武钢2号高炉大修采用的新技术及冶炼效果
- 格式:pdf
- 大小:149.36 KB
- 文档页数:3
武钢新2号高炉易地改造工程技术总结黄太平、甘伟李炳强一、工程概况武钢2# 高炉易地改造高炉本体工程,高炉框架采用自立式大框架结构,主要包括:炉底框架、炉身框架、炉顶刚架等。
该工程有如下特点:紧---场地紧(场地狭小,设施布置紧凑);高---最高处约117m;大---构件大,工程量大(关键是钢结构量大,制安量约18800t);险---高空作业多,交叉作业多;晚---设计出图滞后。
1.高炉各系统分布情况:1.1高炉设东、西两侧出铁场;1.2高炉西南侧(距高炉中心线50m)处布置有旋风除尘器;1.3高炉北侧设置有原料主皮带通廊,南边为吊装孔;1.4炉底框架由五层平台组成:3.2m、6.80m、13.090m、21.56m、26.5m 标高;炉身框架由四层平台组成:30.2m、33.7m、37.00m、42.30m标高;炉顶刚架由七层平台组成:50.95m、53.25m、60.11m、67.30m、75.25m、80.70m标高。
炉底框架:柱为箱形2100×2100×42,梁最大:HA2600×1200×30×40,长19m;炉身框架柱:φ1400×60管柱,单重约40t,▽42.3m;主平台梁B13最大,HA2800×1200×48×65长37米;炉顶刚架柱为“十”字形1000×500×20×40;炉顶悬臂吊车梁挑出28.8m,由φ1000×30斜撑41m长固定,31t左右,挑出梁为HA2500×600×20×40重约25t。
各层平台均设有双向走梯,确保操作人员的安全和方便。
1.5本高炉钢结构安装工程,构件几何尺寸大,吨位重,安装位置高,对吊装安全、质量控制都提出了很多新的要求。
1.6 西出铁场内距高炉中心22.8m布置有一台DBQ4000t.m塔式起重机,作为主吊机械。
新钢2号高炉提高煤比生产实践常永保高波新余钢铁有限责任公司新钢2号高炉提高煤比生产实践常永保高波(新余钢铁有限责任公司)摘要对新钢2号高炉提高煤比的措施进行了总结分析。
通过采取精料、优化高炉操作、提高风温、富氧、改进喷吹工艺等措施,高炉煤比提高到135kg/t,焦比大幅下降,产量增加和其它经济指标的全面改善。
关键词高炉煤比精料富氧1概况新钢2号高炉于2004年4月10日大修投产,有效容积359m3。
新高炉采用了串罐式无料钟炉顶,煤气干法布袋除尘,球式热风炉以及喷吹系统的改造。
近年来,由于原燃料价格的不断上涨,节焦降耗成为炼铁工作的重要任务,以价格低廉的煤粉代替部分价格昂贵的冶金焦是降低焦比和炼铁成本的有效途径。
为此,铁厂通过实施喷煤改造、增设富氧工艺、提高精料水平,高炉自身采取优化高炉操作、提高风温水平等措施,实现了喷煤比大幅提升,最高达142kg/t。
高煤比促进了高炉强化冶炼,改善了高炉技术经济指标,见表1。
表1 新钢2号高炉主要技术经济指标时间利用系数t/(m3·d)煤比kg/t焦比kg/t风温℃综合焦比kg/t一级品率%2005年 3.137 102 467 1022 549 41.63 2006年 3.318 91 457 1060 530 85.00 2007年1月 3.376 95 442 1081 518 85.96 2007年2月 3.370 106 438 1087 523 88.80 2007年3月 3.402 96 449 1092 526 89.14 2007年4月 3.423 131 415 1095 521 91.05 2007年5月 3.597 127 406 1093 508 85.04 2007年6月 3.384 133 403 1106 510 89.06 2007年7月 3.445 141 410 1101 522 85.13 2007年8月 3.476 142 401 1108 515 91.09 2007年9月 3.660 137 397 1105 507 92.542 提高煤比的措施2.1精料(1)提高矿石入炉品位。
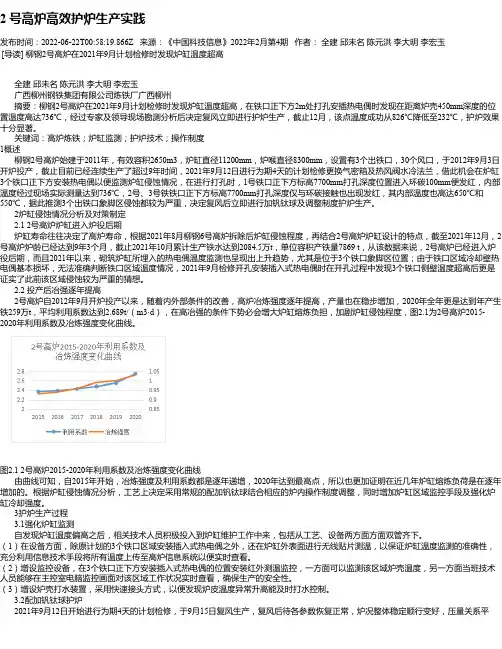
2 号高炉高效护炉生产实践发布时间:2022-06-22T00:58:19.866Z 来源:《中国科技信息》2022年2月第4期作者:全建邱未名陈元洪李大明李宏玉[导读] 柳钢2号高炉在2021年9月计划检修时发现炉缸温度超高全建邱未名陈元洪李大明李宏玉广西柳州钢铁集团有限公司炼铁厂广西柳州摘要:柳钢2号高炉在2021年9月计划检修时发现炉缸温度超高,在铁口正下方2m处打孔安插热电偶时发现在距离炉壳450mm深度的位置温度高达736℃,经过专家及领导现场勘测分析后决定复风立即进行护炉生产,截止12月,该点温度成功从826℃降低至232℃,护炉效果十分显著。
关键词:高炉炼铁;炉缸监测;护炉技术;操作制度1概述柳钢2号高炉始建于2011年,有效容积2650m3,炉缸直径11200mm,炉喉直径8300mm,设置有3个出铁口,30个风口,于2012年9月3日开炉投产,截止目前已经连续生产了超过9年时间,2021年9月12日进行为期4天的计划检修更换气密箱及热风阀水冷法兰,借此机会在炉缸3个铁口正下方安装热电偶以便监测炉缸侵蚀情况,在进行打孔时,1号铁口正下方标高7700mm打孔深度位置进入环碳100mm便发红,内部温度经过现场实际测量达到736℃,2号、3号铁铁口正下方标高7700mm打孔深度仅与环碳接触也出现发红,其内部温度也高达650℃和550℃,据此推测3个出铁口象脚区侵蚀都较为严重,决定复风后立即进行加钒钛球及调整制度护炉生产。
2炉缸侵蚀情况分析及对策制定2.1 2号高炉炉缸进入炉役后期炉缸寿命往往决定了高炉寿命,根据2021年8月柳钢6号高炉拆除后炉缸侵蚀程度,再结合2号高炉炉缸设计的特点,截至2021年12月,2号高炉炉龄已经达到9年3个月,截止2021年10月累计生产铁水达到2084.5万t,单位容积产铁量7869 t,从该数据来说,2号高炉已经进入炉役后期,而且2021年以来,砌筑炉缸所埋入的热电偶温度监测也呈现出上升趋势,尤其是位于3个铁口象脚区位置;由于铁口区域冷却壁热电偶基本损坏,无法准确判断铁口区域温度情况,2021年9月检修开孔安装插入式热电偶时在开孔过程中发现3个铁口侧壁温度超高后更是证实了此前该区域侵蚀较为严重的猜想。
天铁炼钢厂2#转炉大修工程中吊装新工艺的实践付志敏(天津天铁冶金集团机械装修部,河北涉县056404)[摘要] 叙述了天铁炼钢2#转炉大修工程中新吊装工艺的实施方案。
通过对转炉烟道、炉壳重量、尺寸和现场具体环境进行分析,提出利用转炉现场天车、平台大梁设置卷扬机和滑轮组进行吊装作业的新工艺方案。
该方案巧妙地实施各段烟道及炉壳的拆装工程,缩短了工程时间,节省了工程费用支出,取得了良好的施工效果。
[关键词] 转炉吊装烟道天车工艺1 引言天铁炼钢2#转炉大修工程中需要更换转炉炉壳和烟道,这是大修工程的难点。
以往烟道及炉壳的更换费时费力,施工时对吊装工艺进行了改进创新。
通过对转炉烟道、炉壳重量及尺寸和现场具体环境的分析研究后,提出利用转炉现场天车、平台大梁设置卷扬机和滑轮组进行吊装作业的新工艺方案。
巧妙地实施各段烟道及炉壳的拆装工程,缩短了工程时间,节省了工程费用支出,取得了良好的施工效果。
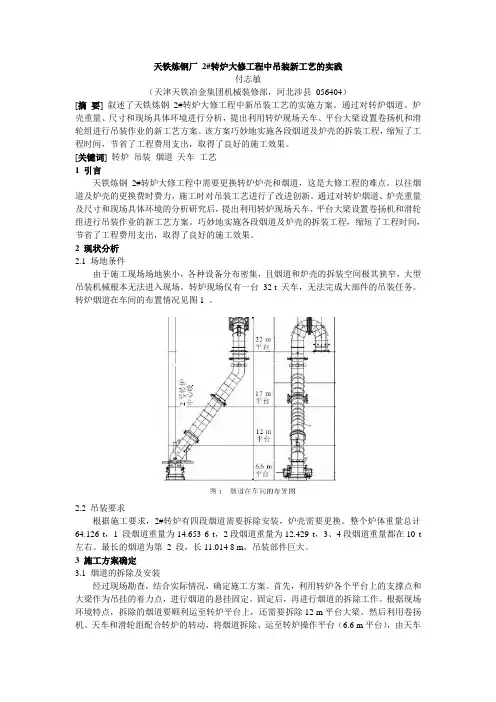
2 现状分析2.1 场地条件由于施工现场场地狭小,各种设备分布密集,且烟道和炉壳的拆装空间极其狭窄,大型吊装机械根本无法进入现场。
转炉现场仅有一台32 t 天车,无法完成大部件的吊装任务。
转炉烟道在车间的布置情况见图1 。
2.2 吊装要求根据施工要求,2#转炉有四段烟道需要拆除安装,炉壳需要更换。
整个炉体重量总计64.126 t,1 段烟道重量为14.653 6 t,2段烟道重量为12.429 t,3、4段烟道重量都在10 t 左右。
最长的烟道为第 2 段,长11.014 8 m,吊装部件巨大。
3 施工方案确定3.1 烟道的拆除及安装经过现场勘查,结合实际情况,确定施工方案。
首先,利用转炉各个平台上的支撑点和大梁作为吊挂的着力点,进行烟道的悬挂固定。
固定后,再进行烟道的拆除工作。
根据现场环境特点,拆除的烟道要顺利运至转炉平台上,还需要拆除12 m平台大梁。
然后利用卷扬机、天车和滑轮组配合转炉的转动,将烟道拆除、运至转炉操作平台(6.6 m平台),由天车吊出施工区域。
摘要:迁钢2号高炉是首钢搬迁转移400万吨钢生产能力建设的迁钢二期工程项目,高炉有效容积为2650 m3。
迁钢2号高炉工程设计遵循“先进、可靠、实用、效益”的方针,积极采用当今国内外高炉炼铁先进技术,在借鉴迁钢1号高炉成功技术的基础上,使迁钢2号高炉在工艺技术、装备、控制方面达到国内外先进水平。
迁钢2号高炉2007年1月4日建成投产一年来,主要经济指标超过了设计能力,达到了同立级高炉的先进水平。
关键词:高炉;设计;生产实践1 概况2003年首钢总公司为贯彻落实国务院、北京市关于首钢产业结构调整、技术升级,服务首都经济的要求,部署实施首钢搬迁转移400万吨钢生产能力的方案——建设首钢迁钢工程,工程包括炼铁、炼钢、热轧及配套公辅设施。
首钢迁钢炼铁工程分成两期建成,一期工程建设一座2650 m3高炉(1号高炉),二期工程再建一座2650 m3高炉(2号高炉),最终形成一、二期年产生铁合计445万吨生产规模。
迁钢2号高炉设计遵循“先进、可靠、实用、效益”的方针,采用国内外成熟的并已经行之有效的技术和装备,充分做好环境保护、防火和安全卫生工作,贯彻高炉生产的“精料、高风温、高压、富氧、喷煤”的先进经验,以使高炉在工艺技术、装备、控制方面达到国内外先进水平。
新建高炉将成为“高效、低耗、优质、长寿、节能、安全、环保"型的现代化高炉。
2 高炉主要技术经济指标设计迁钢2号高炉在设计过程中遵循耗资少,占地面积小,结构紧凑的原则,优化结构布局,注重布局的合理、高效,使迁钢2号高炉在国内外同立级高炉中结构布局均处于领先行列。
迁钢2号高炉炉容同迁钢1号高炉相同,迁钢2号高炉在注重借鉴和使用迁钢1号高炉成功技术的基础上,对部分工艺技术进行了优化、改进和完善,进一步提高迁钢2号高炉的工艺技术、装备、控制水平。
根据迁安矿区原燃料条件和高炉操作条件,结合首钢厂区的生产实践,在高炉设计中采用先进、成熟、可靠、实用的工艺技术和设备,主要技术经济指标设计比照国内外同级别高炉的先进水平。
高炉炼铁生产管理创新与技术进步随着社会的发展和经济的进步,高炉炼铁生产管理创新与技术进步成为推动钢铁产业发展的重要因素。
高炉炼铁生产是钢铁产业链中的重要环节,对于钢铁企业的生产效益和技术水平具有重要影响。
高炉炼铁生产管理创新与技术进步正逐渐引起广泛关注。
高炉炼铁生产管理的创新主要体现在以下几个方面:一、生产过程的智能化管理高炉炼铁生产过程繁杂,涉及到多个工序和大量设备的运行协调。
传统的生产管理往往依赖于人工经验,导致效率低下和质量不稳定。
而现代化的高炉炼铁生产管理借助于信息技术的发展,可以实现生产过程的智能化管理。
通过数据采集、实时监控与分析等手段,可以对生产过程进行全面和精细的管理,提高工作效率,降低生产成本。
引入物联网技术,实时监控设备的状态和运行情况,及时发现和处理异常情况,提高设备的利用率和可靠性。
通过基于大数据的分析,可以预测生产过程的变化,提前做出调整,提高产品质量和市场竞争力。
二、优化生产资源的配置高炉炼铁生产过程需要消耗大量的原料和能源。
传统的生产管理往往存在资源浪费和效率低下的问题。
而现代化的高炉炼铁生产管理借助于先进的物流技术和优化算法,可以实现资源的有效利用和合理配置。
通过建立物流信息系统,实现原料和能源的全流程可视化管理,可以有效降低资源浪费和环境污染。
引入优化算法,对生产过程中的各项指标进行综合优化,实现最佳生产计划和资源配置方案,提高生产效率和资源利用率。
三、强化质量控制与监督高炉炼铁生产过程涉及到多个环节和多个工序,对质量控制和监督要求严格。
传统的质量控制和监督主要依靠人工操作,存在人为疏忽和主观判断的问题。
而现代化的高炉炼铁生产管理借助于自动化和智能化技术,可以实现对质量的全面监控和控制。
通过引入在线监测和自动调控技术,可以实时采集和分析生产过程中的各项数据,并根据要求进行自动调控,确保产品质量的稳定性和一致性。
通过建立质量信息系统,可以实现对产品质量全流程的追溯管理,提高质量管理的透明度和可靠性。
2号高炉5月23日检修总结第一篇:2号高炉5月23日检修总结检修总结二号高炉16小时检修计划检修项目一共29项其中重点项目10项。
所有项目按照检修计划全部完成。
在这次检修中,高炉改造项目多,任务重,检修前做了充分的准备,保质保量的完成检修。
一些重点项目例如液压马达编码器改造,完成的很出色,得到分厂的好评。
仓下继电器改造项目,准备工作充分,工作进展很顺利,到16::00 66个继电器全部改装和调试完成。
减压阀组项目也是提前做好准备工作,现场井然有序的完成的减压阀组所有电缆的更换。
这次检修也出现了一些问题:1、检修前对个别项目估计不足,干法除尘电源改造项目,提报量太大造成,检修中时间占用太长,而且,前期准备工作不足,造成项目没有全部完成,在以后的检修中要吸取经验,做到合理的提报项目和工作量,并且要把前期准备工作做好。
2、检修前人员准备不足,没有合理的计划,下回检修时要对人员安排好,如果人员不够用可以安排倒班人员参加检修,在人员上安排好,这样也可以减轻骨干的劳动强度。
3、检修前材料准备不充分,检修时浪费时间和人力,下次检修前要提前做好,每个岗位提出需要的材料,最后汇总到事务员,在统一领取。
4、检修项目工作不够细致,富氧流量表有问题,造成高炉晚投富氧一个小时,为了避免类似故障发生,要求倒班人员在接班后,按照检修项目和送风确认表对现场的检修设备进行检查。
高炉班 2012/5/24第二篇:高炉车间检修规定高炉车间检修规定1、检修钳工处理炉顶密闭容器,像气密箱、料罐。
高炉休风必须打开重力除尘器放散阀和炉顶放散阀,同时由地沟大组长负责切断氮气阀门,由工长负责检查落实。
钳工配备氧气检测仪、煤气检测仪,方可进入其内部作业,否则不允许钳工进入其内部作业。
2、高炉休风,重力除尘器必须通氮气。
高炉停煤气后,不进入其内部作业的,干法除尘管道、箱体必须开放散通氮气保持正压,通氮气时必须打开管道箱体放散。
严禁在炉顶点火后各密闭容器未通氮气或通氮气后未拉放散阀。
创新技术与操作发挥高炉“大”优势夏杰生“当前,高炉炼铁行业产量饱和、产能严重过剩,进入先进与落后指标并存、现代与传统理念并存的‘新常态’,需要采取以下措施来应对:加快高炉大型化的进程以提高产业集中度,完善环境友好的高效、安全、长寿的高炉技术;转变技术创新的观念和理念,构建以基础理论为先导的知识创新、以面向生产为核心的技术创新和以信息化为载体的管理创新;大力开发和推广炼铁新技术,从而实现高炉炼铁技术的转型升级和创新。
”日前,北京科技大学原校长、炼铁专家杨天钧教授在第十六届全国大高炉炼铁学术年会上表示。
同时,与会专家、学者和企业代表就大高炉炼铁的技术与操作问题进行了交流。
大型高炉有助提升效率和效益大型高炉由于具有单位炉容投资低、能耗低、能源利用率高、环境负荷低、生产效率高等诸多优点,得到快速发展。
近10年来,国内4000m3级巨型高炉如雨后春笋般涌现,截至2015年10月,4000m3以上级高炉已有21座,最大高炉有效容积为5800m3(沙钢)。
另外,我国3000m3~4000m3级的大型高炉也发展到36座。
这些巨型和大型高炉建成投产,极大地改变了我国高炉结构,对促进我国高炉炼铁整体工艺装备的发展,提升钢铁业效率和效益,发挥着重要作用。
会上,国内一些钢铁企业介绍了自己的大高炉在技术和操作上的经验。
宝钢炼铁厂厂长朱仁良表示,大型高炉的操作与管理是高炉大型化发展的保障,是充分发挥大型高炉优势的前提,也是钢铁厂竞争力的体现。
宝钢在投产初期对大型高炉的操作认识不足,再加上每座高炉的装备各不相同,产生了原燃料质量波动、设备不稳定等因素,给高炉顺行带来了巨大的挑战。
如3号高炉是采用全冷却壁的矮胖型高炉,操作上无现成的经验可循,由于过多考虑长寿问题,边缘气流压得过重,软熔带根部低,崩滑料次数多,炉况波动大,甚至发生炉凉等事故。
面对各种各样的问题,宝钢炼铁人以创新求发展,4座高炉全部实施强化冶炼并长期保持稳定顺行,成功实现了高煤比、高利用系数、低硅低硫、优质低耗的冶炼操作,喷煤比、燃料比、工序能耗、利用系数等一些主要经济技术指标达到世界一流水平或世界领先水平。
首钢2号高炉出铁场烟气治理技术首钢2号高炉出铁场烟气治理技术(无锡市东方工业环保有限公司郭徽吴立进2003年2月)1 引言高炉出铁场烟尘的传统捕集模式为侧吸罩或侧吸罩加屋顶罩。
侧吸罩的弊端是吸口易堵塞,管道内粉尘沉降严重;屋顶罩则因厂房内横向风的干扰较大,故所需风量很大,相应运行电耗率很高。
虽然外环境得以解决,但厂房内环境并不理想。
鉴于上述情况,针对首钢2#高炉除尘改造的要求,东方环境工程设计研究所突破传统模式,研究了由上侧吸罩+上部接收罩+沟盖罩的组合捕集装置。
该装置的特点有:(1)将高动压强制捕集的侧吸式改为低动压有诱导功能的上侧吸罩;(2)增设可移动的上部接收罩;(3)针对出铁口的烟尘喷射问题,采用撇渣器捕集罩,通过沟盖接收上侧吸罩和上部接收罩未能捕集到的烟尘。
同时结合“低阻、中温、大流量”系统工艺、抗结露脉冲除尘器以及变频调速等先进技术,最终使首钢2#高炉除尘达到了“国内领先”的改造目标。
2 原工艺概述北京首钢股份有限公司第二炼铁厂(以下简称首钢炼铁厂)2#高炉(容积为1726m3)原有除尘设施陈旧、除尘效果差(岗位粉尘浓度>500rng/m3,罩棚顶冒黄烟),不能达到现行国家环保标准的要求。
鉴于首钢位于首都北京,地理位置特殊,2008年将举办奥运会,对环保提出了更高的要求。
为此,首钢决定于2002年3月在2#高炉停产大修期间,对原有出铁场等除尘系统进行改造,明确要求治理效果要达到国内领先水平。
经向社会公开招标,最终由东方环境工程设计研究所(东方工业环保有限公司)中标,总承包该项工程。
该工程在2002年7月23日与2#高炉大修同时竣工,并投入运行。
该工程各项指标全面超出了设计要求。
其中岗位粉尘浓度仅为2mg/m3,排放浓度均低于30mg/Nm3,彻底改变了2#高炉周围的环境,闯出了一条适合我国国情的大型高炉出铁场烟气治理的新路子。
3 系统工艺——低阻、中温、大流量2#高炉出铁场的圆形出铁场有2个出铁口,交替出铁及放渣,无时间重叠。
武钢第二炼钢厂提高铸坯质量的技术改造设想邓崎琳萧忠敏刘振清李凤喜刘昆华喻承欢朱功火张先贵摘要:分析了技术改造的必要性;阐明了技术改造的目的;简介了技术改造的主要内容,扩大铁水脱硫能力,实现铁水全部脱硫预处理,铸机改造总体规划设计、分步实施,先改建成一座直弧式板坯铸机,以适应高质量钢的要求。
关键词:技术改造连铸板坯质量Technological Revamp for Improving Slab Qualityin No.2 Steelmaking Plant of WISCODeng Qilin Xiao Zhongmin Liu Zhenqing Li FengxiLiu Kunhua Yu Chenghuan Zhu Gonghuo Zhang Xiangui(Wuhan Iron & Steel Corp.)Abstract:The necessity and purpose of the technological revamp is discussed in this paper.The subjects of the revamp are briefly introduced herein,whichinvolve:1)enlarging the desulphurization ability of hot metal to achieve complete desulphurization pretreatment of hot metal;2)drawing up a general plan and programme for the revamp of the continuous caster and implementing it step by step;3)building up a straight curved slab continuous casting machine at the begining to meet the requirements for high quality steel.Keywords:technological revamp continuous cast slab quality▲1 前言武钢第二炼钢厂是70年代末建成投产的一座设计钢产量为150万t/a的转炉炼钢厂。
板坯动态软压下技术在武钢二炼钢的应用李具中 陈清泉 李凤喜(武钢第二炼钢厂,湖北 武汉 430080)1.前言在连铸生产中,铸坯内部一般都会存在中心偏析和中心疏松等缺陷,影响了钢材的内部质量。
因此,人们开发出了一系列控制连铸坯中心偏析与中心疏松的技术,如:低温浇铸技术、电磁搅拌技术、凝固末端强冷技术、软压下技术等等。
其中软压下技术在改善连铸坯内部质量方面的显著效果正被越来越多的生产实践所证实,在新建或改造的板坯连铸机上均得到了广泛应用。
铸坯内部质量的评价通常采用硫印或冷蚀评级,如中心偏析按严重程度可评为A 、B 、C 等3个等级。
其中A 级偏析最严重,必须严格控制。
对两相区进行适当的压下(软压下)可抑制钢液的流动,从而达到控制铸坯偏析的作用。
但是,在实际浇铸过程中,随着浇铸条件(如温度,拉速、水量、钢种成份等)的变化,铸坯的两相区的位置是在不断变化的,只有随时正确的对铸坯的两相区进行合适的软压下(即动态软压下),才能保证各种工况条件下的内部质量。
传统扇形段采用定距块来控制开口度,因而不可能铸中调整辊缝从而控制软压下的区域,只能采用静态轻压下的办法。
武钢二炼钢改造后的连铸机,引进了奥钢联新技术,采用了动态二冷控制和动态软压下等先进技术,其动态软压下通过开口度在线可调SMART 扇形段来实现,铸坯的中心偏析控制取得了很好的效果。
2. 中心偏析的形成与辊缝控制的基本原理由于钢水凝固过程中存在选份结晶的问题,凝固前沿的富含杂质元素的钢液向凝固末端固液共存的糊状两相区流动造成铸坯的偏析(图1)。
凝固末端附近钢液流动的动力一方面来源于坯壳的鼓肚,另一方面来源于钢液凝固时的体积收缩。
控制铸坯鼓肚量,可以有效减缓中心偏析产生。
铸坯鼓肚量的大小主要与扇形段辊间距、坯壳厚度、二次冷却、钢水静压力等有关。
辊间距越小,坯壳越厚,二冷强度越大,钢水静压力越小,鼓肚量就越小。
因此,在设计连铸机时,尽可能设计采用小辊径密排辊列布置,缩小辊间距;采用分节辊,防止支承辊变形:连铸机不宜过高,以便于降低液相穴高度,减小钢水静压力;在生产中对二冷区夹辊需严格对弧,铸坯必须得到足够的冷却。
舞钢二炼钢炼钢系统基础资料一、现状1、二炼钢厂主要设备有:100吨交流超高功率电炉一座、100吨钢包精炼炉(LF)二座、100吨真空处理装置(VD)二套和200、250、300×2500mm单流板坯连铸机一套(一机一流)采用的工艺流程为:电炉→两台精炼炉→两台VD→2500mm板坯连铸机→一次火焰切割→二次火焰切割→去毛刺→喷印→推钢机/垛板台→横移台车→热送辊道→轧钢↓坯场→热送辊道→轧钢1.1电弧炉100吨超高功率电炉采用90MVA/35KV变压器,并配置国内外先进的工艺及设备,具备年生产120万吨钢的能力。
电弧炉主要由电炉(EAF)系统及辅助上料系统两部分组成。
电弧炉的主要技术参数为:1.2精炼炉精炼炉有2台,采用的是单盖双车的形式。
精炼炉主要分为三部分:机械组成部分、电气及自动化设备、辅助部分。
其主要技术参数为:1.3真空脱气装置(VD)真空脱气装置主要包括两部分:机械部分和电气部分。
真空脱气装置机械设备按功能(或所在工艺位置)划分为以下几个部分:VD处理站、真空泵系统(含冷却除尘;汽、水分配器)、机器冷却水系统、仪表氮气系统、氩气系统、液压系统等设备。
其核心设备(VD处理站和真空泵系统)的技术参数为:1.3.1 VD处理站VD处理站主要指钢液处理位置的设备。
它包括真空罐、真空罐盖、真空罐盖台车、罐盖升降液压系统、合金加料系统。
1.3.1.1 真空罐主要技术参数真空罐直径 ~Φ5800mm真空罐总高 6850mm罐壁钢板厚度 26mm罐底钢板厚度 35mm密封圈材料硅橡胶或丁腈橡胶密封圈直径Φ50mm总重(不包括耐材) ~68t(1套真空罐)1.3.1.2真空罐盖主要技术参数罐盖密封法兰外径Ф6150 mm盖高1730 mm防溅盖外径Φ3650 mm盖高1210 mm重量(不包括耐材)~4.0 t1.3.1.3罐盖台车主要技术参数轨道中心距 7100mm轮距 6000mm车轮直径Φ630mm台车走行距离 16m台车走行速度2~12m/min(VVVF)定位精度±10mm油缸直径Φ200mm油缸行程 1140mm罐盖提升速度 ~1m/min (可调)电缆拖链长度 ~12m宽度 ~1.0m弯曲半径 ~1.0m台车电机功率 2×2.5 KW(带制动器)重量 ~28 t(1套罐盖台车)1.3.2 真空泵系统真空泵系统由抽气主管、移动弯头小车、气体冷却除尘器和真空泵及冷凝器等。