基于组态软件的模块化生产线控制系统
- 格式:pdf
- 大小:392.86 KB
- 文档页数:4
DCS控制系统DCS系统(DIstirbuted Control System,分散控制系统)是随着现代大型工业生产自动化的不断兴起和过程控制要求的日益复杂应运而生的综合控制系统,它是计算机技术、系统控制技术、网络通讯技术和多媒体技术相结合的产物,可提供窗口友好的人机界面和强大的通讯功能。
是完成过程控制、过程管理的现代化设备。
针对不同行业、不同项目,在充分调查了计算机技术、网络技术、应用软件技术、信号处理技术的基础上,使用各种分散控制系统(DCS),高质量、高标准的完成工程设计、组态、成套供货、现场启动调试、性能测试及考核验收,推出切实可行的技术方案。
系统的主要技术概述※系统主要有现场控制站(I/O站)、数据通讯系统、人机接口单元(操作员站OPS、工程师站ENS)、机柜、电源等组成。
系统具备开放的体系结构,可以提供多层开放数据接口。
※硬件系统在恶劣的工业现场具有高度的可靠性、维修方便、工艺先进。
底层汉化的软件平台具备强大的处理功能,并提供方便的组态复杂控制系统的能力与用户自主开发专用高级控制算法的支持能力;易于组态,易于使用。
支持多种现场总线标准以便适应未来的扩充需要。
※系统的设计采用合适的冗余配置和诊断至模件级的自诊断功能,具有高度的可靠性。
系统内任一组件发生故障,均不会影响整个系统的工作。
※系统的参数、报警、自诊断及其他管理功能高度集中在CRT上显示和在打印机上打印,控制系统在功能和物理上真正分散。
※整个系统的可利用率至少为99.9%;系统平均无故障时间为10万小时,实现了核电、火电、热电、石化、化工、冶金、建材诸多领域的完整监控。
※“域”的概念。
把大型控制系统用高速实时冗余网络分成若干相对独立的分系统,一个分系统构成一个域,各域共享管理和操作数据,而每个域内又是一个功能完整的DCS系统,以便更好的满足用户的使用。
※网络结构可靠性、开放性及先进性。
在系统操作层,采用冗余的100Mbps以太网;在控制层,采用冗余的100Mbps工业以太网,保证系统的可靠性;在现场信号处理层,12Mbps的PROFIBUS总线连接中央控制单元和各现场信号处理模块。
基于PLC的自动化生产线控制系统软件设计基于PLC的自动化生产线控制系统软件设计摘要:自动化生产线由送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
每个单元都有控制本单元工作过程的PLC。
控制系统要求,每个都要上电时先复位,然后才能工作;按了停止按钮后,每个单元都要把本单元的流程进行完,然后停止;按下急停按钮,立即停止工作,急停按钮回复,寻找断点继续工作。
研究以上控制要求的编程思路,并且以自动线供料单元为例,研究复位、停止、急停等控制要求编程的方法。
关键词:PLC;自动线;控制;软件设计1.自动化生产线概述自动化生产线是在流水线的基础上逐渐发展起来的,它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品;而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。
按照规定的程序自动地进行工作,这种自动工作的机械电气一体化系统就是自动生产线(简称自动线)。
自动线一般由送料、加工、装配、输送和分拣五个单元组成。
工作目标是将供料单元料仓内的工件送往加工单元的物料台,完成加工操作后,把加工好的工件送往装配单元的物料台,然后把装配单元料仓内不同颜色的小圆柱工件嵌入物料台上的工件中,完成装配后的成品送往分拣单元分拣输出,分拣站根据工件的材质、颜色进行分拣。
文中研究的自动线由送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
工作目标是将供料单元料仓内的工件送往加工单元的物料台,完成加工操作后,把加工好的工件送往装配单元的物料台,然后把装配单元料仓内不同颜色的小园柱工件嵌入到物料台上的工件中完成装配后的成品送往分拣单元分拣输出,分拣站根据工件的材质、颜色进行分拣。
自动化生产线主要完成的是顺序动作,其控制器多选用可编程控制器。
可编程控制器根据检测传感部分送来的信号,按照预先设计好的控制程序,控制执行机构完成相应的动作。
文中主要研究自动线控制软件设计。
基于组态王的MPS系统远程监控系统设计专业:自动化学号:09220432 姓名:康娟霞指导老师:赵正天段晓燕职称:讲师摘要模块化生产加工系统(MPS)是一套包含工业自动化系统中不同程度的复杂控制过程的教学装置。
MPS系统主要由5部分组成,供料单元,检测单元,加工单元,机械手单元和存储单元,每个单元均由一台西门子S7-300PLC来控制。
本设计以MPS系统为基础,以上位组态软件组态王6.53为平台,通过上位画面的绘制,数据库的创建,报表系统的设计,事件的记录显示,通讯设备的配置,变量的连接及画面脚本语言的编写,实现了对MPS生产线的动态的、实时的远程监控。
关键词:MPS,PLC,组态王,远程监控AbstractModular Production System (MPS) is a set of industrial automation systems in varying degrees of complexity of the control process teaching devices. MPS system mainly consists of 5 parts, the feed unit, the detection unit, the processing unit, the robot unit and the storage unit, each unit controlled by a Siemens S7-300 PLC.The design is based MPS system, use KingView 6.53 as the configuration software, through the picture drawing, database creation, reports, events logging and display, communication device configuration, variable connections and scripting Language, realized on line, dynamic and real-time remote monitoring of MPS. Keywords:MPS, PLC, KingView, Remote monitoring一绪论(一)选题的意义目前我国高校机电一体化实验教学普遍存在的现象是机械类课程在基础实验和应用实验上都比较完善,而机电一体化的实验相对比较薄弱,有特色的综合实验教学平台相对缺乏,虽然也有锻造、装配、冲压等单一工序的自动生产线,却很少有较全面反应真实自动生产线水平的综合模拟教学系统,使学生对机电一体化专业知识的应用缺乏感性认识,难以掌握解决综合问题的能力。
组态软件与传统控制系统的对比分析在工业控制领域,组态软件和传统控制系统是常见的工具和技术。
它们都被用来监控和操作各种设备和过程,以实现生产和工程过程的自动化。
然而,这两种方法在实现方式、操作特点和功能上有很大的差异。
本文将对组态软件和传统控制系统进行对比分析,探讨各自的优势和劣势。
一、组态软件组态软件是一种基于计算机的工控系统开发工具,通过图形化界面和配置工具,实现对不同设备和系统的集成和管理。
组态软件通常具有以下特点:1. 图形化界面:组态软件以图形化界面的形式展示设备、过程和操作界面,使操作人员能够直观地了解系统状态和操作方式。
2. 配置简便:借助配置工具,操作人员可以通过简单地拖拽、连接和设置参数来实现对设备和过程的配置和调整,无需编写复杂的代码和脚本。
3. 灵活性强:组态软件具有模块化和可扩展的设计架构,可以根据需求灵活地添加、修改和删除功能模块,以满足不同应用场景的需求。
4. 数据实时性高:组态软件可以实时监测和采集设备和过程的数据,并将其以图表、曲线等形式展示给操作人员,以便进行实时的分析和判断。
5. 远程操作与监控:通过组态软件,操作人员可以远程操控设备和系统,实现远程监控和操作,提高工作效率和便捷性。
二、传统控制系统传统控制系统是指基于硬件设备和传统的自动化控制技术实现的工控系统,其特点如下:1. 硬件控制:传统控制系统主要通过硬件设备,如PLC、DCS等,来实现对设备和过程的控制和管理。
2. 代码编写:操作人员需要编写复杂的控制程序和脚本来实现对设备和过程的控制逻辑和操作。
3. 功能固定性:传统控制系统的功能和特性在安装和配置之后通常很难进行修改和调整,需要采取更换硬件设备或者进行大规模升级的方式。
4. 数据采集和处理限制:传统控制系统通常对设备和过程的数据采集和处理能力有一定的限制,无法满足某些需要高精度和高实时性数据处理的场景。
5. 局限性:传统控制系统在应用场景和环境上存在一定的局限性,无法应对某些复杂度较高或者需要高度灵活性的工业控制需求。
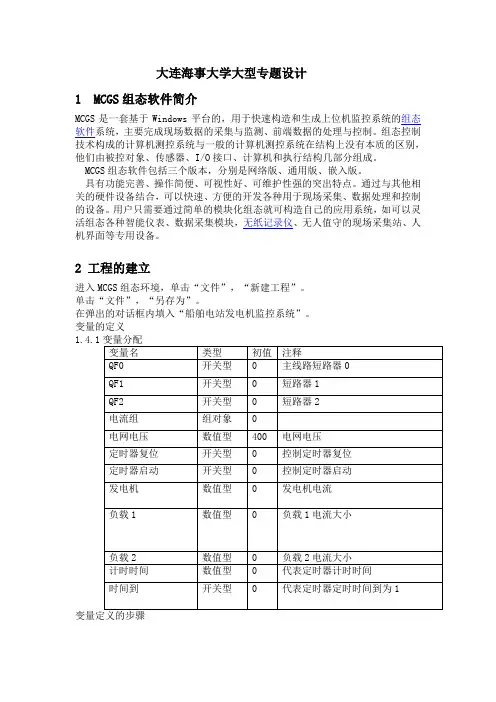
大连海事大学大型专题设计1 MCGS组态软件简介MCGS是一套基于Windows平台的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数据的采集与监测、前端数据的处理与控制。
组态控制技术构成的计算机测控系统与一般的计算机测控系统在结构上没有本质的区别,他们由被控对象、传感器、I/O接口、计算机和执行结构几部分组成。
MCGS组态软件包括三个版本,分别是网络版、通用版、嵌入版。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
用户只需要通过简单的模块化组态就可构造自己的应用系统,如可以灵活组态各种智能仪表、数据采集模块,无纸记录仪、无人值守的现场采集站、人机界面等专用设备。
2 工程的建立进入MCGS组态环境,单击“文件”,“新建工程”。
单击“文件”,“另存为”。
在弹出的对话框内填入“船舶电站发电机监控系统”。
变量的定义1.4.1单击工作台中“实时数据库”选项卡,进入“实时数据库”窗口,如下图。
单击右侧“新增对象”添加变量。
选中对象,单击右侧“对象属性”,弹出“对象属性设置”,进行设置单击“确定”,“保存”。
3 画面设计与编辑如上图所示,画面设计了一台发电机,两台电动机组成的系统。
用滑动输入器作为发电机、电动机的电压、电流变量的输入端,画面下面设计了报警显示栏。
各个部分随着电压电流变化作出相应的动作与显示。
1船舶电站发电机过载故障的监控在设计中,我设置当负载1电流>20A,QF1断开,负载1过载,同时负载1清零;当负载2>50A,QF2断开,负载2过载,同时负载2清零;当电源电流.>65,发电机过载,QF0断开。
当过载发生时下面的报警显示栏会出现报警提示,当过载结束时发出报警结束提示。
IF 负载1>=20 AND 负载2<50 THEN定时器启动=1定时器复位=0ENDIFIF 时间到=1 THENIF 负载1>=20 THENQF1=0负载1=0发电机=负载2定时器复位=1ELSE 定时器复位=1定时器启动=0ENDIFENDIF '负载1过载保护IF 负载2>=50 AND 负载1<20 THEN定时器启动=1定时器复位=0ENDIFIF 时间到=1 THENIF 负载2>=50 THENQF2=0负载2=0发电机=负载1定时器复位=1定时器启动=0ELSE 定时器启动=0 '负载2过载保护定时器复位=1ENDIFENDIFIF 负载1<20 AND 负载2<50 AND 发电机>=60 THEN定时器启动=1定时器复位=0ENDIFIF 时间到=1 THENIF 发电机>=60 THENQF0=0负载1=0负载2=0发电机=0定时器复位=1定时器启动=0ELSE定时器复位=1定时器启动=0ENDIF '发电机过载保护ENDIF2 船舶电站发电机欠压故障的监控在图中我设计发电机电压为400V,移动滑动条当电压<300V,QF0断开,报警显示栏出现欠压报警显示。
组态软件的基本原理和功能介绍组态软件是一种用来对所控制的系统进行组态编辑和监控的软件。
通过这种软件,可以轻松管理一个复杂的系统,如工业自动化系统、电力控制系统、环境控制系统和建筑自动化系统等。
本文将介绍组态软件的基本原理和主要功能。
一、基本原理组态软件的基本原理是利用计算机技术收集分布在不同位置的各种设备的信息,并将它们汇集到一个中央控制器中。
中央控制器将这些信息与各种控制算法相结合,处理后通过执行出口输出给各种执行元件,实现对各种设备的精确控制。
组态软件的运行需要相应的硬件设备,通常由一个工控机、一个人机界面和各种输入输出设备组成。
工控机作为系统的核心,通过操作人员提供的指令和控制算法,对各种信息进行处理,然后再将它们发送到控制器上。
人机界面是与操作人员直接交互的部分,用于向系统提供指令和接收反馈信息。
输入输出设备包括传感器、执行元件等,用于向系统提供各种控制信号和采集各种反馈信息。
二、主要功能组态软件的主要功能包括系统组态、运行监控、故障诊断、数据存储和报警管理。
下面将分别进行详细介绍:1.系统组态系统组态是组态软件最基本的功能之一,它主要用于对于所控制的系统进行组态编辑,包括设备的连接、节点的设置、设备的参数配置、控制算法的制定等。
通过组态软件,用户可以方便快捷地构建一个自己需要的系统。
用户只需要将各种设备连接起来,并设置相应的参数,便可以很容易地实现对各种设备的控制和监控。
2.运行监控运行监控是组态软件的主要功能之一,它主要用于对所控制的系统进行实时监控和控制。
通过运行监控功能,用户可以随时掌握系统的运行状况,发现并及时排除故障。
运行监控功能可以对系统中的各种数据进行监控和实时采集,同时还可以对系统做出相应的控制操作。
例如,当系统某个设备出现故障时,可以通过运行监控功能对其进行诊断和修复。
3.故障诊断故障诊断是组态软件的另一个重要功能,它主要用于对系统中的故障进行诊断和解决。
通过故障诊断功能,用户可以轻松地定位故障并提供修复方案。
摘要可编程控制器(PLC)是工业控制领域的重要装置,随着工业自动化技术的不断发展,其应用范围也在不断拓展。
对于培养专业工程技术方面人才的高校来说,PLC的教学显得尤为重要。
本文的设计正是在基于改进PLC实验教学装置、提高实验教学质量的目的提出来的。
本文就当前高校PLC教学实验的现状和其中存在的问题提出了可行的方案—基于组态软件的PLC实验教学系统。
论文的开始分析了现阶段PLC教学系统存在的一些弊端,接着介绍一些常见的PLC以及组态软件,简述它们的发展史,然后是基于组态软件仿真平台的实验原理。
本文使用的西门子S7-200PLC和WinCC(Windows Control Center)来讲述平台的设计。
最后通过几个简单的仿真实验,详细论述了该实验基于S7-200系列PLC和WinCC组态软件的实现方案,并建立了PLC仿真实验平台教学系统。
教学仿真系统不仅可验证PLC的控制程序的正确与否,还可直观逼真地显示PLC 动态控制过程,加深对PLC 实验的兴趣和理解,提高PLC课程的理论学习水平。
基于组态软件的PLC实验教学系统的建成,解决了高校开展PLC实验课程难的问题,较好的满足了高校PLC课程教学实验的要求。
关键词:实验教学,可编程控制器,组态软件,仿真ABSTRACTProgrammable Logic Controller (PLC) is an important field of industrial control devices. With the continuous development of industrial automation technology, it is also expanding its range of applications. To colleges and universities which cultivate talents of professional engineers, PLC teaching is particularly important. This paper is brought up based on the purpose of improving PLC experimental teaching device and the quality of experiment teaching.This paper analyzed the current condition of domestic PLC experimental teaching at present and summarized the existing problems of experimental teaching equipment in many universities, then propounded a new PLC experiment system based on industrial monitoring configuration software which is in combination of the base of previous studies.The beginning of the paper analyzed the drawbacks existed in present teaching system of PLC, then introduce some common PLC and configuration software. A brief description of their development history, and is based on the principle of the simulation platform of the configuration software .In this paper, using the Siemens S7-200 PLC and WinCC (Windows Control Center) to tell the platform design. Finally through a few simple simulation experiment, the experiment is discussed based on S7-200 series PLC and WinCC configuration software implementation scheme, and the PLC experiment teaching system is established.Teaching simulation system can not only verify the PLC control program is correct or not,also can realistically according to dynamic control process of PLC, deepen the interest and understanding of the PLC experiment and raise the level of theoretical study of PLC course. Of the PLC experiment teaching system based on configuration software is built, solved the problem of the colleges and universities to carry out the PLC experiment course is difficult, better meet the requirements of the PLC course teaching experiment.Key words: Experiment Teaching,PLC ,Configuration Software,Simulation1 绪论 (1)1.1课题研究的目的和意义 (1)1.2 国内外研究情况 (2)1.3 课题研究的主要内容及章节安排 (3)1.3.1 课题研究的主要内容 (3)1.3.2 论文内容安排 (3)2 课题相关技术介绍 (4)2.1 PLC (4)2.1.1 PLC的基本概念 (4)2.1.2 PLC的基本工作原理 (6)2.2 组态软件 (7)2.2.1 组态软件的基本概念 (7)2.2.2 组态软件的功能 (7)2.2.4 组态软件的特点 (11)2.3 仿真平台技术 (11)3 实验系统的构成及通信 (13)3.1 实验系统的构成 (13)3.2 OPC服务器的建立 (13)3.2.1 通信接口的设置 (13)3.2.2 OPC服务器的建立 (13)3.3基于WinCC的S7-200实验平台系统开发 (14)4 基于组态软件的PLC实验平台仿真实验 (15)4.1 刀具库选刀实验 (15)4.1.1 编写PLC程序 (15)4.1.2 组态画面 (16)4.1.3 对画面添加动态 (17)4.1.4 激活WinCC并运行PLC测试组态画面 (18)4.2 反应罐自动控制系统 (20)4.2.1 编写PLC程序 (20)4.2.2 组态画面及动态的添加 (23)4.2.3 组态画面的测试 (25)4.3 搬运机械手监控系统 (27)4.3.1 编写PLC控制程序 (27)4.3.2 组态画面及动态画面添加 (31)4.3.3 激活WinCC并运行PLC测试组态画面 (33)总结与展望 (34)参考文献 (35)致谢 .......................................................................................................... 错误!未定义书签。
基于KingView的MPS组态监控系统设计陈天炎【期刊名称】《闽江学院学报》【年(卷),期】2012(033)005【摘要】Based on the modular production system of German company FESTO,this paper designs an online real-time monitoring system for automated production line by KingView soft.System uses Siemens S7-300 series PLC as the main control device,designs the automatic control system hardware and software,implements communication between the PLC and PC,completes the development of the monitoring program and the system real-time online monitoring based on industrial configuration software KingView.%以德国FESTO公司的MPS模块化生产加工系统为基础,设计了一种基于Kingview组态王的自动化生产线实时在线监控系统.系统采用西门子S7-300系列PLC作为主要控制设备,完成自动控制系统的硬件和软件设计,实现PLC与上位机之间的通信,并利用工业组态软件KingView完成监控程序的开发,实现对该系统的实时在线监控.【总页数】5页(P69-73)【作者】陈天炎【作者单位】福建船政交通职业学院机械工程系,福建福州350007【正文语种】中文【中图分类】TP273【相关文献】1.基于组态监控的设备运行管理系统设计分析 [J], 张勇2.基于组态王的MPS组态监控系统的设计 [J], 张俊勇3.基于组态监控技术的水箱液位串级控制系统设计 [J], 董海兵;罗雪莲4.基于MCGSE的注塑机组态监控系统设计 [J], 乔志杰;程翠翠5.基于KingSCADA与S7-300的船舶气阀锻造组态监控系统设计 [J], 袁德志; 李芬因版权原因,仅展示原文概要,查看原文内容请购买。
MCGS简介MCGS(Monitor and Control Generated System,监视与控制通用系统)是北京昆仑通态自动化软件科技有限公司研发的一套基于Windows平台的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数据的采集与监测、前端数据的处理与控制,可运行于Microsoft Windows 95/98/Me/NT/2000/xp等操作系统。
MCGS组态软件包括三个版本,分别是网络版、通用版、嵌入版。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
用户只需要通过简单的模块化组态就可构造自己的应用系统,如可以灵活组态各种智能仪表、数据采集模块,无纸记录仪、无人值守的现场采集站、人机界面等专用设备。
MCGS6.2网络版·良好的结构:先进的C/S(客户端/服务器)结构·简单的操作:客户端只需要使用标准的IE浏览器就可以实现对服务器的浏览和控制·良好性价比:整个网络系统只需一套网络版软件(包括通用版所有功能),客户端不需装MCGS的任何软件,即可完成整个网络监控系统·方便的使用:MCGS网络版服务器不要安装其他任何辅助软件,客户操作起来得心应手·强大的功能:MCGS网络版提供的网络ActiveX控件,可以方便的在其他各种应用程序中直接调用·方便的升级:MCGS嵌入版、通用版、网络版可以无缝连接,节省大量的开发和调试时间·多种网络形式:MCGS网络版支持局域网、广域网、企业专线和Modem拨号等多种连接方式,方便的实现企业的范围和距离的扩充MCGS6.2通用版MCGS6.2通用版是北京昆仑通态数十位软件开发精英,历时整整一年时间,辛勤耕耘的结晶,MCGS6.2通用版无论在界面的友好性、内部功能的强大性、系统的可扩充性、用户的使用性以及设计理念上都有一个质的飞跃,是国内组态软件行业划时代的产品,必将带领国内的组态软件上一个新的台阶。
《自动生产线控制系统设计》任务书一、课题全自动生产线控制系统设计二、设计目的以模块化生产加工系统(MPS)为对象,全面了解全自动生产线的运行模式,通过对模块化生产加工系统(MPS)中单模块和多模块联网的控制设计,全面了解和掌握PLC控制系统的设计方法,包括控制系统的硬件电路设计、控制系统的程序设计、PLC和PLC之间的通讯、系统调试,同时熟悉触摸屏人机界面和组态软件在全自动生产线上的应用。
三、使用设备1. 模块化生产教学系统(MPS);2. 安装WINDOWS操作系统的PC机(配备FXGXWIN、EB500、KINGVIEW软件);3.MT506/T/C/M触摸屏;4. PC与PLC、PC与MT506/T/C/M、PLC与MT506/T/C/M的通信电缆。
四、设计要求现代工业生产要求高效率,愈来愈多的工厂采用PLC、人机界面等自动化器件构建的全自动生产线来提高生产效率。
PLC控制具有功能强、可靠性高、配置灵活、使用方便及体积小、重量轻等特点,被广泛用于自动化控制的各个领域。
触摸屏产品可以作为设备的操作面板兼显示器使用,触摸屏的触控面板可以被用户自由定义分页和自制控制菜单,灵活地定义各种按钮、设置开关等画面。
LCD显示屏也可以被灵活地定义成各种样式的状态指示灯、仪表显示面板、文字信息提示等画面,在触摸屏人机界面上定义过的输入输出变量将不占用PLC的I/O点,简化了电气控制系统的结构,提高了设备运行的可靠性。
组态软件是一种构造方便、用于控制设备和过程监控装置(如计算机)之间通信的人机界面软件,被称为“监控和数据采集系统”。
它可以在任何需要的时候把设备的运行现场的信息实时地传送到控制室,为管理人员提供实时和历史数据,优化控制现场作业,提高生产率和产品质量。
因此,人机界面产品在工业控制中获得了广泛应用。
本次设计以苏州瑞思机电公司的MPS 系统为对象,学习三菱PLC控制器的使用和联网控制的实现,学习触摸屏人机界面和“组态王”组态软件的基本应用。
组态软件的模块化设计思路随着信息技术的不断发展,组态软件在现代工业自动化领域中扮演着重要的角色。
组态软件可以用于监控、控制和管理各种工业过程,提高生产效率和质量。
在设计组态软件时,模块化思路是一种重要的设计方法,它能够提高软件的可维护性和可扩展性,实现快速的软件开发和部署。
本文将介绍组态软件的模块化设计思路,帮助开发人员设计出高效、可靠的组态软件系统。
首先,组态软件的模块化设计应该明确分离不同功能模块。
一个完整的组态软件系统通常包含多个功能模块,如数据采集模块、图形界面模块、报警管理模块等。
每个功能模块应该具有独立的责任和职能,避免功能耦合,使得各个模块之间能够独立开发和测试。
例如,数据采集模块负责从工业设备中采集实时数据,并将其发送到数据处理模块;图形界面模块负责将采集到的数据可视化展示给用户;报警管理模块负责监测系统状态并在异常情况下发出警报。
通过明确分离不同功能,可以降低系统复杂性,提高开发效率。
其次,组态软件的模块化设计应该遵循单一职责原则。
每个模块应该具有清晰明确的责任,实现特定的功能。
遵循单一职责原则可以提高模块的内聚性,降低模块之间的耦合度。
例如,图形界面模块只负责用户界面的显示和交互,不涉及数据处理和控制逻辑;数据处理模块只负责对采集到的数据进行处理和分析,不涉及用户界面和设备控制。
通过单一职责原则的应用,可以简化模块的设计和实现,提高代码的重用性和可维护性。
另外,组态软件的模块化设计应该采用适当的接口和通信机制。
不同模块之间需要进行数据交换和通信,以实现协同工作和信息共享。
为了实现模块间的高效通信,可以采用合适的接口和通信机制,如使用消息队列或者共享内存进行数据传输。
同时,模块的接口设计应该简洁明了、易于使用,避免过于复杂的接口设计和依赖关系。
通过良好的接口设计和通信机制选择,可以降低模块之间的耦合度,提高系统的可扩展性和灵活性。
此外,组态软件的模块化设计还应该考虑到系统的可测试性和可调试性。
文件编号: CA -7F -AE -E7-28整理人 尼克PLC 自动生产线监控系统设计PLC自动生产线监控系统设计电气工程及其自动化专业梁文佳指导教师郭屹松副教授摘要论文介绍了YL-335B生产线的功能和控制需求。
采用了结构化的编程方式设计了供料站、加工站、装配站、分拣站、输送站五个单站的PLC控制程序。
各站均使用了PLC控制电磁换向阀得电或失电,从而控制气缸伸缩、旋转的气动控制。
在分拣站PLC程序中,设计了根据材料属性及颜色的分拣算法,使用了PLC模拟量模块控制变频器,实现了三相异步电机无极变速,拖动皮带的一维位置控制。
在输送站机械手的一维直线位置控制中,采用西门子提供的脉冲输出MAP指令库设计程序。
组建了RS485串行通信下的主从网络,编制了PLC 网络读写程序用于主从站之间交换数据。
组态了上位机监视控制系统,实现了控制功能。
关键词PLC,自动线,MAP库,监控组态,MCGS1 前言现代科学技术日新月异,随着信息技术、工业技术以及其他科学技术的飞速发展,传统地仅仅依靠手工的机械生产行业受到了自动化的巨大冲击。
应用先进的工业自动化技术、计算机技术、电工电子技术、气动技术和PLC技术实现企业工厂的自动化生产,不仅能节约劳动力,同时也缩短了产品生产周期、提高了产品质量。
2 硬件组成与控制需求2.1硬件组成控制对象是在铝合金导轨实训台上安装供料单元、加工单元、装配单元、分拣单元、输送单元五个工作单元。
其中每一个单元都可以自成一个独立的系统,同时也都是一个机电一体化系统。
输送单元和装配单元中采用了机械手装置,输送单元和分拣单元中采用了电机驱动。
各个单元的执行机构都是以气动执行机构为主,而且输送单元的机械手装置的整体运动是用精密定位的位置控制、步进电机驱动,这个驱动系统能实现多定位点、长行程控制,构成典型的一维位置控制系统。
分拣单元的传送带是由通用变频器驱动三相异步电动机的交流传动装置来驱动的。
在控制方面,自动线试验平台采用基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
西门子Wincc组态软件在煤矿自动化系统中的应用摘要:为了实现对煤矿排水设备、主扇通风机、皮带输送机、空压机、生活供水设备、污水处理设备的运行状况的实时监测及远程控制功能,基于Wincc组态软件作为煤矿大型重点设备监控系统,实现了对设备的实时监控和远程控制。
Wincc组态软件操作方便,能够及时提供动态信息,具有较高的可靠性和灵活性。
关键词:PLC wincc 工业以太网引言:西门子Wincc组态软件在煤矿应用极为广泛,仙亭煤矿应用如下:①+500m中央泵排水系统,②+300m中央泵排水系统,③+100m中央泵排水系统,④三采区+580m生活泵自动抽水系统,还未改造应用Wincc组态软件之前,上述设备系统简单,监测内容不齐全,监测精度低,采用继电控制检修困难、无法与调度中心系统集成控制,处于分散控制。
采用Wincc组态软件可以弥补以上不足,使大型设备提高效率,设备轮机运转、实现避峰就谷、同时具有很高的可靠性和灵活性。
一、西门子WIncc上位机组态软件西门子WIncc上位机组态软件是由德国西门子公司所研发的一款工业控值软件,Wincc(Windows Control Center)视窗控制中心,是西门子TIA(全集成自动化)架构中基于PC的HMI(Human Machine Interface)人机界面/SCADA(Supervisory Control And DataAcquisition)监视控制与数据采集。
SCADA系统是以计算机为基础的生产过程控制与调度自动化系统。
它可以对现场的运行设备进行监视和控制,以实现数据采集、设备控制、测量、参数调节以及各类信号报警功能。
Wincc上位机组态软件作为最先进的SCADA系统,具备SCADA系统基本的功能:画面系统,归档系统,信息系统,报表系统,用户管理,脚本,过程通讯,开放的接口等一系列功能。
二、Wincc上位机组态软件在实际项目应用设备现场主要由 PLC 控制器、传感器、通讯系统、上位机、视频监控系统和电动(磁)阀等电动设备组成。
基于组态王的过程控制仿真系统设计过程控制仿真系统是一种利用计算机技术对工业过程进行模拟和仿真的工具,用于模拟工业过程的运行和优化。
组态王是一种常用的工业过程控制软件,可以通过组态王进行过程控制系统的设计。
本文将针对基于组态王的过程控制仿真系统的设计进行详细介绍。
一、系统概述基于组态王的过程控制仿真系统主要由以下几个模块组成:过程模型、控制算法、显示界面、数据采集和通信模块等。
其中,过程模型是仿真系统的核心部分,用于模拟实际工业过程的运行。
控制算法模块用于控制过程模型的运行,实现自动控制。
显示界面模块用于实时显示过程模型的运行状态和控制参数,方便操作人员进行监控和控制。
数据采集模块用于采集过程模型的实时数据,用于后续的数据分析和处理。
二、过程模型设计过程模型是基于组态王的过程控制仿真系统的核心部分,用于模拟实际工业过程的运行。
过程模型可以通过组态王的建模工具进行建模,包括工艺图、控制逻辑、设备参数等。
在建模过程中,需要考虑到实际工业过程的特点,包括非线性、时变性、多变量耦合等。
为了保证仿真的准确性,可以引入实际工业过程的实时数据进行校正和优化。
三、控制算法设计控制算法是基于组态王的过程控制仿真系统的重要组成部分,用于控制过程模型的运行。
常用的控制算法包括PID控制算法、模糊控制算法、模型预测控制算法等。
根据实际工业过程的特点和要求,选择合适的控制算法,并在组态王环境下进行调整和优化。
控制算法可以通过组态王的控制逻辑模块进行实现,实现过程模型的自动控制。
四、显示界面设计显示界面是基于组态王的过程控制仿真系统的用户界面,用于实时显示过程模型的运行状态和控制参数。
显示界面可以通过组态王的组态模块进行设计,包括数据显示、趋势图、报警信息等。
为了方便操作人员进行监控和控制,可以对显示界面进行定制化设计,实现用户界面的灵活性和易用性。
五、数据采集和通信设计数据采集和通信模块是基于组态王的过程控制仿真系统的重要组成部分,用于采集过程模型的实时数据,并与外部设备进行通信。