回流焊基础教程
- 格式:ppt
- 大小:963.00 KB
- 文档页数:4
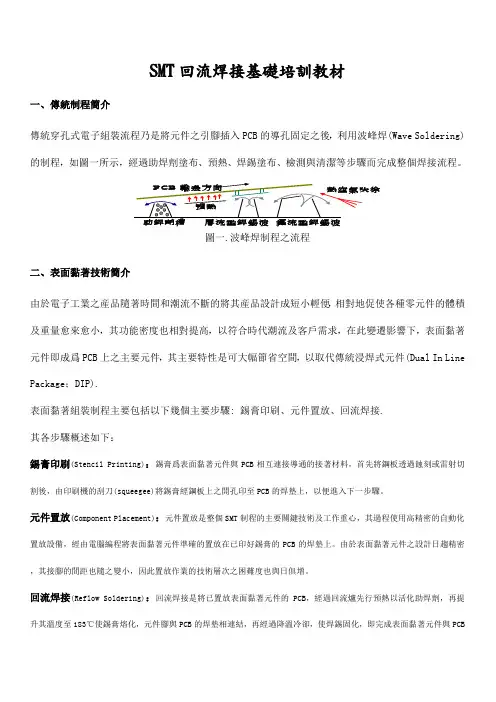
SMT回流焊接基礎培訓教材一、傳統制程簡介傳統穿孔式電子組裝流程乃是將元件之引腳插入PCB的導孔固定之後,利用波峰焊(Wave Soldering)的制程,如圖一所示,經過助焊劑塗布、預熱、焊錫塗布、檢測與清潔等步驟而完成整個焊接流程。
徐圖一.波峰焊制程之流程二、表面黏著技術簡介由於電子工業之産品隨著時間和潮流不斷的將其産品設計成短小輕便,相對地促使各種零元件的體積及重量愈來愈小,其功能密度也相對提高,以符合時代潮流及客戶需求,在此變遷影響下,表面黏著元件即成爲PCB上之主要元件,其主要特性是可大幅節省空間,以取代傳統浸焊式元件(Dual In Line Package;DIP).表面黏著組裝制程主要包括以下幾個主要步驟: 錫膏印刷、元件置放、回流焊接.其各步驟概述如下:錫膏印刷(Stencil Printing):錫膏爲表面黏著元件與PCB相互連接導通的接著材料,首先將鋼板透過蝕刻或雷射切割後,由印刷機的刮刀(squeegee)將錫膏經鋼板上之開孔印至PCB的焊墊上,以便進入下一步驟。
元件置放(Component Placement):元件置放是整個SMT制程的主要關鍵技術及工作重心,其過程使用高精密的自動化置放設備,經由電腦編程將表面黏著元件準確的置放在已印好錫膏的PCB的焊墊上。
由於表面黏著元件之設計日趨精密,其接腳的間距也隨之變小,因此置放作業的技術層次之困難度也與日俱增。
回流焊接(Reflow Soldering):回流焊接是將已置放表面黏著元件的PCB,經過回流爐先行預熱以活化助焊劑,再提升其溫度至183℃使錫膏熔化,元件腳與PCB的焊墊相連結,再經過降溫冷卻,使焊錫固化,即完成表面黏著元件與PCB的接合。
三. SMT設備簡介1.Stencil Printing: MPM3000 / MPM2000 / PVⅡponent Placement: FUJI ( CP643E / CP742ME & QP242E / QP341E )3.Reflow Soldering: FURUKAWA( XN-425PHG / XN-445PZ / XNⅡ-651PZ ) ETC410, ETC411.四. SMT 常用名稱解釋SMT : surface mounted technology (表面貼裝技術):直接將表面黏著元器件貼裝,焊接到印刷電路板表面規定位置上的組裝技術.SMD : surface mounted devices (表面貼裝元件): 外形爲矩形片狀,圓柱行狀或異形,其焊端或引腳製作在同一平面內,並适用于表面黏著的電子元件.Reflow soldering (回流焊接):通過重新熔化預先分配到印刷電路板焊墊上的膏狀錫膏,實現表面黏著元件端子或引腳與印刷電路板焊墊之間機械與電氣連接.Chip : rectangular chip component (矩形片狀元件): 兩端無引線,有焊端,外形爲薄片矩形的表面黏著元器件.SOP : small outline package(小外形封裝):小型模壓塑膠封裝,兩側具有翼形或J形短引腳的一種表面組裝元器件.QFP : quad flat pack (四邊扁平封裝): 四邊具有翼形短引腳,引腳間距:1.00,0.80,0.65,0.50,0.40,0.30mm 等的塑膠封裝薄形表面組裝集體電路.BGA : Ball grid array (球柵列陣): 積體電路的包裝形式,其輸入輸出點是在元件底面上按柵格樣式排列的錫球。
回流焊过程回流焊是一种常见的电子元器件连接技术,广泛应用于电子制造行业。
它通过加热焊接区域,使焊膏融化并与焊盘和元器件引脚形成可靠的焊接连接。
本文将介绍回流焊的基本原理、工艺流程以及常见问题和解决方法。
回流焊的基本原理是利用热传导的方式将焊接区域加热至焊接温度,使焊膏融化并与焊盘和元器件引脚形成连接。
焊接温度一般在220℃至260℃之间,具体取决于焊膏的熔点。
热源可以是热风、红外线或者蒸汽等。
回流焊的工艺流程一般包括以下几个步骤:首先是准备工作,包括准备焊接设备、调试焊接参数、检查焊膏和元器件等;接下来是贴膏,即在焊盘上涂抹焊膏;然后是贴片,将元器件粘贴到焊盘上;接着是预热,将焊接区域加热至预定温度;最后是冷却,待焊接区域冷却后,焊接过程完成。
在回流焊过程中,常见的问题包括焊接温度不足、焊膏过多或不均匀、焊接时间过长等。
这些问题可能导致焊接不良或者元器件损坏。
解决这些问题的方法包括调整焊接参数、更换焊膏或者优化焊接工艺。
在回流焊过程中,需要注意的是焊接温度和焊接时间的控制。
焊接温度过高可能导致元器件损坏,而焊接温度过低则会导致焊接不良。
焊接时间过长可能导致焊盘和元器件引脚受热过多,从而影响焊接质量。
因此,合理设置焊接温度和焊接时间是确保焊接质量的关键。
回流焊作为一种高效、可靠的焊接技术,被广泛应用于电子制造行业。
它不仅可以提高焊接质量和效率,还可以减少人工操作,降低生产成本。
然而,回流焊也存在一些局限性,例如对元器件和焊膏的要求较高,对焊接设备和工艺的控制要求严格等。
因此,在进行回流焊时,需要根据具体情况选择合适的焊接参数和工艺,以确保焊接质量和稳定性。
回流焊是一种重要的电子元器件连接技术,具有广泛的应用前景。
通过合理设置焊接参数和工艺,可以实现高质量、高效率的焊接。
然而,在实际应用中,仍需注意焊接温度和焊接时间的控制,以及解决常见问题和提高工艺稳定性。
只有不断改进和优化回流焊技术,才能更好地满足电子制造行业的需求。
日东回流焊操作流程日东回流炉操作流程二、 外观介绍1.外观控制面板介绍:a. CONTROL :旋钮旋向ON 打开电源开关并启动计算机;旋向OFF 则关闭电源。
b. HOOD :控制炉体上盖的开启与停止。
旋钮旋至UP 炉体上盖电动上升打开;旋钮旋至DOWN 炉体上盖电动下降闭合;c. 紧急制动开关:按下紧急制动开关按钮,则中断电机供应电源,PC 电源开关仍然接通,此时机器顶部三色灯中的红色灯亮,蜂鸣器鸣叫报警。
注意:只有在紧急情况下才能按下此开关按钮,此键按下即自锁;在机器重新开始工作之前须将此按钮顺时针旋转使之弹起复位2.三色灯:a. 红灯—表示机器出现异常报警;b. 黄灯—表示回流焊正在升温或降温;c. 绿灯—表示回流焊处于恒温状态;三、 应用软件操作说明:1. 开机前检查a.检查位于出入口端部的紧急开关是否在正常状态b.检查炉膛进出口是否有异物存在2.系统启动将电源CONTROL旋至ON处,系统将自动引导,进入控制系统主窗口。
3.主窗口组成主菜单栏主工具栏工作主画面操作记录窗口如上图所示:主窗口包括四部分:☆主菜单栏;☆主工具栏;☆主工作画面;☆操作记录窗口。
●工作主画面:实时显示回流焊炉当前生产状态:等待.加热.恒温.降温.报警。
当前工作时间:时:分:秒当前文字状态:简体中文.繁体中文.英文当前炉子实际温度(PV)及设置温度(SV)当前炉子运输实际速度及设定速度●主菜单栏:包含所有的控制命令。
a.单击[文件]菜单,弹出下拉菜单,可对文件进行打开.保存.打印.打印预览.打印设置等操作,并可退出系统。
b.单击[操作]菜单,弹出下拉菜单,包括温度曲线测试.报警灯测试.参数设定.超温报警.定时设定.PID参数设定.机器参数.面板操作等项目。
其中主要项目专用工具栏的形式显示在主窗口上。
c.单击[查看]菜单,弹出下拉菜单,包括信息和工具栏两个选项。
单击[信息]选项显示生产信息和报警信息;单击[工具栏]选项显示或隐藏工具栏。
SMT回流焊操作使⽤核⼼知识参考SMT回流焊操作应该选择正确的材料和正确的操作⽅法来进⾏回流焊接。
回流焊品质的好坏跟回流焊机的正确操作使⽤有很⼤的关系,⼴晟德回流焊这⾥为⼤家分步骤分享⼀下SMT回流焊操作使⽤核⼼知识参考。
⼀、SMT回流焊的启动操作①合上设备总电源(机器左下⽅电柜内空开)。
开启车间排烟抽风系统开关使之正常运⾏;②按下机器右上⽅POWER按钮,开启电脑,登录回流焊系统界⾯,确认系统通讯正常后,调⽤⽆铅锡膏回流焊程序。
检查设置的8个加热温区⽬标温度值(有铅)SV应以次为:165、160、175、185、190、190、240、200。
输送带速应为75cm±10cm/min;③点击回流焊控制软件界⾯上总启动按钮,合上运风、输送、加热、冷却开关,使使机器进⼊运⾏状态;④冷机要预热20~30分钟后,观察窗⼝中实际温度PV与设定值SV是否稳定,是:则进⾏下⼀步;否:则要重设温控表的PID参数值,并在5~10分钟后观察稳定是否再进⾏下⼀步。
校准由技术员调试①将测温仪及其3探头贴放在与⼯件PCB尺⼨相同的试验板上,并使之随输送带进⾏炉内温度实测,出炉后理解在PC测温软件上读出各时间点板⾯的实际温度;②将上⼀步实测结果与左图标准曲线相⽐较,若测试曲线与标准曲线相同或相近,则可以开始正常⽣产;否则,要在对⽐标准曲线温差⼤的温控表上,重新尝试设置SV值(以5℃左右的梯度增减),或配合传送钢带运⾏速率来综合调整,以达到实际⽣产所需要的⼯件受温控制曲线。
⼆、SMT回流焊各功能区描述第1温区—预热区第2温区—预热区第3温区—预热区第4温区—⼲燥区第5温区—⼲燥区第6温区—活化区第7温区—焊接区第8温区—快速降温区。
三、SMT回流焊设置温区温度(SV值)第⼀温区—165 ±2℃第⼆温区—160 ±2℃第三温区—175 ±2℃第四温区—185 ±2℃第五温区—190 ±2℃第六温区—190 ±2℃第七温区—240±2℃第⼋温区—200 ±2℃第9温区—室温风冷区。
第五章回流焊接知识1. 西膏的回流进程当锡膏至于一个加热的环境中,锡膏回流分为五个阶段:1. 首先,用于到达所需粘度和丝印功用的溶剂末尾蒸发,温度上升必需慢(大约每秒3 C),以限制沸腾和飞溅,防止构成小锡珠,还有,一些元件对外部应力比拟敏感,假设元件外部温度上升太快,会形成断裂。
2. 助焊剂生动,化学清洗举动末尾,水溶性助焊剂和免洗型助焊剂都会发作异样的清洗举动,只不过温度稍微不同。
将金属氧化物和某些污染从行将结合的金属和焊锡颗粒上肃清。
好的冶金学上的锡焊点要求〝清洁〞的外表。
3. 当温度继续上升,焊锡颗粒首先独自熔化,并末尾液化和外表吸锡的〝灯草〞进程。
这样在一切能够的外表上掩盖,并末尾构成锡焊点。
4. 这个阶段最为重要,当单个的焊锡颗粒全部熔化后,结合一同构成液态锡,这时外表张力作用末尾构成焊脚外表,假设元件引脚与PCB焊盘的间隙超越4mil,那么极能够由于外表张力使引脚和焊盘分开,即形成锡点开路。
5. 冷却阶段,假设冷却快,锡点强度会稍微大一点,但不可以太快而惹起元件外部的温度应力。
回流焊接要求总结:重要的是有充沛的缓慢加热来平安地蒸发溶剂,防止锡珠构成和限制由于温度收缩惹起的元件外部应力,形成断裂痕牢靠性效果。
其次,助焊剂生动阶段必需有适当的时间和温度,允许清洁阶段在焊锡颗粒刚刚末尾熔化时完成。
时间温度曲线中焊锡熔化的阶段是最重要的,必需充沛地让焊锡颗粒完全熔化,液化构成冶金焊接,剩余溶剂和助焊剂剩余的蒸发,构成焊脚外表。
此阶段假设太热或太长,能够对元件和PCB形成损伤。
锡膏回流温度曲线的设定,最好是依据锡膏供应商提供的数据停止,同时掌握元件外部温度应力变化原那么,即加热温升速度小于每秒3 C,和冷却温降速度小于。
PCB装配假设尺寸和重量很相似的话,可用同一个温度曲线。
重要的是要经常甚至每天检测温度曲线能否正确。
2.怎样设定锡膏回流温度曲线在运用外表贴装元件的印刷电路板(PCB)装配中,要失掉优质的焊点,一条优化的回流温度曲线是最重要的要素之一。

否 是
回流焊作业指导书
产品名称
通用 产品型号 通用 等级
正式
一.操作准备:
1炉温与带速设定:
热风回流 温区 1 2 3 4 5 6 7 设定值 165 160 160 165 175 200 245
风机速度:1500r/min
热风固化 温区 1 2 3 4 5 6 7 设定值 160 165 155 160 160 160 160
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS 应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制 审核 批准 日期
开启总电源开关
进入主窗
面版
自动 手动
开机
曲线
调整宽度
设上下限 设定参数 温度稳定 模拟 曲线 符合要求。
.什么是回流焊回流焊是英文是通过重新熔化预先分配到印制板焊盘上的膏装软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
回流焊是将元器件焊接到板材上,回流焊是对表面帖装器件的。
回流焊是靠热气流对焊点的作用,胶状的焊剂在一定的高温气流下进行物理反应达到的焊接。
之所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊温度曲线图:.当进入升温区时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气隔离。
进入保温区时,使和元器件得到充分的预热,以防突然进入焊接高温区而损坏和元器件。
.当进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点。
进入冷却区,使焊点凝固此。
时完成了回流焊。
.回流焊流程介绍回流焊工作流程图回流焊加工的为表面贴装的板,其流程比较复杂,可分为两种:单面贴装、双面贴装。
,单面贴装:预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→检查及电测试。
,双面贴装:面预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→面预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→检查及电测试。
回流焊的最简单的流程是"丝印焊膏贴片回流焊,其核心是丝印的准确,对贴片是由机器的来定良率,回流焊是要控制温度上升和最高温度及下降温度曲线。
回流焊工艺要求回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的。
这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
这种设备的内部有一个加热电路,将氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。
.要设置合理的再流焊温度曲线并定期做温度曲线的实时测试。
.要按照设计时的焊接方向进行焊接。
回流焊操作规程回流焊是一种常见的表面贴装技术,广泛应用于电子产品生产过程中。
本文将对回流焊操作规程进行改动,以提高生产效率和焊接质量。
一、准备工作1.工作人员应穿戴好防静电服,佩戴防静电手套和鞋套。
2.检查焊接设备及附件是否完好,并进行相应的清洁和维护。
3.准备好焊接所需的元器件和焊接材料,并进行分类和标记。
二、设备设置1.将回流焊设备的温度设定为适宜的焊接温度,确保电路板焊接区域达到预定的焊接温度。
2.根据焊接工艺要求,设置相应的预热时间和预热温度。
三、焊接操作1.根据焊接工艺要求,将待焊接的电路板放置在回流焊设备的焊接区域内。
2.启动回流焊设备,按照预设的焊接时间进行焊接。
3.在焊接过程中,注意观察焊接效果,确保焊接质量。
4.过程中若发现焊接异常,立即停止焊接并调整焊接设备,待问题解决后再重新开始焊接。
四、焊接验收1.完成焊接后,对焊接质量进行检查。
2.检查焊点是否均匀、完整,焊接位置是否正确。
3.使用测试仪器进行电气测试,确保电路板功能正常。
4.检查焊接过程中的数据记录,并对异常情况进行记录和分析。
五、焊接后处理1.将焊接好的电路板进行包装和标识。
2.清理焊接设备,并保持设备的清洁和整洁。
3.将焊接所产生的废料进行分类处理。
六、质量管理1.定期对焊接设备进行维护,确保设备的正常运行。
2.根据焊接质量情况,及时调整焊接设备的参数和工艺。
3.建立焊接质量档案,记录焊接过程中的关键参数和质量控制结果。
通过以上改动的回流焊操作规程,可以提高焊接质量和工作效率。
同时,严格执行操作规程,可以降低操作风险和质量问题的发生,保证电子产品的质量和稳定性。