连杆加工工艺过程卡片
- 格式:doc
- 大小:77.50 KB
- 文档页数:2
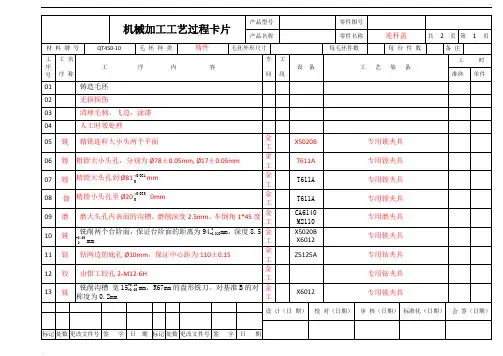
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)机械加工工艺过程卡片收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号105 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共()页第()页车间工序号工序名称材料牌号50 铣连杆平面 45钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数收集于网络,如有侵权请联系管理员删除连杆两平面铣床NZ73008 专-229 2 夹具编号夹具名称切削液专用夹具冷却液工位器具编号工位器具名称工序工时准终单件游标卡尺工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣上平面至连杆身中心平面86 108 2.09 1.8 1 描图2 精铣上平面至杆身中心平面86 108 2.09 0.7 13 粗铣下平面至杆身中心平面86 108 2.09 1.8 1 描校4 精铣下平面86 108 2.09 0.7 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 2 )页车间工序号工序名称材料牌号60 磨两平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数平面磨床苏联037-1 6 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 磨上平面至杆身中心平面1000 1100 0.02 0.4 20 描图磨下平面至尺寸1000 1100 0.02 0.4 20 退磁描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 3 )页车间工序号工序名称材料牌号70 钻小头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立钻Z575 021-51 1 夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻小头孔至尺寸88 11.75 0.34 54 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第( 4 )页车间工序号工序名称材料牌号大件老连杆80 倒小头孔角45收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数立衍X525B 021-56 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔上端倒角至尺寸85 12.68 0.52 2.5 1 描图 2 小头孔另一端倒角至尺寸85 12.68 0.52 2.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105-A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43 )页第(5 )页车间工序号工序名称材料牌号90 镗小头孔收集于网络,如有侵权请联系管理员删除设备名称设备型号设备编号同时加工件数金刚镗T740 027-5 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 镗小头孔至直径670 92.6 0.10 0.55 1 描图镗小头孔至尺寸670 92.6 0.10 0.2 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称大件老连杆共( 43 )页第( 6 )页车间工序号工序名称材料牌号100 铣大头定位点收集于网络,如有侵权请联系管理员删除太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第(7 )页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣X6130 068-14 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-741-04 连杆大头定位点铣夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铣大头定位点至尺寸420 165 0.25 2.6 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期大件老连杆110 去大头定位点毛刺毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧铣 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 去大头定位点毛刺描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期太原科技大学华科学院机械加工工序卡片产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共( 43)页第( 8 )页车间工序号工序名称材料牌号产品名称柴油机零(部)件名称连杆共( 43 )页第( 9 )页车间工序号工序名称材料牌号130 半边镗大头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数粗镗大头孔专机1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件H-32-734-06 连杆大头孔粗镗夹具工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 半边镗大头孔至尺寸270 62.77 0.25 5 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
产品型号零(部)件图号 1 共 2页
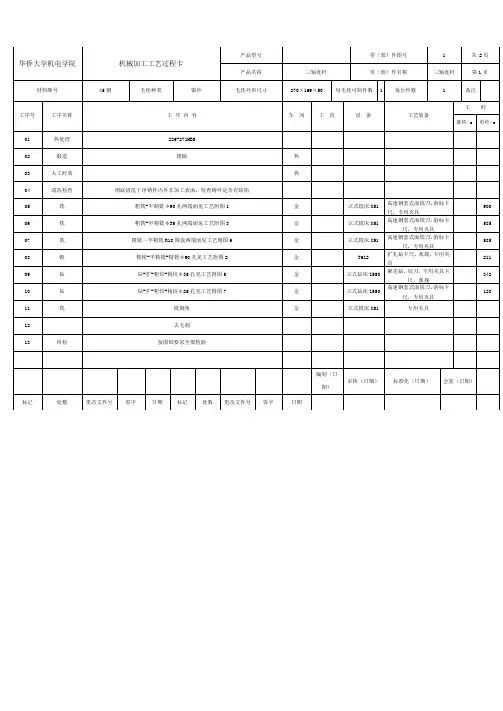
华侨大学机电学院机械加工工艺过程卡
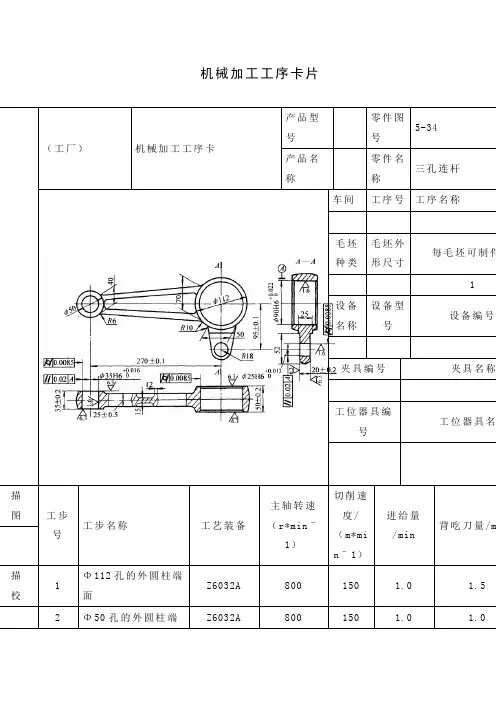
产品名称三轴连杆零(部)件名称三轴连杆第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸270×169×50 每毛坯可制件数 1 每台件数 1 备注
工时
工序号工序名称工序内容车间工段设备工艺装备
准终/s 单件/s
01 热处理226-271HBS
02 锻造模锻热
03 人工时效热
04 清洗检查彻底清洗干净铸件内外非加工表面,检查铸件是否有缺陷
高速钢套式面铣刀,游标卡
900
05 铣粗铣-半精铣φ90孔两端面见工艺附图1 金立式铣床X51
尺,专用夹具
高速钢套式面铣刀,游标卡
585
06 铣粗铣-半精铣φ35孔两端面见工艺附图3 金立式铣床X51
尺,专用夹具
高速钢套式面铣刀,游标卡
07 铣粗铣—半精铣R18圆盘两端面见工艺附图6 金立式铣床X51
585
尺,专用夹具
扩孔钻卡尺、塞规,专用夹
211
08 镗粗镗-半精镗-精镗φ90孔见工艺附图2 金T612
具
麻花钻、铰刀,专用夹具卡
342
09 钻钻-扩-粗铰-精铰φ35孔见工艺附图5 金立式钻床Z550
尺、塞规
高速钢套式面铣刀,游标卡
128
10 钻钻-扩-粗铰-精铰φ25孔见工艺附图7 金立式钻床Z550
尺,专用夹具
11 铣铣倒角金立式铣床X51 专用夹具
12 去毛刺
13 终检按图纸要求全部检验
编制(日
审核(日期)标准化(日期)会签(日期)
期)
标记处数更改文件号签字日期标记处数更改文件号签字日期。


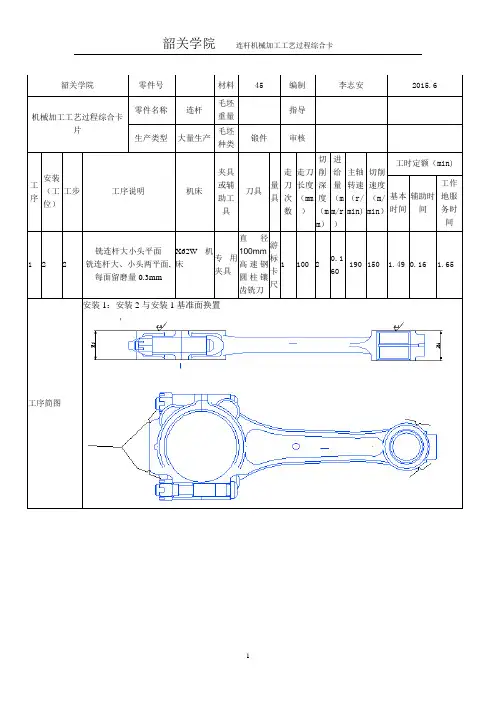
韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序说明机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间1 2 2铣连杆大小头平面铣连杆大、小头两平面,每面留磨量0.3mmX62W机床专用夹具直径100mm高速钢圆柱镶齿铣刀游标卡尺1 100 20.160190 150 1.49 0.16 1.65工序简图安装1:安装2与安装1基准面换置韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间2 2 2 粗磨连杆大小头平面以一大平面定位,磨另一大平面,保证中心线对称,无标记面称基面。
(下同)M7130磨床磁力吸盘砂轮直径 D =270mm厚度百分尺1 100 0.2 8 55144 0.070.21 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间3 1 3加工小头孔钻扩铰小头孔钻床Z525滑具钻模麻花钻 1 10 38 0.48 27217 0.380.5 0.2扩孔钻 1 10 0.3 0.9 12514.840.3 0.033 0.2高速钢铰刀塞规1 10 0.1 0.62 12512.670.6450.070.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间4 2 2 以基面及大、小头孔定位,装夹工件拉大头孔两侧尺寸01.098 mm两侧面和螺栓孔凸台两侧面和后座的三侧面,保证对称拉床EQ0159-00专用夹具外形拉刀宽 B= 40mm游标卡尺1 54 40 0.1 75046.8 0.230.18 0.2以基面及大、小头孔定位,装夹工件拉小头孔凸台两侧面和后座三侧面,保证对称1 50 40 0.1 64027 0.260.18 0.1工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间5 1 1扩大头孔以基面定位,以小头孔定位,扩大头孔为Φ60()30.00+mm钻床Z3080滑柱钻磨套扩孔钻直径D =60 mm塞规1 46 5 1.832 6.030.6590.072 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间6 1 1铣开连杆体和盖以基面及大、小头孔定位,装夹工件,切开工件,编号杆身及上盖分别打标记。

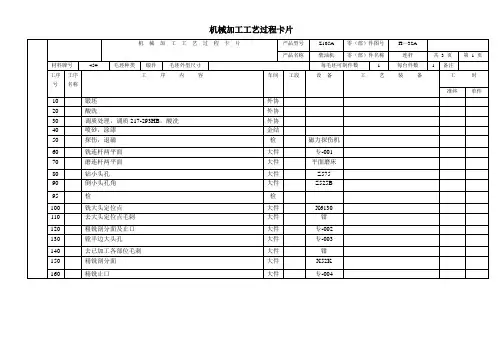
机械加工工艺过程卡片太原科技大学华科学院机械加工工艺过程卡片(连杆盖)产品型号2105A 零(部)件图号H-32A产品名称柴油机零(部)件名称连杆共页第页材料牌号毛坯种类铸件毛坯外型尺寸每毛坯可制件数每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面大件四轴龙门铣床2 粗铣结合面大件X523 粗铣工艺凸台大件龙门铣床4 锪连杆盖上安装螺帽的凸台大件立式钻床5 钻扩铰螺纹孔大件立式钻床6 精铣两端面大件四轴龙门铣床7 精铣结合面大件X528 精铣工艺凸台大件龙门铣床9 磨两端面大件平面磨床10 磨结合面大件平面磨床11 去毛刺大件12 清洗大件13 装配连杆和连杆盖大件设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号2105A 零(部)件图号产品名称柴油机零(部)件名称共()页第(12)页车间工序号工序名称材料牌号160 精洗止口45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X52K 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣止口至尺寸400 163.36 0.08 0.5 1描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号 2105A 零(部)件图号产品名称柴油机零(部)件名称共( )页 第(13)页车间 工序号 工序名称 材料牌号 170 钻孔冷挤内螺纹 45 毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号 设备编号同时加工件数X52K5 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min 进给量mm/r 切削深度mm 进给 次数 工步工时 机动辅助1钻2~12.8至尺寸 描 图 2 扩2~13.2至尺寸3 孔口倒角至尺寸 描 校4 吹净两孔中铁屑5 冷挤压内螺纹至尺寸底图号 装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字日期标记处数更改文件号签字 日期机械加工工序卡片产品型号2105A 零(部)件图号产品名称柴油机零(部)件名称共()页第(14)页车间工序号工序名称材料牌号180 去毛刺45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X52K 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 去剖分面毛刺2 去止口毛刺3 去螺纹孔道孔底外部毛刺4 倒角至尺寸设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号 2105A 零(部)件图号 H-32A H-323A产品名称零(部)件名称连杆盖 共( )页 第(16)页车间 工序号 工序名称 材料牌号 大件老连杆2000合装打连杆配对号45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min 进给量mm/r 切削深度mm 进给 次数工步工时 机动辅助1检查不通孔螺纹底部是否有铁屑 2 将连杆和连杆盖合装,注意对称3 用固定扳手初紧两连杆螺栓4 用扭力扳手复紧两连杆螺栓扭紧力140N5 打连杆配对号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数 更改文件号签字日期标记处数更改文件号 签字 日期机械加工工序卡片 产品型号零(部)件图号H-32A H-323A车间工序号工序名称材料牌号粗镗大头孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数粗镗大头孔专机1夹具编号夹具名称切削液H-32-734-06 连杆大头孔粗镗夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗镗大头孔至尺寸270 62.77 0.25 2.71描图描校底图号机械加工工序卡片产品型号零(部)件图号H-32A H-323A车间工序号工序名称材料牌号大头孔倒角毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 大头孔倒角至尺寸60 14.95 0.20 0.51 描图描校底图号机械加工工序卡片产品型号零(部)件图号产品名称连杆零(部)件名称共()页第(19)页车间工序号工序名称材料牌号钻定位销孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 1夹具编号夹具名称切削液H-32-731-09工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻定位孔至尺寸1100 12.1 0.08 10 3 描图描校底图号机械加工工序卡片产品型号 零(部)件图号 H-32A产品名称连杆零(部)件名称共( )页 第(20)页车间 工序号 工序名称 材料牌号扩定位销孔 毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称 设备型号设备编号同时加工件数立钻1 夹具编号 夹具名称切削液H-32-731-09工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min 进给量mm/r 切削深度mm 进给 次数工步工时 机动辅助1扩定位销孔至尺寸1100 13.48 0.08 8 2 描 图描 校 底图号机械加工工序卡片产品型号2105A零(部)件图号H-32A车间工序号工序名称材料牌号大件老连杆250 钻油孔45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 021-35 1夹具编号夹具名称切削液H-32-731-10 连杆油孔钻夹具工位器具编号工位器具名称工序工时准终单件φ6 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻油孔至尺寸530 10 0.25 8.5 1描图 2 钻另一油孔至尺寸530 10 0.25 8.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H-32A车间工序号工序名称材料牌号大件老连杆260 油孔口倒角45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z535 021-35 1 夹具编号夹具名称切削液H-32-731-10 连杆油孔钻夹具工位器具编号工位器具名称工序工时准终单件φ6 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 油孔口倒角至尺寸530 19.98 0.252 1描图 2 另一油孔口倒角至尺寸530 19.98 0.25 2 1描校设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H-32A H-323A产品名称柴油机零(部)件名称连杆盖共(43 )页第(23)页车间工序号工序名称材料牌号大件老连杆270 拆装连杆盖45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件φ12.4 GB1436-85 直柄麻花钻工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铰连杆定位销孔至尺寸描图 2 拆连杆螺钉连杆定位销孔倒角05×45°描校去剖分面止口毛刺,污垢装定位销底图号装连杆盖扭紧工艺螺钉,扭紧力矩140N/M装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
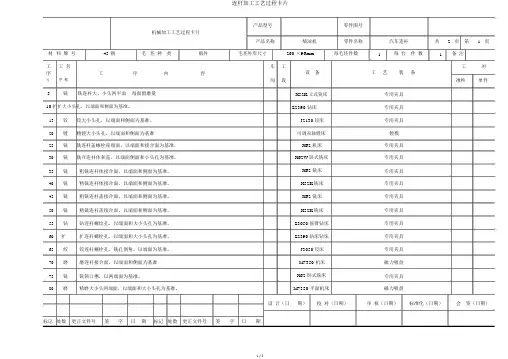
产品型号零件图号机械加工工艺过程卡片材料牌号45 钢毛坯种类锻件工工名序工序内容号序称5铣铣连杆大、小头两平面 ,每面留磨量10扩扩大小头孔,以端面和侧面为基准。
15 铰铰大小头孔,以端面和侧面为基准。
20 镗精镗大小头孔,以端面和侧面为基准25 铣铣连杆盖螺栓座端面,以端面和接合面为基准。
30 铣铣开连杆体和盖,以端面侧面和小头孔为基准。
35 铣粗铣连杆体接合面,以端面和侧面为基准。
40 铣精铣连杆体接合面,以端面和侧面为基准。
45 铣粗铣连杆盖接合面,以端面和侧面为基准。
50 铣精铣连杆盖接合面,以端面和侧面为基准。
55 钻钻连杆螺纹孔,以端面和大小头孔为基准。
60 扩扩连杆螺栓孔,以端面和大小头孔为基准。
65 绞铰连杆螺栓孔,铣孔倒角,以端面为基准。
70 磨磨连杆接合面,以端面和侧面为基准75 铣铣锁口槽,以两端面为基准。
80 磨精磨大小头两端面,以端面和大小头孔为基准。
产品名称柴油机零件名称汽车连杆共 2 页第 1 页毛坯外形尺寸260 ×96mm 每毛坯件数 1 每台件数 1 备注车工工时设备工艺装备间段准终单件X52K 立式铣床专用夹具Z2390 钻床专用夹具J2130 铰床专用夹具可调双轴镗床镗模X62 机床专用夹具X62W 卧式铣床专用夹具X62 铣床专用夹具X52K铣床专用夹具X62 铣床专用夹具X52K铣床专用夹具Z3050 摇臂钻床专用夹具Z2390 钻床钻床专用夹具J3050 铰床专用夹具M7350 机床磁力吸盘X62 卧式铣床专用夹具M7350 平面机床磁力吸盘设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号零件图号机械加工工艺过程卡片材料牌号45 钢毛坯种类锻件工工名序工序内容号序称85镗半精镗连杆大头孔,以端面,接合面,侧面为基准90倒角在大头孔两端倒角,选择小头孔和大头孔为基准95钻钻小头阶梯油孔100镗精镗大头孔,以小头孔为基准。
目录目录绪论 (1)第1章连杆的介绍 (3)1.1 连杆的作用 (3)1.2 连杆的材料 (3)1.3 连杆的结构及特点 (3)1.4 连杆盖与连杆体的配合 (4)1.5 连杆大头与连杆轴承 (4)1.6 连杆毛坯 (4)第2章连杆的制造工艺 (5)2.1 连杆结构 (5)2.2 连杆的制造工艺过程分析 (5)2.2.1 连杆的主要技术要求 (5)2.2.2 连杆的材料和毛坯 (6)2.2.3 连杆的机械加工工艺过程 (6)2.3 连杆加工工艺设计应考虑的问题 (7)2.3.1 工序安排 (7)2.3.2 定位基准 (7)2.3.3 夹具使用及夹紧方法 (8)2.3.4 确定加工余量 (8)2.4 连杆加工工艺过程 (9)2.4.1 连杆两端面的加工 (9)2.4.2 连杆大头孔的加工 (9)2.4.3 连杆小头孔的加工 (10)2.4.4 螺栓孔加工 (10)2.4.5 结合面的加工 (10)2.4.6 定位凸台的加工 (10)2.4.7 贴合面的加工 (11)2.4.8 定位锁口槽(定位舌)的加工 (11)2.4.9 钳工加工 (11)第3章连杆加工设备布置 (17)3.1 机械加工设备布置应注意的问题 (17)xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx3.2 制造系统中生产物流设计与设备布局 (17)3.3 机械加工设备布置综述 (18)第4章与连杆配合使用的零件 (21)4.1 连杆轴瓦 (21)4.2 连杆螺栓 (21)第5章连杆的检验 (23)5.1 连杆的检验阶段 (23)5.2 连杆检验类型 (23)5.3 连杆盖的检验 (23)5.4 连杆体的检验 (24)5.5 连杆的检验 (24)5.6 分组入库 (24)结论 (25)致谢 (27)参考文献 (29)绪论绪论毕业设计是我们在学校的最后的一门课程,也是对四年所学内容一次综合的应用。