哈斯加工中心面板操作教案
- 格式:doc
- 大小:290.00 KB
- 文档页数:8
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
1龙工(江西)齿轮有限公司机床培训大纲内容HASS 加工中心一、电源打开:1. 打开机床后侧的电源开关;2. 按面板上的POWER ON (绿色按钮)3.将设置51设定为ON ,忽略防护门(可以在不关防护门的情况下运行程度和旋转主轴)二、回零:1. 方法一:请最好在很熟悉机床功能的情况下使用此方法否则容易出现撞机故障。
按键→按POWER UP 键,刀库回零会自动换到1号刀; RESET2. 方法二:按 ZERO 键→按 ALL 键RET AXES3. 方法三:单轴回零:按 ZERO 键→按键,按→ SINGL 键,实现Z 轴回零。
X ,Y 同 RET AXIS三、主轴转、停1. 按MDI ;2. 输入M03 S800后,按回车 WRITE 键ENTER3.在手动模式下 按键→主轴停转;24. 加速按+ 减速按 -SPINDE SPINDE四、手动进给:1. 手轮进给:(1)按HAND 键JOG(2)选 键(3)选(4)手轮逆转:工件接近铣刀;手轮顺转:工件离开铣刀。
2. 点动(快动)(1)选进给倍率键;(2)直接按或离铣刀五、装刀、选刀:1. 在刀库上装好铣刀,例1#位置上装φ6铣刀;2. 按3. 输入M06 T1后,按回车键 WRITEENTER六、对刀:1.手动装好夹具工件;2.校调:刀具至工件的相对位置,如铣刀中心与工件原点重合;3.按G54界面;4.光标←↑→↓,分别选中G54中的X,Y,Z;5.按PART 键(选X或Y按一次)ZEROSET七、输入程序:1.按键→输入程序号(例O2220)→按回车2.按3.输入程序:N10 G54→按N10,在需要的程序段前加N10八、输入刀补:1.按2.输入刀补值(例4.0)3.按若输入刀补为负值(例-4.0)→按九、测轨迹:1.按选程序号→回车32.按键→按SETNG 键→按执行按钮“CYCLE ”GRAPH轨迹放大,按光标把图形置于方框中,再按回车键后,按“CYCLE ”十、自动加工1.选中程序→回车2.按CYCLE ”→自动加工按SINGLE 键→按“CYCLE ”→单段加工BLOCK十一、拷贝按LISTPROG按十二、从A盘→HASS按LIST4按选中A盘中的程序→按十三:如何打开第四轴或者关闭第四轴(A轴)1,先将设置30设定为OFF将第四轴关闭,位置页面下看不到第四轴座标,(打开的话按左右光标选择转台型号HRT160H)。

立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。

哈斯VF-2D立式加工中心安全操作规程一.使用本设备前,需熟知安全操作注意事项.穿着适合的工作服,操作时严禁带手套。
二.配电盘位于电控柜内,电控箱由三个销锁锁紧,当主电路开启时,电气柜(包括电路板和逻辑电路)会带有高压电,并有部分会处在高温状态下,电控箱必须锁闭,仅由专业人员可以打开。
三.操作机床时一定确保其门关闭,门已正确互锁,当程序在运行中时,机床工作台及主轴头、旋转的刀具能在任一时间向任一方向做快速移动,可能造成严重伤害。
四.在紧急情况下防止机床撞车时使用紧急停止按钮,急停按钮在控制面板上的一个红色按钮,可控制急停机床伺服电机、换刀、冷却泵的所有运动。
五.避免换刀装置损坏,刀具在被调用时,刀柄上的两个凹槽与主轴上的两个凸型块必须对齐。
六.严禁当手放在主轴上的刀具时,按下按钮或启动换刀循环动作,以免发生危险。
七.必须正确夹装工件,否则会导致工件在高速、高进时飞出并击穿安全门。
八.运转前先空运转各个轴,确认电机等部位有无异常噪声。
不得手动安装刀具, 刀具必须安装在刀库中, 安装刀具时必须停止轴移动,刀具锥柄及锥孔必须擦净, 确认松刀机构与拉刀之间间隙, 确认松刀机构行程,并确认各安全装置的功能是否可靠。
九.用新编程序或修改后的程序来加工时,先确认刀具及材料是否准确接触,确认程序是否正常。
十.确认润滑装置系统油箱储油量及各管接件处的密封状态(连接处漏油滲油现象)。
十一.暂时结束作业离开机器时必须关闭操作面板上的开关及电气箱的开关十二.结束一天的工作先关操作面板上的开关,然后切断主电源,并切断车间的总电源。
及时清理铁屑。
十三.在设备上及工作部位不得放置工具、加工件。
设备周围保持干燥、整洁。
及时清理铁屑,非本设备操作人员严禁操作本设备。
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
机床启动/关闭机床的启动:拉上电闸→按下紧急停止(EMERGENCY STOP)→按下通电按钮(POWER ON 绿色按键)→机床启动后后拉上紧急停止(EMERGENCY STOP)按钮→重复按“复位”键(RESET)消除警报→按“当前指令”键(CURNT COMDS)可显示当前程序细节机床轴回零:启动后必须先对机床的轴回零后才能进行其他机械操作。
按下“回零”键(ZERO RET)进入回零模式→按下“所有轴”按钮(ALL AXES)则X.Y.Z轴返回到机床原点。
按下“回零”键(ZERO RET)进入回零模式→输入需要回零的轴的名称(X.Y.Z)→按下“单轴”按钮(SINGL AXES)则该轴返回机床原点。
机床的关闭:按下紧急停止(EMERGENCY STOP)→按下断电按钮(POWER OFF 红色按钮)→拉下电闸主要键位的说明和功能CYCLE START (循环开始):运行一个程序,也可以在图形模式下开始程序。
FEED HOLD(进给暂停):停止所有轴的运动。
注意:主轴仍然继续传动。
RESET(复位):机床停止(轴,主轴,冷却泵和换刀装置停止运行)。
POWER UP/RESTART(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
RESTORE(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
MEMORY LOCK KEY SWITCH(存储器锁定器开关):在转到锁定位时可防止操作员对程序进行编辑和修改设置。
SECOND HOME BUTTON(第二原位按钮):加速所有轴到工作补偿G129指定的坐标。
步骤如下:首先Z轴回到机床零点;然后移动X和Y轴;之后,Z轴移动到它的第二原点。
除DNC模式,该功能在所有模式中都能进行。
WORK LIGHT SWITCH(工作灯开关):开启机床内的工作灯。
功能键(FUNCTION KEYS)F1-F4: 根据不同的操作模式,这些键有不同的功能。
加工中心操作指导书开机1.按机床控制面板左上角的绿色POWER ON按钮;2.将急停按钮旋起;3.按RESET键解除报警,屏幕上会出现“操作门”字样;4.打开门看工作台上是否有物体在回零过程中撞门或撞轴,如有先将撞门的物体移除;5.关上操作门,按POWERUP/RESTER键,使机床所有轴回原点。
编程(操作说明书第31至34页)1.按LIST PROG键后会显示所有的存储在机床内的程序2.按上下键使光标上下移动,或按PAGE UP,PAGE POWN翻页选择程序3.按SELECT PROG将光标选择的程序打开4.按EDIT键使打开的程序进入编辑模式,即可对程序进行编辑修改5.在输入栏里输入正确的指令后,按WRITE/ENTER或INSERT键即可将指令输入进程序里,6.在输入栏里输入正确的指令后,按ALTER可使输入栏里的指令将程序中光标里的指令替换掉7.按DELETE键可将程序里光标里的指令删除,按UNDO键可将删除的指令恢复,最多恢复十次(十个代码,超过无法恢复)。
新建程序i.按LIST PROG键后会显示所有的存储在机床内的程序1.按O(字母)键,然后输入四位数字nnnn,按WRITE/ENTER键。
这时就会产生一个程序名为Onnnn的程序。
所有程序名必须按照这个规则。
将U盘里的程序拷入机床1.将U盘插入机床,按LIST PROG键,再按CANCEL机床上会出现“内存”和“U盘”按左右移动键,将光标移至“U盘”按WRITE/ENTER 键进入U盘,通过按上下移动键移动光标至将要调出的程序文件夹,按WRITE/ENTER键进入文件夹,再通过按上下移动键移动光标至将要调出的程序,按WRITE/ENTER键选中程序(选中的程序前会出现对勾,一次可选一个或多个程序),按F2键,再按WRITE/ENTER键,程序就导入到机床内存里了。
2.将内存里的程序导入到U盘里也是如此。
3.如果要拷贝的程序大于机床系统剩余内存空间(超过1M),这时可以考虑不将程序调入内存,直接从U盘调用加工,这种方法不能在机床模拟走刀路线,也不能在EDIT模式下进行修改,所以使用这种方法是一定要先在软件上模拟走刀路线。
学科加工中心课题操作系统面板介绍课次授课时间2016年5月19课的类型新授课授课方法讲授法、启发、指导授课时数教具机床操作面板授课班级教学目标知识目标:1.掌握机床面板操作2.了解机床基本代码能力目标:独立操作机床面板情感目标:通过课堂学习和练习,使学生加强理论与实践的结合,达到学以致用审批意见教学重点机床面板常用按钮的意义教学难点使学生记住面板按钮的使用方法教学设计附记一、创设情境——导入任务二、指导教学——学习新知三、任务实施——激发记忆四、课堂练习——引导研究五、任务小结——拓展升华教学内容教师活动学生活动【组织教学】调节课堂气氛调动学生积极性【导入任务】如何正确使用机床操作面板?任务1:掌握机床面板操作复位键:按下这个键可以使复位或者取消报警等。
帮助键:当对键的操作不明白时,按下这个键可以获得帮助(帮助功能)。
软键:根据不同的画面,软键有不同的功能。
软键的功能显示在屏幕的底端。
地址和数字键:按下这些键可以输入字母,数字或者其它字符。
切换键:在该键盘上,有些键具有两个功能。
按下<>键可以在这两个功能之间进行切换。
当一个键右下脚的字母可被输入时,就会在屏幕上显示一个特殊的字符“∧”。
输入键:当按下一个字母或者数字键时,再按该键数据被输入到缓冲区,并且显示在屏幕上。
要将输入缓冲区的数据拷贝到偏置寄存器中,请按下该键,这个键与软键中的[]键是等效的取消键:按下这个键删除最后输入缓冲区的字符或符号。
当输入缓冲区后显示为:>N001X100,按下该键时,Z被取消并且显示如下:>N001X100_。
程序编辑键::替换:插入:删除功能键:、:按下这些键,切换不同功能的显示屏幕。
光标移动键:使光标以小的单位上下左右移动翻页键:用于将屏幕显示的页面向回翻页或往下翻页:按下该键以显示位置屏幕。
:按下该键显示程序屏幕。
:按下该键以显示偏置/设置()屏幕。
:按下该键以显示系统屏幕。
:按下该键以显示信息屏幕。
加工中心机械面板操作规程加工中心机械面板操作规程一、前言加工中心是一种多功能机床,用于加工各种复杂形状的工件。
为了确保机器的正常运行和操作人员的安全,制定了以下机械面板操作规程。
二、机械面板的功能加工中心机械面板上安装了各种操作开关和指示装置,用于控制机床的运行和监视加工过程中的各项参数。
机械面板上的主要功能如下:1. 开关按钮:控制机床的启停和急停;2. 电源指示灯:指示机床的电源是否打开;3. 运行指示灯:指示机床是否在工作状态;4. 故障指示灯:指示机床是否发生故障;5. 液压油温指示器:指示机床液压油温度是否正常;6. 加工方式选择按钮:选择机床的加工方式,如手动操作、自动操作等。
三、操作规程1. 检查机械面板上的各项指示装置,确认电源是否正常接通。
2. 按下启动按钮,机床开始工作,此时运行指示灯亮起。
3. 如果机床出现异常情况,立即按下急停按钮,使机床停止工作。
4. 在启动机床之前,需要确认工件已正确固定在工作台上,并检查刀具是否安装正确。
5. 在加工过程中,需要保持机械面板清洁,避免灰尘和杂物进入机械面板内部。
6. 加工过程中,如果遇到紧急情况需要立即停机,应按下急停按钮,然后及时通知相关人员处理故障。
7. 操作人员必须熟悉加工中心的各个参数和工作模式,确保加工效果达到要求。
8. 操作人员在进行机械面板操作之前,应经过相关培训,并具备一定的机械操作基础知识。
9. 每日工作结束后,应关闭机床电源,清理机械面板,并进行例行维护。
四、操作注意事项1. 操作人员应戴好安全帽、工作服,确保自身安全。
2. 操作人员应注意机械面板的指示装置,及时发现并处理异常情况。
3. 操作人员在操作机械面板时,应集中注意力,严禁分心操作。
4. 操作人员在加工过程中,应严格按照加工规程进行操作,不得违规操作。
5. 操作人员不得擅自打开机械面板,除非经过相关授权和培训。
以上是关于加工中心机械面板操作规程的内容,通过遵守这些规程,可以确保机床正常运行和操作人员的安全。
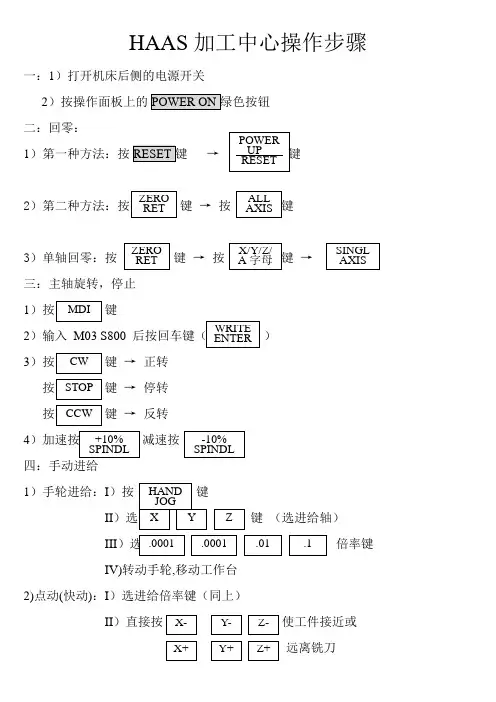
HAAS 加工中心操作步骤一:1)打开机床后侧的电源开关2)按操作面板上的二:回零:1)第一种方法:按→2键→ 按3)单轴回零:按键→按→三:主轴旋转,停止1键2)输入M03 S800)3键 →正转键 → 停转键 → 反转4减速按1)手轮进给:I )按 II 键 (选进给轴)III 倍率键IV)转动手轮,移动工作台2)点动(快动):I )选进给倍率键(同上)II )直接按 使工件接近或 远离铣刀五.装刀,选刀。
或再按主轴旁黑色按钮即可装卸刀具。
输入M06 T01后按输入T01后直接按或换刀按 按顺序换刀 六:对刀1) 手动装好夹具,工件2) 校调刀具至工件相对位置 例如:铣刀中心与工件原点重合3) 按键两次进入G54界面4) 光标分别选中G54中的X ,Y ,Z5)按 键七.输入程序:1)按 键→→输入程序号→按回车键2)按键 键3)输入程序八.输入刀补1)按 键,进入刀号 刀长 刀半径界面2)输入刀补值按F1键替换原有值,按回车键在原有值上累加九.图形模拟1)按→→2)按→ 按键两次 →按→→显示坐标 →显示程序 轨迹定位放大:按 →按 键把图形置于方框中,再按回车键后→按十.加工(自动)1)→→ 回车↙2)按 →按 →自动加工 ↘按→按 十一,拷贝(从机床中拷入A 盘)→→ 回车 →光标选中 键→→十二 从A 盘传送程序到HAAS 机床电脑中→A 盘中的程号→回车→按。
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
数控加工中心操作规程
一、开机前检查
1.检查润滑油,不能超过下限线。
2.检查工作气压,读数在80~100PSI。
3.检查储液池的切削液是否到规定位置。
[注意:如有任何一个项目不合要求,须调整合格后方可开机。
]
二、开机
1.打开机器背后电源开关。
2.按控制面板上的POWER ON按钮。
3.待机器找到操作系统后,按复位键RESET三次清除报警。
4.按POWER UP按钮使机器三轴归零,并调用设置项81默认的那把刀具。
5.按SETTING按钮,把51号参数改为ON。
6.检查切削液的供给是否正常,排削器是否可以正、反转动,作业灯是否正常(亮、不亮),以及检查切削液喷嘴的灵活性。
7.使用25%的速度运行热机程序。
8.工作过程中要检查润滑表的读数应在1~5BAR。
[注意:每天第一次开机都必须热机方可正式加工。
]
三、关机
1.用喷头清洗机器内腔,并把切屑清理干净。
2.用手轮把工作台摇到机床中心,把所有刀具调回刀库。
3.按POWER OFF按钮关闭机器。
4.关闭机器背后总电源开关及工作气压。
5.操作员每天下班后要用软布擦拭干净主轴,并喷防锈油。