SPC与常规控制图培训课件
- 格式:pptx
- 大小:9.89 MB
- 文档页数:58

《SPC培训教案》PPT课件第一章:SPC概述1.1 SPC的定义统计过程控制(Statistical Process Control,SPC)通过统计学方法监控和改进过程质量1.2 SPC的历史与发展起源于20世纪20年代的工业工程1950年代,W. Edwards Deming将SPC推广到日本,对日本质量管理产生深远影响1990年代至今,SPC与现代质量管理方法结合,如六西格玛1.3 SPC的应用范围制造业服务业医疗卫生教育及其他行业第二章:SPC基本概念2.1 过程输入、输出和转换连续和离散过程2.2 控制图控制图的类型(X-R图、X-bar图、p图、np图等)控制图的构成(中心线、控制限、数据点)2.3 过程稳定性随机变异与系统变异判断过程稳定的准则(规则1-4)第三章:控制图的应用3.1 控制图的制定数据收集与整理选择适当的控制图确定控制限3.2 控制图的解读数据点的含义判断过程是否失控的准则控制图的报警信号(点出界、链或趋势)3.3 控制图的分析与改进分析过程变异的原因采取措施改进过程重新制定控制图第四章:过程能力分析4.1 过程能力的概念过程固有的变异能力满足顾客要求的能力4.2 过程能力分析的方法计算过程能力指数(Cp、Cpk)判断过程能力是否满足要求4.3 过程改进策略提高过程能力的方法(减少变异、优化过程参数)过程改进的目标(提高产品质量、降低成本)第五章:SPC软件与应用5.1 SPC软件的功能与选择数据采集、处理和分析控制图绘制与监控过程改进工具(如鱼骨图、帕累托图等)5.2 SPC软件的操作步骤数据输入与设置控制图绘制与分析报告与输出5.3 SPC软件在实际应用中的案例分享制造业案例服务业案例其他行业案例第六章:SPC在制造业中的应用案例6.1 案例一:汽车制造业中的SPC应用描述汽车制造过程中如何运用SPC监控装配质量,减少缺陷率。
分析控制图在检测生产线上的作用,及时发现问题并采取措施。


SPC与常规控制图培训课件1. 介绍SPC(Statistical Process Control,统计过程控制)是一种常用的质量管理工具,通过收集和分析过程数据来监控和控制生产过程中的变异性。
常规控制图是SPC的重要组成部分,用于识别过程是否处于控制状态。
本课件将介绍SPC与常规控制图的基本概念、使用方法和应用实例。
2. SPC的基本原理SPC的基本原理是通过收集过程数据并运用统计方法分析这些数据,从而判断过程是否处于控制状态。
SPC的主要目标是降低过程的变异性,确保产品的质量稳定。
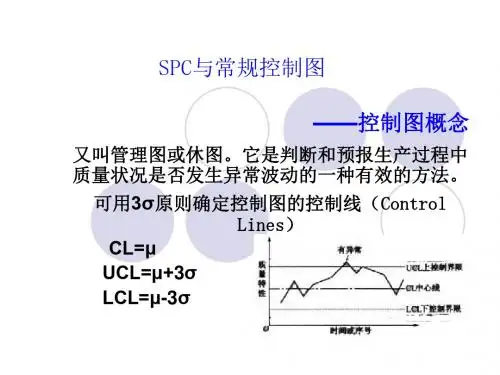
3. 常见的常规控制图3.1 控制图的基本结构控制图通常由中心线、上限线和下限线组成。
中心线代表过程的平均值,上限线和下限线代表了过程的可接受变异范围。
3.2 均值控制图均值控制图用于监控过程的平均值是否处于控制状态。
常用的均值控制图包括平均值图、移动平均图和指数加权移动平均图。
3.3 范围控制图范围控制图用于监控过程的变异性是否处于控制状态。
常用的范围控制图包括范围图和标准差图。
3.4 异常值控制图异常值控制图用于检测过程中的异常值。
常见的异常值控制图包括箱线图和帕累托图。
4. 常用的统计方法4.1 均值与标准差均值和标准差是用来描述数据集中趋势和分布的统计指标。
均值代表数据的中心位置,标准差代表数据的离散程度。
4.2 相关性分析相关性分析用于确定两个变量之间的关系强度和方向。
常用的相关性分析方法包括皮尔逊相关系数和斯皮尔曼相关系数。
4.3 回归分析回归分析用于确定两个变量之间的函数关系。
常用的回归分析方法包括线性回归和多项式回归。
5. SPC的应用实例5.1 制造业中的SPC应用在制造业中,SPC被广泛应用于监控生产过程中的变异性,降低次品率和提高产品质量。
通过使用常规控制图,制造商可以及时发现并纠正生产过程中的异常情况。
5.2 服务业中的SPC应用在服务业中,SPC可以用于监控服务过程中的变异性,提高服务质量和满意度。