电池类产品检验作业指导书
- 格式:doc
- 大小:70.00 KB
- 文档页数:2
电池片检验作业指导书1.目的本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/ 多晶硅电池片的各项性能指标符合要求。
2.适用范围适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3 •职责3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求。
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制4.工作准备4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5.检验标准5.1抽样标准:根据GB/T2828. H2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和耍求:说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验凡具有下列情况Z—者,必须进行例行检验:(1)更换新的电池片供应商时。
(2)电池片供应商的产品生产工艺有较大变动,可能影响产晶性能时。
(3)买卖双方任何一方认为有必要进行检验吋。
6.检验方法6.1包装(1)每包电池片均有独立的密封性包装(每包不得超过100片),每包上下两面分别用软质垫间隔,外包装有防震缓冲垫且包有PV套膜(2)装放电池片的外箱无明显的破损,且无潮湿现象。
(3)包装盒上应注明产品名称,生产厂家,产品型号,太阳能转换效率分档,生产日期,批号;外包装上应注明:易碎物品、方向向上、防潮、防震等包装运输标注。
6.2外观(1)减反射膜色泽均匀一致,同一片不能有色差,目视总面积V2cm2(2)无明显的花斑、水纹、白点、划痕和污垢和指纹印,目视总面积V2cm2(3)不得有v形缺口、裂纹;(4)崩边:目测电池片有无崩边,用游标卡尺测量崩边的尺寸,数目W2, 深度WO. 5mm,长度Wl・0mm(5)翘曲:正放电池片于测式平台上,检查电池片与平台接触是否良好,用塞尺塞入接触间隙,测量电池的翘曲度;(6)正面漏浆:目视检查是否要求,必要时用游标卡尺测量漏浆面积,数目W2,总面积<1. 5mm2(7)背面铝浆缺损:目视检查是否要求,必要时用游标卡尺测量缺损面积,无尖锐突起,圆形突起手感不明显,£L总面积小丁• 20mm2;漏印重印面积<lcm26. 3外形尺寸(1)长:平行主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(2 )宽:垂直主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(3)厚度:用高度计测量电池片每边的中点,测量结果的算术平均值即为厚度值,2180um6. 4电性能测试(1)功率测试:整批抽测单片功率需80%为大于标称功率,单片功率三标称功率*97%测试步骤:比用手轻轻的打开标片盒,轻轻的取出156多晶(125单晶)标准片.(如图1)b ・从侧面轻轻放置在单片测试仪上,放下时要平行滑落(如图2)c ・对放置的标准片进行栅线调整, 按照指示观察是否对齐放置(待测片必须完全与铜板完全接触)。
锂电池检测作业指导书
1核对采购订单及文件。
2任意抽取来料锂电池上、中、下层进行现场检测, 每批抽取10%进行检验。
3外观:锂电池表面无生锈,无残留物,无漏液,无变形,破损,正负极标识清晰、正确。
4结构尺寸:同样品,应符合装配要求。
5万用表连接专用测试架并开直流适当档测其流值,取值范围:
加10K欧负载测试架,电流值为320uA~350uA,电压为:3.0V~3.5V。
6电池正确放入测试架,测试时间控制在5秒内。
7放电测试:250mA/h电流为10mA;200mA/h电流为8mA,放电时间25小时,每批5PCS。
8充电测试:5~6V电压输入测试架,充电12小时,电流为45mA~50mA。
9锂电池严禁堆放。
10详细统计检测数据,不良率≤1%允收,>1~~2%上报组长批示,>2%上报主管批示。
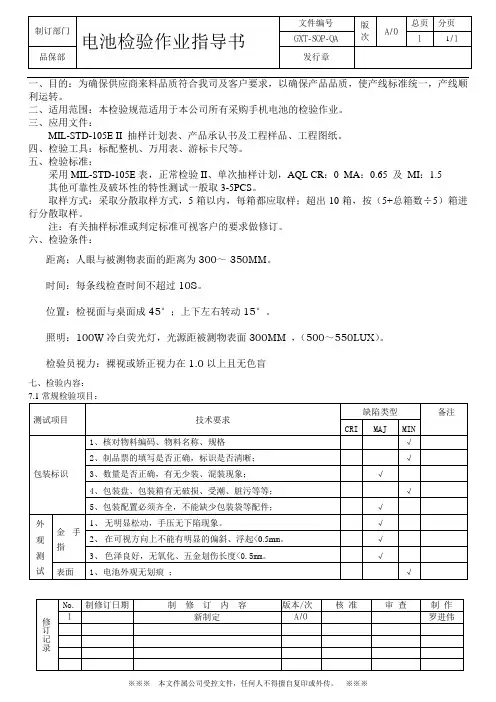
一、目的:为确保供应商来料品质符合我司及客户要求,以确保产品品质,使产线标准统一,产线顺利运转。
二、适用范围:本检验规范适用于本公司所有采购手机电池的检验作业。
三、应用文件:
MIL-STD-105E II 抽样计划表、产品承认书及工程样品、工程图纸。
四、检验工具:标配整机、万用表、游标卡尺等。
五、检验标准:
采用MIL-STD-105E表,正常检验II、单次抽样计划,AQL CR:0MA:0.65 及MI:1.5 其他可靠性及破坏性的特性测试一般取3-5PCS。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
六、检验条件:
距离:人眼与被测物表面的距离为300~350MM。
时间:每条线检查时间不超过10S。
位置:检视面与桌面成45°;上下左右转动15°。
照明:100W冷白荧光灯,光源距被测物表面300MM ,(500~550LUX)。
检验员视力:裸视或矫正视力在1.0以上且无色盲
七、检验内容:。
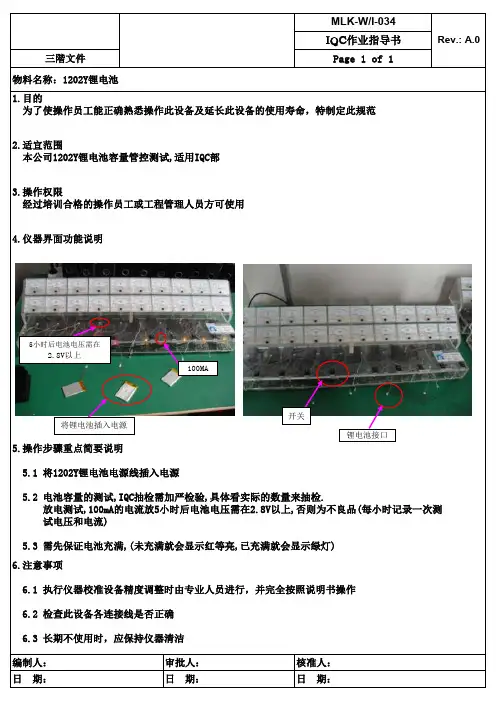
Page 1 of 1
Rev.: A.0三階文件
MLK-W/I-034
I QC 作业指导书
1.目的
为了使操作员工能正确熟悉操作此设备及延长此设备的使用寿命,特制定此规范
2.适宜范围
本公司1202Y锂电池容量管控测试,适用IQC部
物料名称:1202Y锂电池
3.操作权限
经过培训合格的操作员工或工程管理人员方可使用
4.仪器界面功能说明6.注意事项
6.1 执行仪器校准设备精度调整时由专业人员进行,并完全按照说明书操作
6.2 检查此设备各连接线是否正确
6.3 长期不使用时,应保持仪器清洁
5.操作步骤重点简要说明
5.1 将1202Y锂电池电源线插入电源
5.2 电池容量的测试,IQC抽检需加严检验,具体看实际的数量来抽检.
放电测试,100mA的电流放5小时后电池电压需在2.8V以上,否则为不良品(每小时记录一次测 试电压和电流)
5.3 需先保证电池充满,(未充满就会显示红等亮,已充满就会显示绿灯)
核准人:日 期:编制人:
日 期:审批人:日 期:100MA
5小时后电池电压需在
2.8V 以上
锂电池接口
开关
将锂电池插入电源。
锂电池派克作业指导书一、引言锂电池是一种重要的能源储存设备,其在各个领域都有广泛的应用。
本文旨在为大家提供一份关于锂电池派克作业的指导书,帮助大家更好地了解和掌握这一知识点。
二、派克作业的定义和背景派克作业,也叫派克充放电测试,是指对锂电池进行充放电循环测试,以评估其性能和稳定性。
通过对锂电池进行派克作业,可以了解其容量衰减情况、循环寿命以及电池内阻等重要参数,为电池的设计和应用提供依据。
三、派克作业的步骤和注意事项1. 准备工作:首先,需要准备好测试设备和仪器,确保其正常工作。
同时,对测试环境进行必要的控制,避免影响测试结果。
2. 参数设置:根据具体的测试要求,设置好派克作业的相关参数,如充放电电流、充放电截止电压、循环次数等。
3. 充放电测试:按照设定的参数进行充放电测试,记录下每次的电流、电压和时间等数据。
4. 数据分析:对测试结果进行数据处理和分析,计算出电池的容量衰减率、循环寿命等指标。
5. 结果评估:根据数据分析的结果,评估电池的性能和稳定性,判断其是否符合要求。
四、派克作业的意义和应用派克作业是评估锂电池性能的重要方法之一,它可以帮助我们了解电池的寿命和性能退化情况,从而指导电池的设计和应用。
在电动汽车、储能系统和移动设备等领域,派克作业被广泛应用。
通过对电池进行派克作业,可以评估其在实际应用中的性能表现,为产品的研发和生产提供参考。
五、派克作业的挑战和未来发展方向在进行派克作业时,需要考虑到电池的安全性和稳定性等因素。
此外,派克作业的测试时间较长,需要耗费大量的资源和时间。
未来,随着电池技术的不断发展,派克作业的测试方法和设备也将不断改进和创新,以提高测试效率和准确性。
六、总结锂电池派克作业是评估电池性能的重要方法,通过对电池的充放电测试,可以了解其性能和稳定性。
派克作业在各个领域都有广泛应用,对电池的设计和应用具有重要意义。
在进行派克作业时,需要注意安全性和稳定性,并结合数据分析结果进行评估。

电池类检验作业指导书
修订记录
电池类检验作业指导书
1.目的
制定和规范电池类的检验标准,以此作为本公司IQC对电池类产品的检验依据。
2.范围
适用于Hytera质量部IQC正常来料检验
3.定义:
正常来料:除首次来料以外的物料
4. 原则及工具
4.1、抽样方案:外观检验:按ISO2859一般检验水平AQL 0.65判别水平Ⅱ,尺寸检验、电性能及可靠性试验按特殊检验进行,具体如下表格:
4.2、量测工具:游标卡尺、压差测试仪、拉力机、推力计、四位半万用表、对应对讲机、高低温箱、盐雾试验箱、跌落机、防水测试仪、显微镜及ROSH测试仪。
5. 关键角色及应负责任
6. 常规检验
7、注意事项:
7.1、当不良情况不在该标准中或者判定存在争议时,通知SQE进行判定;
7.2、临时有要求增加项目时,需在检验报表“其它项目”中作好记录。
7.3、对没有测试要求的,在对应报表内注明。
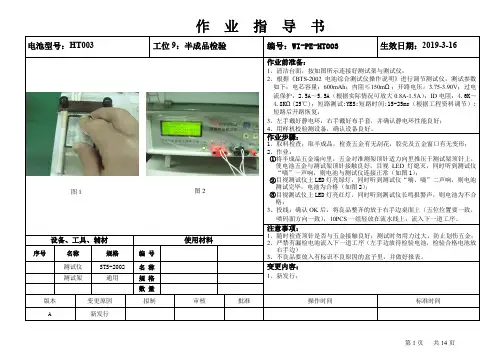
作 业 指 导 书电池型号:HT003工位9:半成品检验编号:WI-PE-HT003生效日期:2019-3-16作业前准备:1、清洁台面,按如图所示连接好测试架与测试仪;2、根据《BTS-2002电池综合测试仪操作说明》进行调节测试仪,测试参数如下:电芯容量:600mAh ;内阻≤150m Ω;开路电压:3.75-3.90V ;过电流保护:2.5A ~5.5A (根据实际情况可放大0.8A-1.5A );ID 电阻:4.6K ~4.8K Ω(25℃);短路测试:YES;短路时间:15-25ms (根据工程资料调节);短路后开路恢复;3、左手戴好静电环,右手戴好布手套,并确认静电环性能良好;4、用样机校验测设备,确认设备良好。
作业步骤:1、取料检查:取半成品,检查五金有无刮花,胶壳及五金窗口有无变形;2、作业:①将半成品五金端向里,五金对准测架顶针适力向里推压于测试架顶针上,使电池五金与测试架顶针接触良好,目视LED 灯熄灭,同时听到测试仪“嘀”一声响,则电池与测试仪连接正常(如图1);②目视测试仪上LED 灯亮绿灯,同时听到测试仪“嘀、嘀”二声响,则电池测试完毕,电池为合格(如图2);③目视测试仪上LED 灯亮红灯,同时听到测试仪长鸣报警声,则电池为不合格;3、投线:确认OK 后,将良品整齐的放于右手边桌面上(五位位置要一致,喷码面方向一致),10PCS 一组轻放在流水线上,流入下一道工序。
注意事项:1、随时检查顶针是否与五金接触良好;测试时勿用力过大,防止划伤五金;2、严禁有漏检电池流入下一道工序(左手边放待检验电池,检验合格电池放右手边)3、不良品要放入有标识不良原因的盒子里,并做好报表。
设备、工具、辅材使用材料序号 名称 规格 编 号 测试仪 STS-2002 名 称 变更内容:1、新发行;测试架 通用 规 格数 量 版本 变更原因 拟制 审核 批准 操作时间标准时间A新发行图1图2。

1.目的规范制片车间IPQC 现场作业,保证其抽样、检验方法的一致性和可靠性。
2.范围适用于锂电池连续制片车间的IPQC 检查作业指引。
3.作业准备3.1 穿戴劳保用品:准备好棉纱手套、手指套等作业所需的劳保用品,并按照要求穿戴整齐。
3.2 确认生产计划:查看公司下达的《生产计划》确认即将生产的产品型号、投入时间、排产数量。
如对生产计划信息有疑问,须及时与当班组长或主管确认。
3.3 确认作业文件:根据所排产的产品型号,确认已获取其工艺文件及其它相关作业标准。
同时还应检查有无工艺变更、作业变更以及其它下发文件。
如对上述文件的版次或内容有疑问,须及时与当班组长或主管确认。
文件确认无误,则应按照其生效日期严格执行。
3.4 准备记录表单:根据文件规定的应检项目和当班检验工作计划准备对应的记录表单。
对于需要按照量化标准执行判定的检验项目,应将其判定标准(如公差限值)抄录到记录表单对应单元格内以便检验后及时实施判定。
对于记录表单缺失或遗漏的状况,须及时确认并按需求领用。
3.5 确认检验器具:根据应检项目逐一清点即将用到的各类量具、夹具、标准件以及其它辅助用具,确认其是否处于正常可用的状态。
同时还应注意将卡尺、直尺、千分尺等非固定的小型器具放置到易于取用的规定位置。
如发现检验器具工作异常或损坏,须及时告知当班组长或主管,及时维修、更换或借用其它工序同类器具以便实施检验作业。
3.64. 4.1 来料检查①检验依据:按照《****型号工艺标准》、《极片外观判定标准》。
②检验内容:检查极耳来料是否符合工艺要求,来料标识是否完整(如极耳规格、极耳料号、极耳批号、生产日期等);极片来料外观是否符合标准 ,来料标识是否和实物一致,极片厚度是否符合工艺标准。
③检验方法:使用钢尺测量极耳长度,使用卡尺测量极耳宽度、极耳胶宽度,使用千分尺测量极耳/极片厚度;目视来料标识卡和实物的一致性。
④抽检频率:每次来料都必须测量、确认。
电芯检验与试验作业指导书一、引言电芯是现代电池的核心组成部分,用于储存和释放电能。
电芯的品质直接关系到电池性能的稳定性、安全性和寿命。
因此,进行电芯检验与试验是保证电池产品质量的重要环节。
本文档旨在指导电芯检验与试验的操作步骤和注意事项。
二、电芯检验1. 引水性测试- 使用合适的工具将电芯上表面涂抹一层引水液体。
- 倾斜电芯,观察水滴的移动情况。
- 引水性良好的电芯,水滴会快速均匀地移动,证明电芯表面没有污染物。
- 若水滴移动不均匀或中途停滞,则可能存在电芯表面污染现象,需要进一步检查。
2. 外观检查- 使用适当的工具检查电芯外壳的完整性。
- 观察是否有凹陷、裂纹、锈蚀等表面缺陷。
- 若发现电芯外壳有明显损坏或异常情况,需要及时更换或修复。
3. 尺寸测量- 使用合适的尺测量电芯的长度、直径和重量。
- 尺寸测量是判定电芯是否符合规格要求的重要依据。
- 若尺寸超出规格范围,需要进行进一步分析和处理。
4. 电气性能测试- 使用电阻计测试电芯的内部电阻。
- 通电测试电芯的开路电压和闭路电压。
- 电气性能测试可以评估电芯的电导率和电力输出能力。
5. 安全性能测试- 使用恒流放电仪进行电芯的放电测试。
- 观察放电过程中电芯的温度、压力和内阻的变化情况。
- 安全性能测试是确保电芯在使用过程中不会发生过热、过压等异常情况的重要手段。
三、电芯试验1. 老化试验- 将电芯放置在特定的环境条件下进行长时间放电试验。
- 观察电芯在高温、低温、高湿度等条件下的性能变化情况。
- 老化试验可以评估电芯的稳定性和寿命。
2. 热冲击试验- 将电芯暴露在高温和低温环境中,进行循环加热和降温。
- 观察电芯在温度变化过程中是否出现异常反应。
- 热冲击试验可以验证电芯的耐温性能和热膨胀性能。
3. 短路试验- 将两个电芯的正负极直接连接,观察短路后的反应。
- 注意使用适当的安全措施,避免发生短路事故。
- 短路试验可以评估电芯的安全性和短路保护功能。
电池片检验标准作业指导书1.目的为确保电池产品符合技术要求和组件使用要求,规定电池片外观检验过程的作业内容和判定方法2.范围本检验规范适用于晶体硅太阳电池产品的最终检验(不包括电性能检测)3.职责3.1 负责编制电池片检验技术要求。
3.2 负责下发受控电池片技术要求文件至相关部门3.3 负责根据技术要求编制电池片检验标准3.4 负责外观判检项目的具体实施,对所有成品太阳电池片进行目测全检;所有检验人员严格按照本文件规定进行操作。
3.5 检验员对自己检验流出的成品质量负责,并敲盖自己配备的QC印章。
3.6 负责对检过的成品进行抽检,并做好抽检记录,统计检验员个人成绩,个人成绩将在个人绩效考核中体现。
4.检验工具及条件4.1检验工具手套、塞尺、外观检验模具、直尺、垫片、插片盒、千分尺、游标卡尺。
4.2作业条件1、照度800lx 日光灯下;2、洁净水平的检验操作台面上;3、佩戴手套、轻拿轻放,控制检片速度;4、先进行背面判检再进行正面判检,避免判检翻片过程中的电池片损伤。
5、判检人员保持直立坐姿,从正上方(视线与判检水平桌面呈80°~90°)对电池片进行检测,前胸距离电池片中心点水平距离约20cm,人眼距离电池片中心点视线距离约30-50cm。
5.检验标准晶体硅太阳能电池片外观分为A级、A1级、B级、缺陷片四类,各级别判定标准如下:注:太阳能电池片全部满足A级电池片的要求则该电池片为A级电池片,只要有一项不符合A级电池片要求,则为A1级电池片;同样只要有一项内容不符合A1级电池片,则该电池片为B级电池片。
以此类推。
一、目的:为确保供应商来料品质符合我司及客户要求,以确保产品品质,使产线标准统一,产线顺利运转。
二、适用范围:本检验规范适用于本公司所有采购手机电池的检验作业。
三、应用文件:
MIL-STD-105E II 抽样计划表、产品承认书及工程样品、工程图纸。
四、检验工具:标配整机、万用表、游标卡尺等。
五、检验标准:
采用MIL-STD-105E表,正常检验II、单次抽样计划,AQL CR:0MA:0.65 及MI:1.5 其他可靠性及破坏性的特性测试一般取3-5PCS。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
六、检验条件:
距离:人眼与被测物表面的距离为300~350MM。
时间:每条线检查时间不超过10S。
位置:检视面与桌面成45°;上下左右转动15°。
照明:100W冷白荧光灯,光源距被测物表面300MM ,(500~550LUX)。
检验员视力:裸视或矫正视力在1.0以上且无色盲
七、检验内容:。
锂电池检测内阻电压作业指导书(包装)
操作步骤:
一•作业前的准备:
1 •清洁工作台面,戴好手套。
2•检查测试仪是否正常,如有问题,通知工程部计量校正后,方能使用。
3 •准备好需测试的已抛光完毕的电池。
4 •准备好物料盒、标签纸和笔。
二•作业过程:
1 •将内阻测试仪放在自己的正前方,打开电源,指示灯亮,按工艺要求调机。
2 •右手拿一把电池(电池盖帽朝左),放在测试台具上,右手用力将最下面的一只电池盖帽顶在夹具上
眼睛看着显示屏上显示的电压和内阻。
合格的电池右手拿起放入左手,不合格的电池放在前面内阻仪上并标识清楚。
3 •将内阻、电压符合质量要求的电池盖帽朝上整齐放在塑料物料盒中,不合格的电池分
清高内阻和低电压,分别放在红色塑料物料盒中。
标识清楚电池型号、容量、批号,下转贴面垫工序。
4•作业完毕,做好“ 5S”。
注意事项:
1 •测试台具脏会造成测量数据出现误差,所以要时刻保持其干净。
2 •合格电池与不合格电池分开放置,标识清楚。
3•内阻仪应经常用标准电阻校对。