压力管道焊接检查记录
- 格式:doc
- 大小:233.50 KB
- 文档页数:6
压力管道安装焊口组对记录卡项目名称:XXXX压力管道安装工程编号:XXX-XXX施工单位:XXX公司日期:XXXX年XX月XX日焊缝及设备信息:焊接位置:XXX焊缝编号:XXX焊工:XXX工条码:XXX焊接方法:XXX焊材:XXX规格:XXX焊材强度级别:XXX验让:XXX工条码:XXX检验标准:XXX工序标识:焊接前处理:1.清理工件表面,并确保无杂物、灰尘、氧化物等不良物质。
2.确保焊接面平整,切割面光洁、垂直。
焊接参数:1.电流:XXX2.电压:XXX3.焊接速度:XXX4.机械角度:XXX5.焊接时间:XXX工艺评定:焊接工艺评定编号:XXX做过焊接工艺评定:是/否工艺评定状态:合格/不合格评定报告编号:XXX焊缝记录:1.焊接材料:管道材料牌号、长度、直径等信息。
2.焊缝类型:焊缝种类、焊缝几何尺寸等信息。
3.焊接位置:具体焊接的位置,包括焊缝编号。
4.焊接日期:具体的焊接日期。
5.焊接工艺规程:焊接工艺规程编号、版本等信息。
6.焊工信息:焊工姓名、工号、证书编号等信息。
7.焊接设备:焊接设备编号、名称等信息。
8.焊接参数:焊接电流、电压、速度、机械角度、焊接时间等信息。
9.焊接检验:焊缝质量检验结果及记录、焊接工艺评定证书编号等信息。
10.备注:对焊缝进行特殊要求或其他需要记录的情况。
焊接记录:1.焊缝号:每个焊缝的唯一编号。
2.焊工编号:进行焊接工作的焊工工号。
3.设备编号:用于焊接的设备编号。
4.焊接日期:焊接工作完成的具体日期。
5.焊接材料:焊接管材的牌号、长度、直径等信息。
6.焊接位置:焊接的具体位置,包括焊缝编号。
7.焊接参数:焊接工艺规程中规定的焊接参数。
8.焊接结果:焊缝的质量评定结果。
9.检验结果:针对焊接缺陷的检验结果。
10.检验标准:检验依据的相关标准。
备注:在每次焊接工作完成后,应及时填写相关信息,确保焊接工作的质量和安全性。
以上是一个压力管道安装焊口组对记录卡的示例,您可以根据具体的项目要求和实际情况进行调整和完善。
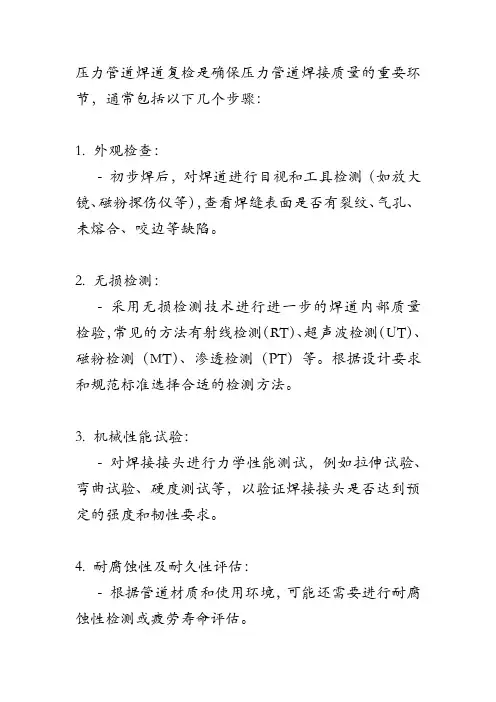
压力管道焊道复检是确保压力管道焊接质量的重要环节,通常包括以下几个步骤:
1. 外观检查:
- 初步焊后,对焊道进行目视和工具检测(如放大镜、磁粉探伤仪等),查看焊缝表面是否有裂纹、气孔、未熔合、咬边等缺陷。
2. 无损检测:
- 采用无损检测技术进行进一步的焊道内部质量检验,常见的方法有射线检测(RT)、超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)等。
根据设计要求和规范标准选择合适的检测方法。
3. 机械性能试验:
- 对焊接接头进行力学性能测试,例如拉伸试验、弯曲试验、硬度测试等,以验证焊接接头是否达到预定的强度和韧性要求。
4. 耐腐蚀性及耐久性评估:
- 根据管道材质和使用环境,可能还需要进行耐腐蚀性检测或疲劳寿命评估。
5. 修复与再检测:
- 如果在上述检测过程中发现焊道存在不符合标准的缺陷,需要按照规定的方法进行修复,并在修复完成后再次进行相关检测,直至合格为止。
6. 记录与报告:
- 记录每次检测的结果,形成完整的焊接质量检测报告,存档备查,同时作为工程验收的重要依据。
7. 第三方检测:
- 在某些情况下,为了保证公正性和权威性,可能还会邀请第三方专业检测机构进行复检工作。
总之,压力管道焊道复检是一个严谨的过程,其目的是通过一系列科学的检测手段,全面确保压力管道的安全可靠运行。
压力管道焊接检查记录压力管道焊接检查记录简介压力管道是一种关键的工业设备,广泛应用于化工、石油化工、制药、食品、航空航天、电力、核电等领域。
压力管道的安全性直接关系到生产效益和工人的安全,因此,焊接是压力管道制造的关键环节。
在焊接过程中,必须严格控制焊接工艺参数和质量控制。
为了确保焊接接头的质量和安全可靠性,需要对焊接接头进行严格的检查和记录。
本文主要介绍压力管道焊接检查记录,包括对焊接接头进行的完整性检查、质量控制和报告生成等内容。
完整性检查焊接接头完整性是保证压力管道安全可靠运行的重要因素之一,因此,在焊接接头完成后,对其进行完整性检查是必要的。
完整性检查主要有以下几方面:1.外观检查:焊缝的外观应该是具有均匀光滑的表面,裂缝、破裂、崩缝、起泡或其他明显的缺陷都是不允许存在的。
2.尺寸检查:焊接接头应按照设计要求进行加工,因此,在完成焊接后,必须对其进行尺寸检查。
尺寸检查的主要目的是检查接头的尺寸是否符合设计标准。
3.无损检查:无损检查是除了视觉检查外,还需要使用其他非破坏性检测方法,如超声、X射线、涡流等方法,对接头进行检测,并记录检测的结果。
质量控制在焊接过程中,质量控制是非常重要的。
质量控制的主要目的是确保焊接接头的质量。
质量控制主要包括以下几个方面:1.焊接材料:焊接材料必须符合设计要求,包括焊丝、焊条等。
焊接材料的选择应根据设计要求和焊接接头的材料和环境条件进行选择。
2.焊接工艺参数:焊接工艺参数包括焊接温度、电流、电压、速度等参数。
焊接工艺参数必须被认真控制,以确保焊接接头的质量。
3.人员素质:焊接工人的操作素质,包括操作经验、技术水平、意识、责任心等因素都非常重要。
焊接工人必须将质量控制置于至高无上的地位,做到安全第一、质量第一。
报告生成完整性检查和质量控制完成后,需要对检查结果作出报告。
报告的生成应当包括以下几个方面:1.检测结果:报告需要清楚地记录焊接接头的检测结果。
2.异常情况:如果有任何异常情况,如缺陷、质量问题等,报告必须清楚地记录并作出相应的处理方法。
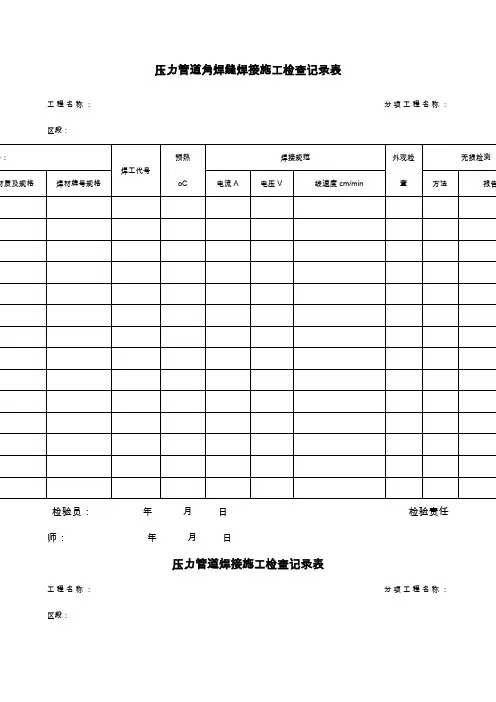
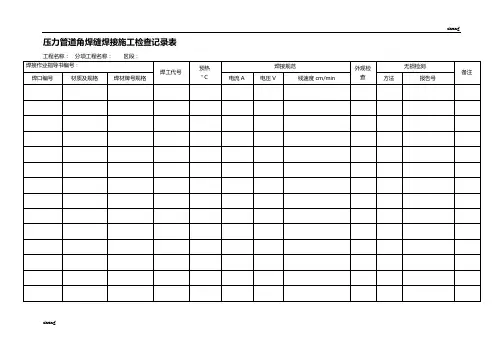
压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
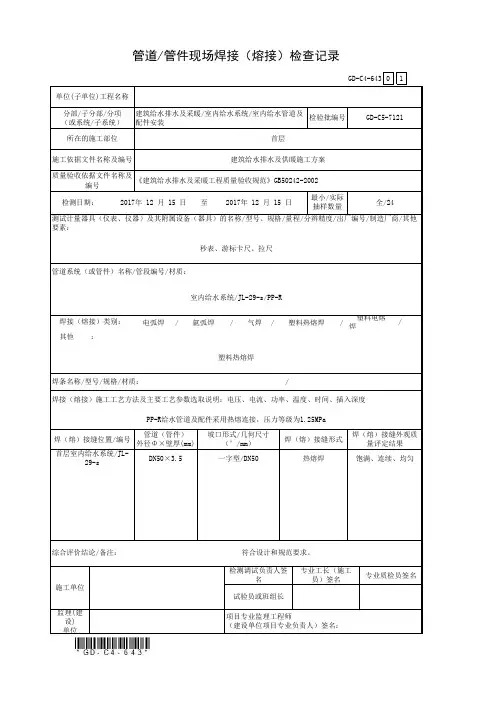
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
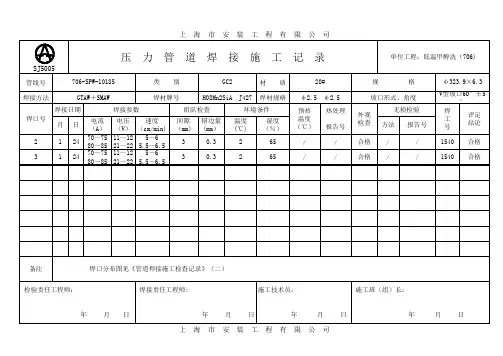
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。

压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。