HG20628)-97 聚四氟乙烯包覆垫片形状如右图,包覆层为PTFE,嵌入层为石棉橡胶板.不常用. 适用范围:0.6~4.0(2.0-5.0)MPa,≤150 ℃. 突面管法兰专用.厚度为3mm. 一般可重复使用.– HG20608(HG20629)-97 柔性石墨复合垫片形状如右图,由冲齿或冲孔金属芯板与膨胀石磨粒子复合而成.常用. 芯板材料一般为低碳钢或304,最高使用温度分别为450和650 ℃ . 适用范围:1.0~6.3(2.0-11.0)MPa. 适用密封面:突面RF,凹凸面MFM,榫槽面TG. 厚度有1.5和3mm两种. 一般可重复使用.23 2007-6-24– HG20609(HG20630)-97 金属包覆垫片由金属板包覆石棉橡胶板而成,较不常用. 金属板材料一般为薄的铝板,铜板,钢板和不锈钢板. PN2.5-10.0(5.0-15.0)MPa,厚度为3mm. 仅用于突面法兰.– HG20610(HG20631)-97 金属缠绕垫片由"<"形金属带和非金属带相互缠绕而成的盘状垫片,内或外圈常带碳钢或不锈钢的金属环.常用.在钛设备中常用钛做金属带和金属环. 金属带材料为不锈钢,非金属带为石棉纸,柔性石墨或聚四氟乙烯 . 适用压力:1.6~16(2.0-26.0)MPa, 适用温度由非金属带决定. 不带内外环为A型,用于榫槽面;带内环为B 型,用于凹凸面,带外环为C型,可用于6.3(11)MPa以下的突面;带内外环为D型,用于各种突面. A,B型厚度为2.5或3.2mm.C ,D型厚度为 4.5mm, 不可重复使用.24 2007-6-24– HG20611(HG20632)-97 齿形组合垫片由加工过的金属齿形环加非金属覆盖层组合而成.中高压有用. 齿形环材料一般为低碳钢或不锈钢,覆盖层为柔性石磨或聚四氟乙烯.PN1.6-25(5.0-42.0)MPa,厚度为5mm. 仅用于突面法兰.欧系有用于凹凸面情况, 无翅片. 可重复使用.– HG20612(HG20633)-97 金属环垫片经精加工而成的八角或椭圆截面的金属环直接作为垫片. 金属环材料为低碳钢或不锈钢. 适用于6.3~25(2.0-42)MPa的高压及600℃以下的高温场合. 金属环材料的硬度值应比法兰密封面低3040HB. 金属环一般可以重复使用.25 2007-6-24设备法兰用垫片:– JB/T4704-2000 非金属垫片橡胶垫片,如氯丁橡胶,乙丙橡胶等,PN≤1.6(2.0)MPa,最高使用温度100℃ 左右.常用. 石棉橡胶板和耐油石棉橡胶板垫片,PN≤2.5(2.0)MPa,最高使用温度300℃. 聚四氟乙烯垫片,PN≤4.0(5.0)MPa, 使用温度-196~+260℃. 适用密封面:全平面FF,突面RF,凹凸面MFM,榫槽面TG. 厚度有1.5和3mm两种. 一般可重复使用.标准规定DN1500以下,不允许拼接.– JB/T4705-2000 柔性石墨复合垫片形状如右图,包覆层为PTFE,嵌入层为石棉橡胶板.不常用. 适用范围:0.6~4.0(2.0-5.0)MPa,≤150 ℃. 突面管法兰专用.厚度为3mm. 一般可重复使用.– JB/T4706-2000 金属缠绕垫片形状如右图,由冲齿或冲孔金属芯板与膨胀石磨粒子复合而成.常用. 芯板材料一般为低碳钢或304,最高使用温度分别为450和650 ℃ . 适用范围:1.0~6.3(2.0-11.0)MPa. 适用密封面:突面RF,凹凸面MFM,榫槽面TG. 厚度有1.5和3mm两种. 一般可重复使用.26 2007-6-24其它标准垫片:– JB/T4718/4719/4720-92 管壳式换热器金属包/缠绕/非金属垫片适用范围:换热器专用,现多用设备垫片,已不常用.但在浮头式换热器中还常见. 分别用于≤6.4MPa, ≤ 450℃/ ≤6.4MPa, ≤ 450℃ / ≤4.0MPa, ≤ 350℃ . 垫片的材料和截面结构与管法兰和设备法兰相同,但根据需要中间常带有隔板密封条. 分管箱垫片,管箱侧垫片,浮头垫片,外头盖垫片和头盖垫片五种,具体位置和用法见附图.27 2007-6-2428 2007-6-24七,补强圈标准:JB/T 4736-2002––––––––现行惟一标准,化工部标准现已不用. 使用限制:压力,温度,厚度,壳体壁厚,材料,介质,工况. 补强圈的材料一般与壳体材料相同. 补强圈应采用整板制造,无法安装时可以径向分块拼接,但要磨平, 100%UT,II级合格. 被补强圈覆盖的焊接接头,要打磨平齐,并100%RT, 级别按筒体. 安装补强圈时,应将螺孔放在壳体最低的位置. 安装后由M10螺孔通入0.4-0.5MPa的空气进行检漏,检查焊缝质量. 根据焊接结构所需破口,补强圈分ABCDE五种类型,见下图:29 2007-6-24–与壳体的主要焊接形式:30 2007-6-24七,膨胀节标准:GB 16749-1997–用于压力容器,换热器,常压容器及管道,能实现短距离伸缩,缓解温度差等造成的轴向应力. –使用限制:设计压力≤6.4MPa,温度按膨胀节材料的使用限制. –膨胀节制作要求的资质:焊工证,中级或以上无损检测. –膨胀节的类型主要分ZX,ZD,HF,HZ四种,详见附图: –ZD和ZX型膨胀节用钢管或卷制筒体整体成型.材料不得有环缝.–HF和HZ型膨胀节由两半波拼焊而成, 每半波用环形板压制,允许拼焊,但也不允许有环缝. –整波和半波膨胀节所允许的纵焊缝条数有规定,具体可查标准. –膨胀节对接焊缝成型前应100%RT,II 级合格.对半波纵焊缝应在成型后 20%RT复检, II级合格.且膨胀节焊缝表面要求100%PT或MT. –半波膨胀节的对接焊缝错边量: S≤10 时,0.15S且≤1;10~16 时,0.1S且≤1.5. –膨胀节与筒体环缝的错边量:S≤6时, 0.25S; 6~10 时,0.2S; 10~16 时,0.1S+1; ZX型整体成型小波高膨胀节一般多层31 2007-6-24HF型, 由两半波焊接而成. 一般单层.HZ型, 由两带直边半波焊接而成.单层.ZD型,整体成型.单层注:以上四种又分卧式,立式,带和不带内衬套四种.卧式又有带与不带丝堵之分.32 2007-6-24整波允许纵缝条数半波允许纵缝条数33 2007-6-24八,检查孔(人孔与手孔)标准:HG21514~21535-95 碳素钢,低合金钢人孔和手孔–规格范围DN400-600;压力范围常压, PN0.25~6.3MPa. –常压人孔:HG21515-95结构同带法兰盖接管,FF密封面,橡胶板垫片,法兰盖上焊两个把手. 适用于工作压力≤0.07MPa的场合. 接管壁厚统一为6, 使用软垫片,垫片决定工作温度.–回转盖板式平焊法兰人孔:HG21516-95; 回转盖带颈平焊法兰人孔:HG21517-95; 回转盖带颈对焊法兰人孔:HG21518-95;以上三种结构相同,区别在法兰,适用范围由法兰和垫片决定. 密封面有RF,MFM,TG三种. 垫片有石棉橡胶板,柔性石墨复合垫和聚四氟乙烯包覆垫三种,在压力较高的HG21518 中,可用缠绕垫和金属环垫. 其结构的特殊性在于盖轴耳和法兰轴耳.要求能自由回转.HG21517-95 回转盖带颈平焊法兰人孔34 2007-6-24–垂直吊盖板式平焊法兰人孔:HG21519-95; 垂直吊盖带颈平焊法兰人孔:HG21520-95; 垂直吊盖带颈对焊法兰人孔:HG21521-95;以上三种结构相同,区别在法兰,适用范围由法兰和垫片决定. 密封面有RF,MFM,TG三种. 垫片有石棉橡胶板,柔性石墨复合垫和聚四氟乙烯包覆垫三种,在压力较高的HG21521 中,可用缠绕垫和金属环垫. 其结构的特殊性在于垂直吊臂结构.常用于立式容器特别是塔设备的筒体上.要求吊臂垂直安装,且能自由旋转. 注意吊环与人孔盖一定要焊接牢固.吊钩用双螺母固定.HG21519-95 垂直吊盖板式平焊法兰人孔35 2007-6-24–水平吊盖板式平焊法兰人孔:HG21522-95; 水平吊盖带颈平焊法兰人孔:HG21523-95; 水平吊盖带颈对焊法兰人孔:HG21524-95;以上三种结构相同,区别在法兰,适用范围由法兰和垫片决定. 密封面有RF,MFM,TG三种. 垫片有石棉橡胶板,柔性石墨复合垫和聚四氟乙烯包覆垫三种,在压力较高的 HG21521中,可用缠绕垫和金属环垫. 其结构的特殊性在于水平吊臂结构.常位于立式容器上封头和卧式容器壳体顶部, 要求吊臂水平安装,且能自由旋转. 注意吊环与人孔盖一定要焊接牢固.吊钩用双螺母固定.–常压旋柄快开人孔:HG21525-95;特点:快捷,一旋即开,但不常用.椭圆形回转盖快开人孔:HG21526-95;特点:椭圆形筒体,350X450, 一般安装在单向受限的空间,有快开螺栓结构.回转拱盖快开人孔:HG21527-95;特点:拱盖结构,壁薄,减轻了人孔盖重量,方便开启,有快开螺栓结构. 快开螺栓结构参见右图. 以上三种人孔用于需要经常进出的容器.HG21522-95 水平吊盖板式平焊法兰人孔快开螺栓结构36 2007-6-24–常压手孔:HG21528-95,结构同常压人孔,FF密封面,橡胶垫片,一个把手. –板式平焊法兰手孔:HG21529-95,结构同常压手孔,RF密封面,石棉橡胶板垫片,一个把手. –带颈平焊法兰手孔:HG21530-95,结构同板式平焊法兰手孔,有RF,MFM和TG三种密封面,有石棉橡胶板,柔性石墨复合垫和聚四氟乙烯包覆垫三种垫片,一个把手. –带颈对焊法兰手孔:HG21531-95,结构同带颈平焊法兰手孔,有RF,MFM,TG和RJ四种密封面,有石棉橡胶板,柔性石墨复合垫,聚四氟乙烯包覆垫,缠绕垫和金属环垫五种垫片,一个把手,适用压力更高. –回转盖带颈对焊法兰手孔:HG21532-95,只比带颈对焊法兰手孔多了一个轴耳回转结构. –常压快开手孔,HG21533-95,见右图,一个旋柄和一个卡板,开启比较方便. –旋柄快开手孔,HG21534-95,结构同常压旋柄快开人孔,只是压力可用于PN0.25MPa, –回转盖快开手孔,HG21535-95,在板式平焊法兰手孔基础上增加快开螺栓结构和轴耳回转结构.HG21529-95板式平焊法兰手孔HG21533-95 常压快开手孔37 2007-6-24标准:HG21594~21604-99 不锈钢人,手孔–规格范围:DN450-600;压力范围:常压, PN0.25~4.0MPa. –常压不锈钢人孔:HG21595-99同常压人孔,主材料为不锈钢.–回转拱盖快开不锈钢人孔:HG21597-99除凸缘为衬垫结构,其余为不锈钢,结构同回转拱盖快开人孔.–回转盖不锈钢人孔:HG21596-99 –水平吊盖不锈钢人孔:HG21598-99 –垂直吊盖不锈钢人孔:HG21599-99以上三个标准分板式平焊,带颈平焊和长颈对焊三种,除法兰和法兰盖为衬垫结构外, 其余均同对应的碳钢人孔. 法兰盖及法兰的衬垫结构–常压快开不锈钢手孔:HG21601-99同常压快开手孔,接管和盖为不锈钢.––––椭圆快开不锈钢人孔:HG21600-99 平盖不锈钢手孔:HG21602-99 回转盖快开不锈钢手孔:HG21603-99 旋柄快开不锈钢手孔:HG21604-99以上四个标准与碳钢人,手孔对应,除接管为不锈钢,法兰及盖为衬垫结构,其余相同.38 2007-6-24九,视镜标准:视镜标准很多,化工部有一套.机械部也有一套,两者结构基本一致.常用的是化工部的HGJ501~502-86 《压力容器视镜》.–本标准规定最高使用压力为2.5MPa,介质温度0-200℃. –视镜玻璃为钢化硼硅玻璃. –常用金属材料有碳钢和不锈钢两种,特材容器一般采用加衬垫形式. –根据结构分带颈和不带颈两种,不带颈视镜结构简单,视角大,缺点是易产生焊接变形.带颈视镜带一段接管,适于在斜装和容器直径较小的场合使用. –根据需要有时会带有内部冲刷结构. –根据需要有时要装多个视镜,可多角度观察,也可互相照明,带搅拌容器装两个视镜时一般成150~170度分布.还有一些特殊结构的视镜,如带灯视镜HG/T21575-94;衬里视镜HG/T21622-90;组合式视镜HG21505-92等等.因不常用,暂不介绍.39 2007-6-24不带颈带衬里视镜带颈不带衬里视镜不带颈带钛衬垫视镜40 2007-6-24十,常用支座耳式支座,简称耳座,JB4725-92, 立式设备用,很常见.–适用范围;DN≤4000.. –耳座数量一般四个均布,DN≤700时,允许两个.特殊情况,有用三个. –耳座标准中分A,AN,B,BN四种型号,带"N"表示不带垫板,由设计计算确定;B和BN跨距较大,用于设备带保温情况. –当容器热处理时,耳座应在热处理前焊在器壁上. –为减少应力,垫板四角倒圆,且垫板中间开通气孔,焊接和热处理时排气用.垫板材料一般与壳体相同.41 2007-6-24支承式支座,JB4724-92, 椭圆形或碟形的立式设备用,不常见–适用范围;DN800~4000,L/DN≤5,容器总高≤10m. –支承式支座数量一般三个或四个均布. –标准中分A,B两种型号,A形立柱由钢板焊制, B形立柱由钢管制作, 一般带垫板,不带垫板要求计算通过.垫板材料一般与壳体相同. –支承式支座用于带夹套容器时,如夹套计算不过,可焊在容器下封头上. –为减少应力,垫板四角倒圆,且垫板中间开通气孔,焊接和热处理时排气用. `42 2007-6-24腿式支座,JB4713-92, 立式设备用,不常见.–适用范围;DN400~1600,L/DN≤5,容器总高≤5m. –腿式支座数量一般三个或四个均布. –标准中A,AN,B,BN四种型号,带"N"表示不带垫板,带垫板可改善局部应力,由设计计算确定带与不带;A和AN 为角钢支柱,B和BN为钢管支柱. –垫板材料一般与容器壳体材料相同. –为减少应力,垫板四角倒圆,且垫板中间开通气孔,焊接和热处理时排气用.43 2007-6-24裙式支座,高大形和重形立式设备常用.尚无专用标准.–适用范围;H/DN>5,容器总高>5m. –裙式支座有圆筒形和圆锥形两种形式,圆锥形半椎角≤150. –裙座顶部开直径80-100的排气孔,可以焊缝处开缺口代. –裙座底部开直径80-100的排液孔,可以开成长圆孔. –裙座上至少应开一个人孔. –裙座外径应当与封头外径平齐. –裙座材料应与封头一致,对不锈钢材和特材可以分段选材焊接.44 2007-6-24鞍式支座,JB/T4712-92, 卧式设备常用.–适用范围;DN4000以下,各种圆筒体卧式容器. –鞍式支座有轻型A,重型BI,BII,BIII,BIV和BV六种型号,其中只有BII是150o包角,其余为120o包角.BIII和BV不带垫板,其余带垫板,其它区别体现在筋板数量和位置上. –鞍座又分固定式和滑动式,滑动式鞍座地脚螺栓孔为腰形孔,允许容器受热时轴向微量伸缩,每台卧式容器一般安装两只鞍座, 有时会三只或更多,但只能有一只为固定鞍座. –鞍座垫板的圆弧表面应与容器外壁贴合,要求装配后最大间隙不超过2mm. –鞍座垫板中间应开排气孔,两侧筋板上各开两个Φ11的接地孔.45 2007-6-2446 2007-6-24十一,设备吊耳标准:HG/T 21574-94 分顶部板式,侧壁板式和轴式三种吊耳–顶部板式吊耳代号为TP(带垫板为TPP),用于轻型立式设备或部件的吊装. 顶部板式型吊耳数量不定,装在凸形封头上时,一般2~4个均布. 对于椭圆形封头和蝶形封头,吊耳中心宜处于0.7倍封头直径范围内. 吊耳与垫板或壳体须全焊透连接. 垫板上开M10排气孔. 垫板材料宜与壳体同,其它类型吊耳也一样. 单个吊耳最大公称吊重为10t.47 2007-6-24–侧壁板式吊耳代号为SP,用于DN≥ 1000mm的较重形无顶部设备法兰的立式设备的吊装. 侧壁板式吊耳只能承受竖向载荷,吊装时特别注意! 侧壁板式吊耳数量为两个,对称设置在设备顶部两侧. 单个吊耳公称吊重为10~150t. 垫板上开M10排气孔. 吊孔两侧棱角须倒圆 R4.48 2007-6-24–轴式吊耳代号为AX,用于较高和较重型的立式设备的吊装. 轴式吊耳又分A,B,C三种形式,A型无内筋板,B型为 "十"字内筋板,C型为"井"字内筋板. 轴式吊耳数量一般为两个, 对称设置在设备顶部两侧, 在设备重心1.5m以上. 单个吊耳公称吊重为5~150t. 垫板上开M10排气孔. 内筋板与管轴,内筋板之间可间断焊,内筋板与容器外壁留3mm间隙,不焊.49 2007-6-24其它非常用零部件不再介绍.再见 !50 2007-6-24。
化工设备材料及其选择引言在化工领域,选择合适的设备材料至关重要。
化工设备材料的选择决定了设备的性能、耐用性以及安全性。
本文将介绍一些常见的化工设备材料,并说明如何选择适合的材料。
常见化工设备材料不锈钢不锈钢是一种常见的化工设备材料,由于其耐腐蚀性、机械强度和耐高温等特性,被广泛应用于化工工业中。
常见的不锈钢包括304不锈钢和316不锈钢。
选择合适的不锈钢取决于化学介质的性质以及操作条件。
聚合物聚合物材料在化工设备中也有广泛的应用。
聚氯乙烯(PVC)、聚丙烯(PP)和聚四氟乙烯(PTFE)是常见的聚合物材料。
选择聚合物材料时需要考虑介质的腐蚀性、温度和压力等因素。
玻璃钢玻璃钢由玻璃纤维和树脂构成,具有良好的耐腐蚀性和机械强度。
它在化工领域中用于制造贮罐、管道和反应器等设备。
玻璃钢设备的选择主要考虑介质的腐蚀性和工艺要求。
陶瓷陶瓷材料在化工设备中常用于耐腐蚀和高温场景。
氧化铝陶瓷和碳化硅陶瓷是常见的选择。
陶瓷具有优异的耐腐蚀性和高温稳定性,但也比较脆弱,需要谨慎处理和使用。
化工设备材料的选择原则选择合适的化工设备材料需要考虑多个因素,包括介质的性质、操作条件、预算和可用性等。
介质性质首先要了解介质的腐蚀性、温度和压力等特性。
根据介质的性质选择合适的耐腐蚀材料,以确保设备在长期使用过程中不受到腐蚀的侵害。
操作条件操作条件也是选择化工设备材料的重要因素。
例如,如果设备需要承受高温条件,则需要选择具有良好耐高温性能的材料。
同时,还需考虑操作的压力和振动等因素。
预算和可用性预算和可用性也是选择化工设备材料时需要考虑的因素。
一些高性能材料价格昂贵,因此需要权衡其性能和成本之间的关系。
同时,要确保所选择的材料能够得到供应,以确保设备的维修和更换。
材料选择的案例研究以下是一个化工设备材料选择的案例研究。
某化工企业需要制造一套耐腐蚀的反应器。
介质为酸性溶液,温度在150°C到200°C之间,压力在10MPa到15MPa之间。
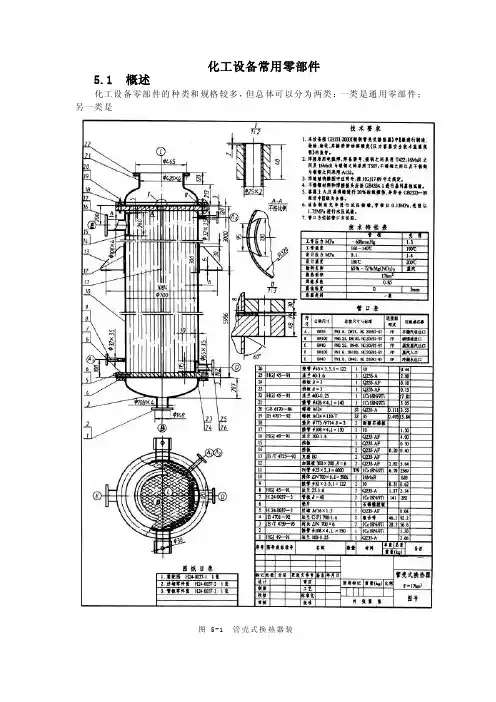
化工设备常用零部件5.1 概述化工设备零部件的种类和规格较多,但总体可以分为两类:一类是通用零部件;另一类是各种典型化工设备的常用零部件。
5.1.1 化工设备的通用零部件在化工设备中常使用的作用和结构相同的零部件称为通用零部件,如图5-4所示的筒体、封头、支座、法兰、人(手)孔、视镜、液面计及补强圈等。
1.筒体筒体是化工设备的主体结构。
筒体一般由钢板卷焊成形,当直径小于500 mm 时,可直接使用无缝钢管。
筒体较长时,可由多个筒节焊接组成,也可用设备法兰连接组装。
筒体的主要尺寸是公称直径(公称直径是指筒体内径,但当采用无缝钢管作筒体时,公称直径是指筒体外径)、高度(或长度)和厚度。
厚度由强度计算决定,公称直径和高度(或长度)应考虑满足工艺要求确定,而且公称直径应符合《压力容器公称直径》国家标准中规定的尺寸系列。
筒体的标记方法如图5-5所示。
标记示公称直径1000 mm 、厚度10 mm 、高2000 mm 的筒体标记为:“筒体 DNl000×10,H=2000 GB 9019-88”2.封头封头是设备的重要组成部分,它与筒体一起构成设备的壳体。
封头与筒体可以直接焊接,形成不可拆卸的连接;也可以分别焊上法兰,用螺栓、螺母锁紧,构成可拆卸的连接。
常见的封头形式有球形、椭圆形、碟形、锥形及平板形等,如图5-5所示。
这些封头多数已经标准化,椭圆形封头的规格和尺寸系列可参见附录中表5-2。
封头的标记方法如图5-6所示。
标记示例公称直径1000 mm 、厚度10 mm 的椭圆形封头标记为:“椭圆形封头 DNl000×10 JB/T 5535—1995”3.法兰法兰是法兰连接中的主要零件。
法兰连接是由一对法兰、密封垫片和螺栓、螺母、垫圈等零件组成的一种可拆连接,如图5-9所示。
化工设备用的标准法兰有两类:管法兰和压力容器法兰(又称设备法兰)。
标准法兰的主要参数是公称直径、公称压力和密封面形式,管法兰的公称直径为所连接管子的外径,压力容器法兰的公称直径为所连接筒体(或封头)的内径。
第一篇 机械基础第一章 化工机械常用材料由于现代化工生产过程日趋复杂,操作条件苛刻,工艺过程往往需要在深冷、高温、高压、真空、易燃、易爆、有毒、腐蚀等条件下进行,几乎每个化工产品都有独特的工艺过程和专用装置,所以化工机械种类繁多、结构复杂、取材广泛。
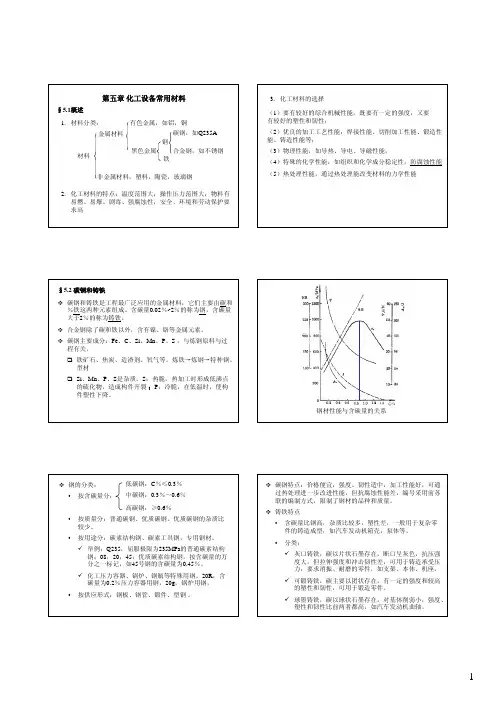
化工机械用材的分类如下:金属是具有光泽、有良好的导电性、导热性与机械性能,并具有正的温度电阻系数的物质。
黑色金属主要指铁、铬、锰及其合金,如钢、生铁、铸铁等。
黑色金属以外的金属统称为有色金属,如铜及其合金、铝及其合金、钛及其合金等。
非金属材料是除金属材料以外的几乎所有的材料,如塑料、橡胶、陶瓷、玻璃钢等。
第一节 金属材料的性能由于金属材料具有许多优良的性能,因此广泛地用于制造各种化工机械。
金属材料的性能包括使用性能和工艺性能。
使用性能是指金属材料在使用过程中表现出来的性能,包括物理性能、化学性能和力学性能;工艺性能是指金属材料对不同加工方法的适应能力,包括铸造性能、锻压性能、焊接性能和切削加工性能等。
一、物理性能金属的物理性能是金属的固有属性,包括密度、熔点、导热性、磁性、导电性、热膨胀性等物理特征。
铁 化工机械用材金 属非金属黑色金属有色金属无机非金属复合材料有机非金属 铸铁 碳钢 合金钢 轻金属 重金属稀有金属1.密度金属的密度是指在一定温度下单位体积金属的质量。
不同金属材料的密度也是不同的,通常把ρ>5×103kg/m3的金属称为重金属,ρ≤5×103kg/m3的金属称为轻金属。
2.熔点金属从固态向液态转变时的温度称为熔点。
金属都有固定的熔点。
例如铁的熔点为1538℃,黄铜的熔点为950℃,铝的熔点为658℃。
合金的熔点决定于它的化学成分,如碳钢及低合金钢的熔点为1400~1500℃。
3.导热性金属材料传导热量的性能称为导热性。
导热性好的金属材料,在加热或冷却时,内外温差变化较小,产生的变形也小;导热性好,零部件也易散热。
化工设备材料及其选择知识1. 引言化工设备的材料选择对于化工生产过程的安全性和可靠性具有重要影响。
正确选择化工设备材料,可以提高设备的抗腐蚀性能、延长使用寿命,同时确保生产质量和环境保护。
本文将介绍化工设备材料的选择知识,包括常用的材料种类、选择因素和常见的材料选择错误。
2. 常用的化工设备材料2.1 金属材料金属材料是化工设备中最常用的材料之一。
常见的金属材料有不锈钢、碳钢、铜和铝等。
不锈钢是最常用的材料,它具有耐腐蚀性、耐高温性和机械强度高的特点,适用于各种化工设备。
碳钢主要用于低温和一般温度下的设备,铜和铝则广泛应用于热交换设备和冷却塔等。
2.2 聚合物材料聚合物材料是近年来在化工设备中应用越来越广泛的材料。
聚乙烯、聚丙烯、聚氯乙烯等聚合物材料具有良好的耐腐蚀性、电绝缘性和机械性能,适用于储罐、管道等设备。
此外,聚合物材料还具有较低的成本和易加工的特点。
2.3 陶瓷材料陶瓷材料是一种非金属的无机非金属材料,具有良好的耐磨性、耐高温性和耐腐蚀性。
常见的陶瓷材料有氧化铝、氧化锆和碳化硅等。
陶瓷材料适用于特殊环境下的化工设备,如高温、高压和强酸碱等。
3. 化工设备材料选择因素在选择化工设备材料时,需要考虑以下因素:3.1 腐蚀性化工过程中常常涉及腐蚀性介质,因此材料的耐腐蚀性是选择的重要依据。
不同材料对不同介质的耐腐蚀性不同,需要根据具体情况选择合适的材料。
3.2 温度和压力化工设备在使用过程中会受到不同的温度和压力的影响,材料的选择需要能够适应这些变化。
高温和高压下材料的热膨胀和强度变化需要考虑。
3.3 机械性能机械性能包括材料的强度、硬度和韧性等,对于设备的可靠性和寿命具有重要影响。
根据设备的具体工作条件选择合适的材料,以确保设备在运行过程中不会出现破裂或变形等问题。
3.4 经济性材料的成本也是选择的一个重要因素。
在满足设备要求的前提下,选择成本较低但性能合适的材料可以降低设备制造和维护成本。
第五章化工设备常用零部件概述化工设备的零部件的种类和规格较多,工艺要求不同、结构形状也各有差异。
可以分为两类:一类是通用零部件,另一类是各种典型化工设备的常用零部件。
为了便于设计、制造和检修,把这些零部件的结构形状统一成若干种规格,相互通用,称为通用零部件。
符合标准规格的零部件称为标准件。
化工设备的标准化通用零部件5.2.1 筒体筒体的主要尺寸是直径、高度(或长度)和壁厚。
5.2.2 封头封头与筒体可以直接焊接,形成不可拆卸的连接,也可以分别焊上法兰,用螺栓、螺母锁紧,构成可拆卸的连接。
常见的封头形式有椭圆形(EHA、EHB)、碟形(DHA、DHB)、折边锥形(CHA、CHB、CHC)及球冠形(PSH)。
封头标记示例:封头类型代号公称直径×封头名义厚度-封头材料牌号标准号[例]公称直径325 mm、名义厚度12 mm、材质为16MnR、以外径为基准的椭圆形封头,标记为EHB325×12-16MnR JB/T 47465.2.3 支座用来支承设备的重量和固定设备的位置。
支座一般分为立式设备支座、卧式设备支座两大类。
三种典型的标准化支座:耳式、支承式和鞍式支座。
耳式支座:用于支承在钢架、墙体或梁上的以及穿越楼板的立式容器,支脚板上有螺栓孔,用螺栓固定设备。
一般有A型和B型两种。
标准号支座型号支座号[例]A型、带垫板,3号耳式支座,支座材料为Q235AF,标记为JB/T 4725 -1992,耳座A3 材料:Q235AF支承式支座:支承式支座多用于安装在距地坪或基准面较近的具有椭圆式封头的立式容器。
标准号支座型号支座号[例]钢板焊制的3号支承式支座,支座材料和垫板材料均为Q235AF,标记为JB/T 4724 -1992,支座A3材料:Q235AF/ Q235AF鞍式支座:用于卧式容器的支座。
同一直径的鞍式支座分为A型(轻型)和B型(重型)两种,每种类型又分为F型(固定式)和S型(滑动式)。