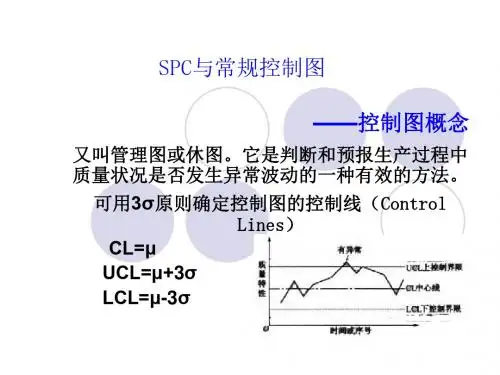
控制图新培训
- 格式:ppt
- 大小:1.32 MB
- 文档页数:7



Minitab培训教程详解-(带目录)Minitab培训教程详解一、引言Minitab是一款广泛应用于质量管理、数据分析、过程改进等领域的统计软件。
它凭借其强大的数据处理能力、简便的操作界面和丰富的图表功能,受到了众多专业人士的青睐。
为了让用户更好地掌握Minitab的使用技巧,本文将详细介绍Minitab的基本操作、常用功能及实际应用案例,帮助读者快速提升数据分析能力。
二、Minitab基本操作1.安装与启动(1)从官网Minitab安装包。
(2)按照提示完成安装过程。
(3)启动Minitab,输入序列号激活软件。
2.界面介绍(1)菜单栏:包含文件、编辑、视图、帮助等菜单。
(2)工具栏:提供常用功能的快捷按钮。
(3)项目管理器:用于创建、管理和保存项目。
(4)工作表:用于输入、编辑和查看数据。
(5)图表:用于展示数据分析结果。
3.数据输入与编辑(1)手动输入数据:在工作表中直接输入数据。
(2)导入外部数据:支持Excel、CSV、TXT等格式。
(3)数据编辑:包括复制、粘贴、删除、插入等操作。
(4)数据筛选:根据条件筛选数据。
三、Minitab常用功能1.描述性统计(1)基本统计量:包括均值、中位数、标准差等。
(2)频数分析:统计各数据出现的次数。
(3)图表展示:包括直方图、箱线图等。
2.假设检验(1)单样本t检验:检验样本均值是否等于总体均值。
(2)两独立样本t检验:检验两个样本均值是否存在显著差异。
(3)配对样本t检验:检验两个相关样本均值是否存在显著差异。
3.方差分析(1)单因素方差分析:检验多个样本均值是否存在显著差异。
(2)双因素方差分析:检验两个因素对样本均值的影响。
4.相关分析与回归分析(1)相关分析:研究两个变量之间的关系。
(2)线性回归:建立一个或多个自变量与因变量之间的线性关系模型。
(3)多元回归:建立一个或多个自变量与多个因变量之间的线性关系模型。
5.质量管理工具(1)控制图:监控过程稳定性,发现异常因素。

控制图(均值图)培训讲义在经济飞速发展的今天,为了企业的发展、事业的昌盛,我们必须致力于持续改进,我们必须寻找更有效的方法来生产产品提供服务,这些产品和服务必须不断地在价值上待以改进和提高,我们必须重视内部以及外部的顾客,并将顾客满意作为企业主要的目标。
为达到这一目标,我们公司的每一位员工都必须确保不断改进以及使用更有效的方法。
下面给大家描述一种最有效的控制图统计方法,可以使改进更加明确、有效。
一、所使用符号的介绍:CP(理想值)稳定的过程能力指数CPK(实测值)稳定的过程能力指数CPU上限的能力指数CPL下限的能力指数PP(理想值)性能指数PPK(实测值)性能指数PPU上限性能PPL下限性能USL工程规范上限LSL工程规范下限X均埴R极差T公差范围S样本标准差D2值估计值二、控制图的结构:收集数据控制图是从对某个特性或过程特征的测量发展而来的。
这些测量值构成了描述过程分布特性(控制)统计量(例如:均值、中位数、极差、标准差、单值)。
测量数据取自于过程流的单个样品。
按子组的形式收集样本,它可以是由一个零件或多个零件组成。
通常,一个较大的子组使得更容易发现微小的过程变化。
建立一个抽样计划为了控制图的有效性,抽样计划应该定义“合理子组”。
合理子组是选择样本以使得在一个子组内出现特殊原因变差的机会最小,而在子组间出现特殊原因变差的机会最大。
要记住的关键一条是当开发一个抽样计划时,要将子组间的变差和子组内的变差进行比较。
连续取样而形成的子组,使过程改变的机会最小并且子组内的变差也应该最小。
抽样的频率将取决于子组间过程改变的时机。
子组内的变差代表短时间18内的零件间的变差,子组间出现的任何大的变差则表明过程发生变化,应该进行调查并采取适当的措施。
子组容量——所研究的过程的类型决定了如何定义子组容量。
按照前面的阐述,较大的子组使得容易探测出较小的过程变化。
负责的团队必须确定适当的子组容量。
如果预期的过程变化相对小,则应该有较大的子组容量。