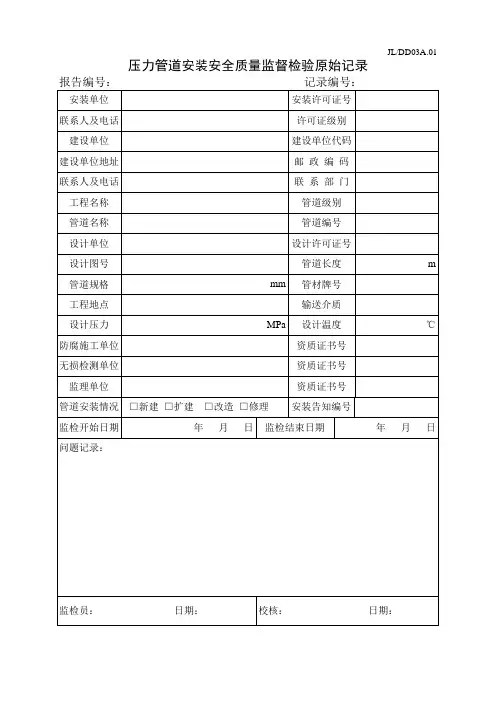
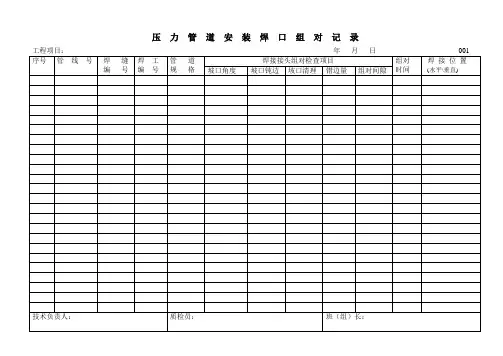
压力管道安装焊口组对记录卡
- 格式:docx
- 大小:408.40 KB
- 文档页数:3
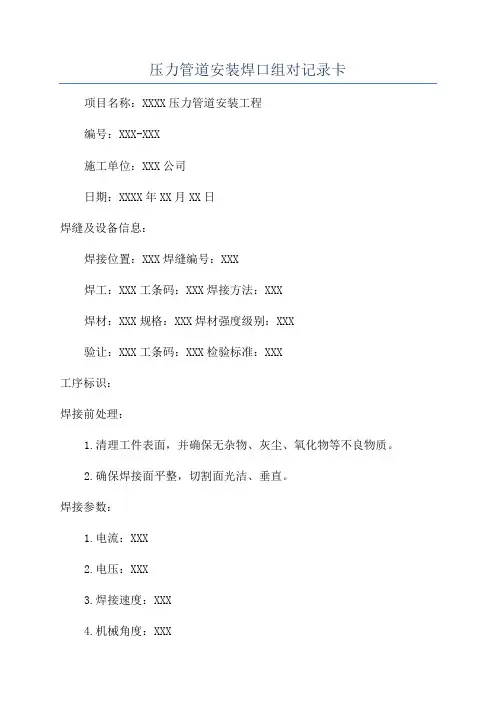
压力管道安装焊口组对记录卡项目名称:XXXX压力管道安装工程编号:XXX-XXX施工单位:XXX公司日期:XXXX年XX月XX日焊缝及设备信息:焊接位置:XXX焊缝编号:XXX焊工:XXX工条码:XXX焊接方法:XXX焊材:XXX规格:XXX焊材强度级别:XXX验让:XXX工条码:XXX检验标准:XXX工序标识:焊接前处理:1.清理工件表面,并确保无杂物、灰尘、氧化物等不良物质。
2.确保焊接面平整,切割面光洁、垂直。
焊接参数:1.电流:XXX2.电压:XXX3.焊接速度:XXX4.机械角度:XXX5.焊接时间:XXX工艺评定:焊接工艺评定编号:XXX做过焊接工艺评定:是/否工艺评定状态:合格/不合格评定报告编号:XXX焊缝记录:1.焊接材料:管道材料牌号、长度、直径等信息。
2.焊缝类型:焊缝种类、焊缝几何尺寸等信息。
3.焊接位置:具体焊接的位置,包括焊缝编号。
4.焊接日期:具体的焊接日期。
5.焊接工艺规程:焊接工艺规程编号、版本等信息。
6.焊工信息:焊工姓名、工号、证书编号等信息。
7.焊接设备:焊接设备编号、名称等信息。
8.焊接参数:焊接电流、电压、速度、机械角度、焊接时间等信息。
9.焊接检验:焊缝质量检验结果及记录、焊接工艺评定证书编号等信息。
10.备注:对焊缝进行特殊要求或其他需要记录的情况。
焊接记录:1.焊缝号:每个焊缝的唯一编号。
2.焊工编号:进行焊接工作的焊工工号。
3.设备编号:用于焊接的设备编号。
4.焊接日期:焊接工作完成的具体日期。
5.焊接材料:焊接管材的牌号、长度、直径等信息。
6.焊接位置:焊接的具体位置,包括焊缝编号。
7.焊接参数:焊接工艺规程中规定的焊接参数。
8.焊接结果:焊缝的质量评定结果。
9.检验结果:针对焊接缺陷的检验结果。
10.检验标准:检验依据的相关标准。
备注:在每次焊接工作完成后,应及时填写相关信息,确保焊接工作的质量和安全性。
以上是一个压力管道安装焊口组对记录卡的示例,您可以根据具体的项目要求和实际情况进行调整和完善。
山东*****安装公司********设备及管道安装工程压力管道安装竣工技术资料安装公司:************有限公司日期:2011年08月压力管道安装质量证明安装公司:**********日期:2011年08月图纸会审建设单位济南维维乳业有限公司施工单位山东四方安装工程有限公司工程名称灭菌锅、储气罐及附属管道安装工程会审地点办公室会审图纸名称会审时间2011-04-03 1.参加会审人员:建设单位:济南维维乳业有限公司设计单位:山东省环能设计咨询院有限公司施工单位:山东四方安装工程有限公司2.会审发现问题:经会审:该工程设计图纸符合要求,不存在问题。
3.处理意见和解决办法:按设计图纸施工。
工程名称灭菌锅、储气罐及附属管道安装工程交底时间2011年04月03日单位工程名称交底地点工地现场分项工程名称施工班组设备管道安装组技术交底交底内容:1、组织施工技术人员认真学习设计规定及图纸要求,熟悉国务院颁布的《特种设备安全监察条例》、原劳动部颁发的《压力管道安全监察与管理规定》以及相关技术规范标准等。
2、要求持证工种即焊工、无损检测人员汇总登记表。
3、压力试压时,环境温度不得低于本项目中压力管道各材质要求的最低温度。
如环境温度低于最低温度的,要有措施保证试验的介质不得低于所试的管道材质的最低温度,否则压力试验不得进行。
4、压力表在试验前,应考虑其量程、精度、表盘直径及安装位置等因素,还要有效的校验合格证书。
5、对设计或现场的主动性修改,要按设计单位质保管理手册规定,及时出具有效的设计变更通知书。
6、严格把好材料关,不合格材料不得进场。
7、为保证工程质量,制定施工工资奖惩制度。
8、工程完工,清理现场,邀请质量技术监督部门派人进行验收。
交底人接受交底人审核人工程名称灭菌锅、储气罐及附属管道安装工程交底时间2011年04月03日单位工程名称灭菌锅、储气罐及附属管道安装工程交底地点工地现场分项工程名称灭菌锅、储气罐及附属管道安装工程施工班组设备管道安装组安全交底交底内容及有关事项:(1)施工人员进入施工现场,必须佩带安全帽。
10 竣工验收10.1 当施工单位按合同规定的范围完成全部:工程项目后,应及时向用户(或其指定的工程监理部门)办理交接验收手续。
10.2 单位工程或分部工程进行交接验收时,应由施工工地的技术负责人和用关的专业技术人员会同用户代表,对交验的管道实施现场检查并确认下列内容:10.2.1 工程的范围和包括的内容符合合同规定。
10.2.2 竣工工程符合设计文件、图纸的最终(最新)版的要求及设计部门、用户提出的书面修改文件。
10.2.3 管道系统按照设计文件指定的或现行的国家标准、行业标准进行施工和检验,质量符合要求。
10.3 施工单位应向用户提供下列文件(或相当):10.3.1 当地质量技术监督部门批准本项施工工程的审批表。
10.3.2 管道组成件、支承件的合格证、质量证明书或复验补验报告。
10.3.3 设计修改文件及材料代用报告。
10.3.4 对于100%射线检验的管线,要有准确表明焊缝位置、焊缝编号、焊工代号、无损检测方法,焊缝补焊位置、热处理位置的单线圈。
10.3.5竣工图10.3.6 施工记录和试验报告:10.3.6.1 阀门试验记录。
10.3.6.2 安全阀最终调试记录。
10.3.6.3 隐蔽工程(封闭)记录。
10.3.6.4 管道补偿装置安装记录。
10.3.6.5 焊接记录。
10.3.6.6 热处理报告。
10.3.6.7 管道系统压力试验记录。
10.3.6.8 管道系统吹扫及清洗记录。
10.3.6.9 射线照相检验报告。
10.3.6.10 超声检测报告。
10.3.6.11 磁粉检测报告。
10.3.6.12 渗透检测报告。
Q/GYT-C06-2002 第0次修改10.3.6.13 竣工测量资料。
10.3.6.14 其它检验报告。
焊接工艺作业指导书广东省源天工程公司焊接工艺评定报告广东省源天工程公司注:详图中应指明坡口尺寸、焊接层次和焊接顺序。
焊接工艺卡广东省源天工程公司QT/GYT-02.01-2002 第0次修改YLGD-03焊材库温、湿度记录广东省源天工程公司广东省源天工程公司广东省源天工程公司管道补偿器安装记录广东省源天工程公司固定管架及弹簧支、吊架调整记录广东省源天工程公司管道接地测试记录广东省源天工程公司安全附件安装记录广东省源天工程公司压力表、温度计检查记录广东省源天工程公司管道系统吹扫清洗记录广东省源天工程公司阀门试验记录广东省源天工程公司安全阀最终调试记录广东省源天工程公司管道系统压力试验记录广东省源天工程公司管道气密性试验记录广东省源天工程公司管道防腐工程施工记录广东省源天工程公司。
文件编号:AHTJ-PJK/QR-GD03-2013 记录编号:OPS/GD03-2015-00压力管道安装许可鉴定评审记录申请单位申请类别□首次□复查□升级□增项□场地变更申请级别___________________评审组长评审员评审日期___年_月_日至__月___日发布日期:二O一四年三月一日实施日期:二O一四年三月十五日安徽省特种设备检测院安徽省特种设备检测院1 / 292 / 293 / 294 / 295 / 296 / 29评审人员:申请单位人员确认:年月日7 / 298 / 299 / 2910 / 2911 / 2912 / 2913 / 2914 / 2915 / 29年月日16 / 2917 / 2918 / 2919 / 2920 / 2921 / 29年月日四、压力管道安装持证期间执法情况评审记录22 / 2923 / 29年月日24 / 29注:①在参加考核的责任师的对应序号上标注*;②应当针对不同岗位的要求进行考核。
(一般应当包括以下内容:相关法律、法规、标准,管理知识,本专业知识,自身职责,工作程序要求等。
)③考核结果为符合、不符合④关键岗位人员主要包括质量体系责任人员、专职检查员、安全员等表1:申请单位质量控制系统责任人员确认表(含专业技术人员)25 / 29期:表2:申请单位检验、作业人员确认表26 / 29期:表3:申请单位主要设备、仪器、工具确认表27 / 29期:28 / 2929 / 29。
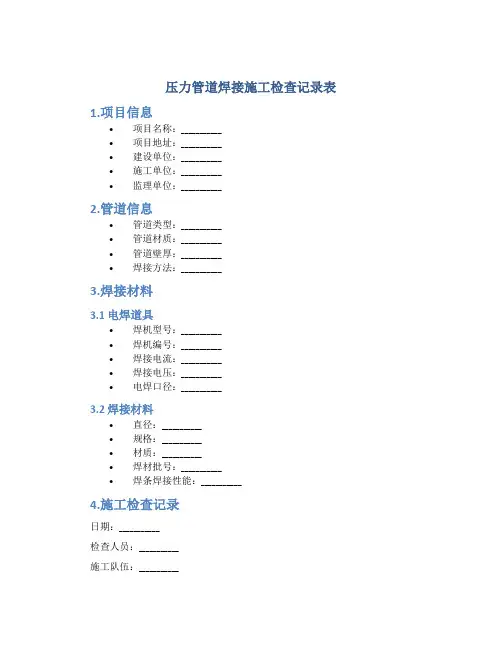
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道安装竣工资料使用单位:攀钢集团攀枝花钢钒有限公司能源动力中心总包单位:/ 设计单位:攀枝花攀钢集团设计研究院有限公司监理单位:/ 安装单位:攀钢集团工程技术有限公司机电工程分公司司检测单位:/ 防腐单位:攀钢集团工程技术有限公司机电工程分公司司绝热单位:/ 监检单位:攀枝花市特种设备监督检验所2012年月日压力管道安装竣工资料目录管道图纸目录.Word 资料管道数据表-.Word 资料压力管道安装质量证明书.Word 资料压力管道安装汇总表填表:日期:审核:技术人员日期:管道组成件质证书及实物检查验收记录Word 资料Word 资料管道组成件清洗脱脂记录报告Word 资料压力管道坡口制作检查记录压力管道焊口组对检查记录法兰(含阀门法兰)安装检查记录Word 资料阀门(含安全阀)安装检查记录Word 资料补偿器安装检查记录Word 资料附属设施及设备安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料支、吊架安装检查记录Word 资料Word 资料管道焊缝外观检查记录压力管道整体运行记录.无损检测报告格式有安装单位自行编制压力管道强度试验、泄漏性试验报告Word 资料管道系统吹扫及清洗记录管道系统吹扫及清洗记录管道绝热施工检查报告工程交接检验书Word 资料压力管道防腐、保温或保冷、涂漆施工记录工程交接检验书.Word 资料安装资质钢管质量证明书焊接材料证明书焊接工艺卡或者作业指导书油漆质量证明书管道元件质量证明书元件制造许可证。
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
工程名称施工单位单位工程名称分部工程名称分项工程名称验收部位项目经理技术负责人检验日期验收执行标准名称及编号检查项目质量要求、允许偏差或允许值(mr)检查结果管节工程材料1防腐层产品质量保证资料齐全,各项性能符合国家标准规定和设计要求主控项目陆上组对拼装管道{段2接口连接和防腐层钢管接口焊接/聚乙烯管熔焊检验质量经验收合格符合设计要求(按GB5028-2008 第五章的相关规定进行检查)管道检验预水压试验合格外观接口连接组对拼装管道(段)沉放施工检验批质量验收记录表GB 50268-2008《给水排水管道工程施工与验收规范》(GB50268-2008)下沉均匀平稳,无轴向扭曲、环向变形和明显轴向突弯水上水下的接口连接质量经检验符合设计要求续上表注:1主控项目、一般项目的检查结果,需用语言描述的项,应按GB50268-2008的要求详实描述。
2主控项目的计数检验项先填写“检验批主控项目计数检验记录表”(G1-1-1 );检验批一般项目计数检验数据较多时,可先填写“检验批一般项目计数检验记录表”(G1-1-2),然后将计数检验结果填写在本表相应的检查结果栏内。
将两表作为本表的附页。
组对拼装管道(段)的沉放施工质量验收标准(GB50268-2008 )742组对拼装管道(段)的沉放应符合下列规定:主控项目1管节、防腐层等工程材料的产品质量保证资料齐全,各项性能检验报告应符合相关国家相关标准的规定和设计要求;检查方法:检查产品质量合格证明书、各项性能检验报告,检查产品制造原材料质量保证资料;检查产品进场验收记录。
2陆上组对拼装管道(段)的接口连接和钢管防腐层(包括焊口、补口)的质量经验收合格;钢管接口焊接、聚乙烯管、接口熔焊检验符合设计要求,管道预水压试验合格;检查方法:管道(段)及接口全数观察,按本规范第5章的相关规定进行检查;检查焊接检验报告和管道预水压试验记录,其中管道预水压试验应按本规范第7. 1. 7条第7款的规定执行。
压力管道安装资料表格**************压力管道安装资料表格目录1、交工资料目录2、图纸会审记录3、图纸会审、设计变更、洽商记录汇总表4、设计变更(洽商)记录5、施工组织设计(施工方案)内部审批表6、施工组织设计(施工方案)报审表7、技术安全交底记录8、告知书9、开工报告10、安装施工日志11、工作联系单12、竣工通知书13、工程竣工验收证书14、工程质量回访单15、工程定位放线记录汇总表16、定位放线记录17、建筑安装工程设备、成品、半成品材料合格汇总表18、设备(开箱)进场验收记录19、材料、成品、半成品验收记录20、合格证贴条21、复印件(或抄件)贴条22、阀门(清洗)试验记录23、高压管件检验录24、高压弯管加记录25、高压管螺纹加记录26、管道安装记录27、弹簧管架安装记录28、管架安装记录29、管段冷紧记录30、流量检测元件安装记录31、管道热伸长记录32、管道隐蔽工程验收记录33、水、气压试验记录34、管道设备冲洗记录35、采暖系统调试记录36、安全阀调整记录37、伸缩制作安装记录38、工序交接记录39、设备基础复检记录40、设备基础隐蔽工程验收记录41、设备单机试运转记录42、安全附件安装检查记录43、防腐施工记录44、绝热施工记录45、隐蔽工程检查记录46、施工现场管理检查记录47、单位(子单位)工程质量竣工验收记录48、分部(子分部)工程验收记录49、分部(子分部)工程安全和功能检查资料核查及主要功能抽查记录50、分部(子分部)工程观感检查记录51、分部工程质量验收记录52、室外供热管道及配件安装工程检验批质量验收记录表53、工艺管道安装工程检验批质量验收记录表54、换热站安装工程检验批质量验收记录表55、施工检查记录56、探伤委托单57、射线探伤报告58、超声波探伤报告(一)(二)59、磁粉探伤报告60、渗透检测报告61、焊缝代(割)样综合检验报告62、X射线拍片原始记录单63、拉伸试验报告64、弯曲试验报告65、断口试验报告66、金相()观检查报告67、冲击试验报告68、焊口硬度测试报告69、光谱分析报告70、着色探伤报告71、焊接工艺卡(一)72、焊接工艺卡(二)73、焊接记录74、焊缝检查外观质量记录75、焊材发放与回收记录76、焊缝热处理报告77、焊缝热处理报告78、焊条(剂)烘干与恒温存放记录79、焊口焊缝返修通知书80、焊接作业指导书81、焊工考试记录表(一)82、焊工考试记录表(二)83、压力管道安装备案申请表84、合同评审记录交工资料目录图纸会审记录图纸会审、设计变更、洽商记录汇总表注:图纸会审、设计变更、洽商记录附后。
附件三广东省源天工程公司压力管道安装质量管理体系记录表格(依据GB/T19001-2000建立)记录表格目录记录表格目录(续)注:除业主、监理、工程所在地质监站等部门有要求使用指定表格外,均应执行以上表格。
焊接工艺作业指导书焊接工艺作业指导书(续)焊接工艺评定报告焊接工艺评定报告(续)焊接工艺卡焊材库温、湿度记录材料检验、入库单焊材检验、入库单材料台帐材料领用单YLGD-08高压管件加工记录管道补偿器安装记录固定管架及弹簧支、吊架调整记录管道接地测试记录安全附件安装记录压力表、温度计检查记录管道系统吹扫清洗记录阀门试验记录安全阀最终调试记录管道系统压力试验记录管道气密性试验记录管道防腐工程施工记录射线探伤报告(一)年月日射线探伤报告(续)YLGD-23年月日射线探伤工艺卡射线探伤工作记录YLGD-25 试件名称:X光机号:委托单位:增感方式:磁粉探伤工艺卡磁粉(或渗透)探伤记录检测人:审核人:年月日磁粉探伤报告超声波探伤报告YLGD-29年月日热处理报告压力管道安装检查记录质量控制点检查记录YLGD-32设计图纸会审记录(一)设计图纸会审记录(二)记录人:设计变更洽商记录项目经理: 经办人:施 工 日 志年 月 日 星期温度:2时 ℃,8时℃,14时 ℃,20时 ℃,日平均 ℃;天气:上午施工员:记录员:第页分项工程质量技术交底卡专业技术负责人:交底人:接受人:设备开箱检查记录隐蔽工程验收记录。
蒸汽管道安装
竣工资料
建设单位:XX路德新材料股份有限公司
检验单位:XX省特种设备检验研究院泰安分院施工单位:XX国辰实业集团有限公司
工程交接检验书
工程概况
项目部安装质量保证体制图
工程开工审请
开工报告
施工组织设计报审表
图纸会审记录
技术交底
技术交底
工程材料/构配件/设备报审表
工程材料/构配件/设备清单
材料、成品、半成品进场验收记录
材料责任师:质检员:材料员:年月日
阀门单体试验记录
阀门安装记录
管道安装记录
项目负责人:质检员:班组长:
焊工登记表
焊材发放与回收记录
焊口组对质量检查记录表
焊接工艺卡
记录人签字:焊接责任师签字:
焊接记录
焊缝外观质量检查记录
焊缝外观质量检查记录
压力管道系统(水压)试验记录
管道系统吹扫及清洗记录
油漆、防腐记录
建设单位代表:施工负责人:质检员:班组长:
工程竣工报验单
工程竣工报告
单线图
建设单位XX路德新材料股份有限公司施工单位XX国辰实业集团有限公司单位工程名称蒸汽管道安装工程施工图号RL-4
建设单位代表:
年月日施工单位签字:
技术员:
年月日
压力管道安装汇总表
填表:日期:项目质量保证师:日期:。
压力管道的安装技术王兵概述压力管道是生产、生活中广泛使用的可能引起燃烧、爆炸或中毒等危险性较大的特种设备。
压力管道的分布极为广泛,凡有流体输送的场合一般都有压力管道。
石油、天然气的长距离输送管道、城镇的燃气和公用动力蒸汽的输送管道,特别是石油、化工工业生产装置中均有大量的压力管道。
因此,对于压力管道安装的技术要求和安装使用的严格规范、监控;对于保障人民生命和国家财产的安全都具有特别重大的意义。
压力管道是生产、生活中使用的可能引起燃烧、爆炸或中毒等危险性较大的特种管道,煤气、天然气管道,长距离石油、天然气管道,管内介质压力达0.1Mpa的管道等,都是压力管道。
如管内是容易引起燃烧、爆炸和强腐蚀的介质,即使常压,该管道仍为压力管道。
压力管道作为一个特殊的项目,有其特定的内容和组成部分,下面介绍一些压力管道中的专业术语,以便更好的理解压力管道的实质和组成。
①管道——由管道组成体和管道支承件组成,用于输送、分配、混合、分离、排放、计量、控制或制止流体流动的管子。
管件、阀门、法兰、垫片、螺栓连接和其他组成件或受压部件的装配完成。
②管道系统——由若干按独立的设计条件组合的管道组成的系统。
③压力管道——包括最高工作压力大于等于0.1Mpa(表压),输送介质为气(汽体)、液化气体、可燃易爆有毒有腐蚀性或最高工作温度高于等于标准沸点的液体的管道;输送介质最高工作压力虽低于0.1Mpa(表压),但符合GB5044《职业性接触毒物质危害程度分级》中规定的毒性程度为极大危害介质和GB50160《石油化工企业设计防火规范》及GBJ16《建筑设计防火规范》中规定的火灾危险性为甲、乙类介质的管道。
④工业管道——企业、事业单位厂房的用于输送工艺介质的工艺管道、公用工程管道和其他辅助管道。
⑤公用管道——城镇范围内用于公用事业或民用的燃气管道和热力管道。
⑥长输管道——产地、储存库、使用单位间的用于输送商品介质的管道。
⑦可燃流体——在生产操作下可以点燃和连续燃烧的气体或可以气化的液体。