第三章品质损失函数.pptx
- 格式:pptx
- 大小:1.06 MB
- 文档页数:10
{品质管理品质知识}质量损失函数质量损失函数日本质量管理学家田口玄一(Taguchi)认为产品质量与质量损失密切相关,质量损失是指产品在整个生命周期的过程中,由于质量不满足规定的要求,对生产者、使用者和社会所造成的全部损失之和。
田口用货币单位来对产品质量进行度量,质量损失越大,产品质量越差;反之,质量损失越小,产品质量越好。
一、质量特性产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、可维修性和环境适应性等。
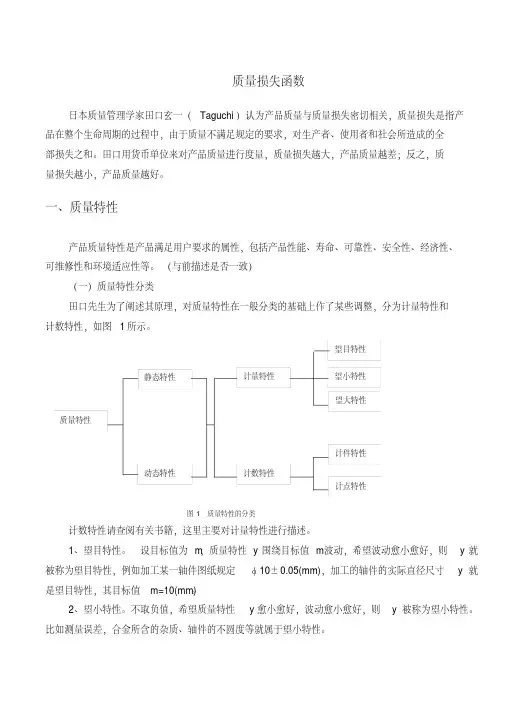
(与前描述是否一致)(一)质量特性分类田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和计数特性,如图1所示。
1、望目特性。
设目标值为m,质量特性y围绕目标值m波动,希望波动愈小愈好,则y就被称为望目特性,例如加工某一轴件图纸规定φ10±0.05(mm),加工的轴件的实际直径尺寸y就是望目特性,其目标值m=10(mm)。
2、望小特性。
不取负值,希望质量特性y愈小愈好,波动愈小愈好,则y 被称为望小特性。
比如测量误差,合金所含的杂质、轴件的不圆度等就属于望小特性。
3、望大特性。
不取负值,希望质量特性y愈大愈好,波动愈小愈好,则y 被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质量特性波动产品在贮存或使用过程中,随着时间的推移,发生材料老化变质、磨损等现象,引起产品功能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性y偏离目标值m,产生波动。
引起产品质量特性波动的原因称为干扰源。
主要有以下三种类型:1、外干扰(外噪声)使用条件和环境条件(如温度,湿度,位置,输入电压,磁场,操作者等)的变化引起产品功能的波动,我们称这种使用条件和环境条件的变化为外干扰,也称为外噪声。
2、内干扰(内噪声)材料老化现象为内干扰,也称为内噪声。
3、随机干扰(产品间干扰)在生产制造过程中,由于机器、材料、加工方法、操作者、计测方法和环境(简称5MIE)等生产条件的微小变化,引起产品质量特性的波动,我们称这种在生产制造过程中出现的功能波动为产品间波动。
田口实验与质量损失函数由日本田口玄一(Genichi Taguchi)所提之品质工程的理念和方法,是将品质改善之重点由制程阶段向前提升到设计阶段,一般称其为离线之品质管制方法(off-line quality control)。
在哲理方面,田口提出品质损失(quality loss)之观念来衡量产品品质,一些不可掌握之杂音(noise)(例如环境因素)造成特性偏离目标值,并因而造成损失。
田口方法的重点在於降低这些杂音对产品品质的影响性,依据稳健性(robustness)之观念,打算可掌握因子的最佳设定,建立产品?制程之设计,以使产品品质不受到杂音因素之影响。
田口方法是日本田口玄一博士创立的,其核心内容被日本视为“国宝”。
日本和欧美等发达国家和地区,尽管拥有先进的设备和优质原材料,仍旧严把质量关,应用田口方法创造出了很多世界知名品牌。
田口方法是一种低成本、高效益的质量工程方法,它强调产品质量的提高不是通过检验,而是通过设计。
其基本思想是把产品的稳健性设计到产品和制造过程中,通过掌握源头质量来抵挡大量的下游生产或顾客使用中的噪声或不可控因素的干扰,这些因素包括环境湿度、材料老化、制造误差、零件间的波动等等。
田口方法不仅提倡充分利用廉价的元件来设计和制造出高品质的产品,而且使用先进的试验技术来降低设计试验费用,这也正是田口方法对传统思想的革命性转变.为企业增加效益指出了一个新方向。
田口方法的目的在于,使所设计的产品质量稳定、波动性小,使生产过程对各种噪声不敏感。
在产品设计过程中,利用质量、成本、效益的函数关系,在低成本的条件下开发出高质量的产品。
田口方法认为,产品开发的效益可用企业内部效益和社会损失来衡量.企业内部效益体现在功能相同条件下的低成本,社会效益则以产品进入消费领域后给人们带来的影响作为衡量指标。
假如,由于一个产品功能波动偏离了抱负目标,给社会带来了损失,我们就认为它的稳健性设计不好,而田口式的稳健性设计恰能在降低成本、削减产品波动上发挥作用。


质量损失函数
质量损失函数是一个损失函数,用来衡量模型在预测过程中拥有的质量,它衡量的是模型的准确性。
质量损失函数由质量指标组成,这些指标可以是数据准确性、预测准确性、生产效率等。
质量损失函数的基本原理是:实际的预测结果与模型期望结果之间的差距,而这个差距应该尽可能的小,从而提升模型预测的效率和准确性。
用来计算质量损失函数的公式可以是任意函数,通常可以用均方差(MSE)来衡量质量损失。
MSE是一种平均偏差的可量化衡量,它表示模型输出值与真实值之间的差距。
另外,贝叶斯损失函数也可以用来衡量质量损失,它是一种按比例降低异常结果的方法,能够较好地衡量模型的质量。
在实际的机器学习和数据挖掘系统中,质量损失函数是一个重要的概念,它能够帮助模型追求更大的精度和准确性。
模型的优化过程需要连续更新质量损失函数,以获得更好的预测结果,这就决定了质量损失函数在机器学习和数据挖掘中的重要性。
质量损失函数日本质量管理学家田口玄一(Taguchi)认为产品质量与质量损失密切相关,质量损失是指产品在整个生命周期的过程中,由于质量不满足规定的要求,对生产者、使用者和社会所造成的全部损失之和。
田口用货币单位来对产品质量进行度量,质量损失越大,产品质量越差;反之,质量损失越小,产品质量越好。
一、质量特性产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、可维修性和环境适应性等。
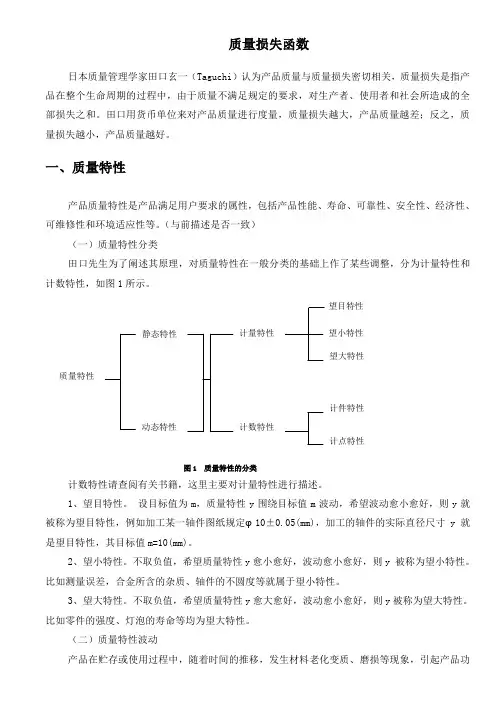
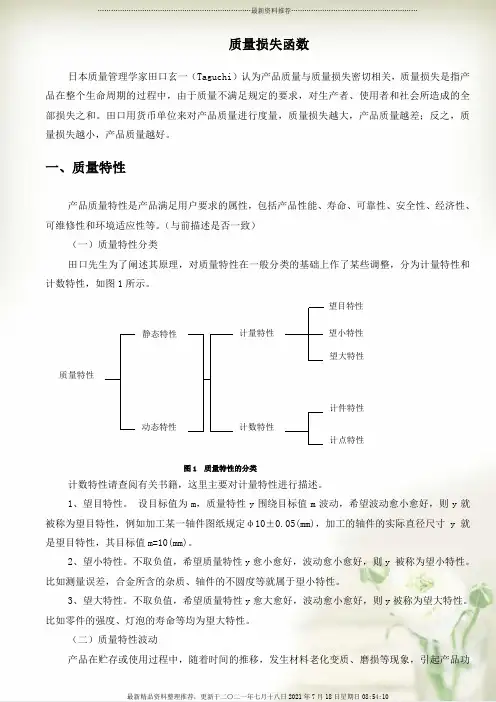
(与前描述是否一致)(一)质量特性分类田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和计数特性,如图1所示。
图1 质量特性的分类计数特性请查阅有关书籍,这里主要对计量特性进行描述。
1、望目特性。
设目标值为m,质量特性y围绕目标值m波动,希望波动愈小愈好,则y就被称为望目特性,例如加工某一轴件图纸规定φ10±0.05(mm),加工的轴件的实际直径尺寸y就是望目特性,其目标值m=10(mm)。
2、望小特性。
不取负值,希望质量特性y愈小愈好,波动愈小愈好,则y 被称为望小特性。
比如测量误差,合金所含的杂质、轴件的不圆度等就属于望小特性。
3、望大特性。
不取负值,希望质量特性y愈大愈好,波动愈小愈好,则y被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质量特性波动产品在贮存或使用过程中,随着时间的推移,发生材料老化变质、磨损等现象,引起产品功能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性y偏离目标值m,产生波动。
引起产品质量特性波动的原因称为干扰源。
主要有以下三种类型:1、外干扰(外噪声)使用条件和环境条件(如温度,湿度,位置,输入电压,磁场,操作者等)的变化引起产品功能的波动,我们称这种使用条件和环境条件的变化为外干扰,也称为外噪声。
2、内干扰(内噪声)材料老化现象为内干扰,也称为内噪声。
3、随机干扰(产品间干扰)在生产制造过程中,由于机器、材料、加工方法、操作者、计测方法和环境(简称5MIE)等生产条件的微小变化,引起产品质量特性的波动,我们称这种在生产制造过程中出现的功能波动为产品间波动。
质量损失函数日本质量管理学家田口玄一(Taguchi )认为产品质量与质量损失密切相关,质量损失是指产品在整个生命周期的过程中,由于质量不满足规定的要求,对生产者、使用者和社会所造成的全部损失之和。
田口用货币单位来对产品质量进行度量,质量损失越大,产品质量越差;反之,质量损失越小,产品质量越好。
一、质量特性产品质量特性是产品满足用户要求的属性,包括产品性能、寿命、可靠性、安全性、经济性、可维修性和环境适应性等。
(与前描述是否一致)(一)质量特性分类田口先生为了阐述其原理,对质量特性在一般分类的基础上作了某些调整,分为计量特性和计数特性,如图1所示。
图1 质量特性的分类计数特性请查阅有关书籍,这里主要对计量特性进行描述。
1、望目特性。
设目标值为m ,质量特性y 围绕目标值m 波动,希望波动愈小愈好,则y 就被称为望目特性,例如加工某一轴件图纸规定φ10±0.05(mm),加工的轴件的实际直径尺寸y 就是望目特性,其目标值m=10(mm)。
2、望小特性。
不取负值,希望质量特性y 愈小愈好,波动愈小愈好,则y 被称为望小特性。
比如测量误差,合金所含的杂质、轴件的不圆度等就属于望小特性。
3、望大特性。
不取负值,希望质量特性y 愈大愈好,波动愈小愈好,则y 被称为望大特性。
比如零件的强度、灯泡的寿命等均为望大特性。
(二)质量特性波动产品在贮存或使用过程中,随着时间的推移,发生材料老化变质、磨损等现象,引起产品功质量特性 静态特性动态特性计量特性计数特性望目特性望小特性 望大特性计件特性计点特性能的波动,我们称这种产品由于使用环境,时间因素,生产条件等影响,产品质量特性y偏离目标值m,产生波动。
引起产品质量特性波动的原因称为干扰源。
主要有以下三种类型:1、外干扰(外噪声)使用条件和环境条件(如温度,湿度,位置,输入电压,磁场,操作者等)的变化引起产品功能的波动,我们称这种使用条件和环境条件的变化为外干扰,也称为外噪声。

六西格玛工具箱之质量损失函数六西格玛工具箱之质量损失函数质量特性的波动(即产品性能相对设计目标值的偏离)是引起质量损失和质量问题的原因,田口博士建立了质量损失函数,以描述质量损失与质量波动之间的关系。
质量损失QL(Quality Loss)是质量特性y的函数。
不同的产品和不同的质量特性对应不同的质量损失曲线。
当产品性能恰好为目标值m时,质量损失最小,相对值可定义为零。
产品性能偏离目标值越远,质量损失越大。
质量损失函数L(y)的图象为一条曲线,在y=m处有极小值零。
假定L(y)在y=m处存在二阶导数,可将L(y)在y=m处展开成泰勒级数,考虑L(y)=0,L,(m)=0,并忽略高阶无穷小,L(y)可简化为式中k=L,,(m)/2!为不依赖于y的常数。
因此质量损失函数的图像在y=m附近近似地等于一条抛物线。
j(y)为一批产品的性能概率分布密度函数,其均值为μ,标准差为σ,则这批产品的质量损失的数学期望为?????? 当随机变量y服从正态分布N(μ,σ2)时,由(1-8)式可得 ?????? ??????可见质量损失的数学期望L与产品性能方差σ2、平均波动的平方(μ-m)2和损失系数k有关。
?????? σ2和(μ-m)2决定了曲线j(y)的形状与位置,而k 则决定了质量损失函数L(y)的形状。
健壮设计的目标有两个,一个目标是使[s2+(m-m)2]最小,即曲线j(y)很陡且均值接近m,另一个目标是使k最小,即曲线L(y)很平坦,从而使产品的质量损失最小。
六西格玛工具箱之因果图因果图又叫“石川馨图”,也称为鱼刺图、特性要因图等。
它是利用“头脑风暴法”,集思广益,寻找影响质量、时间、成本等问题的潜在因素,然后用图形形式来表示的一种十分有用的方法,它揭示的的是质量特性波动与潜在原因的关系。
因果图有三个显著的特征: 是对所观察的效应或考察的现象有影响的原因的直观的表示; 这些可能的原因的内在关系被清晰地显示出来; 内在关系一般是定性的和假定的。

损失函数-详解损失函数(Loss Function)目录• 1 什么是损失函数• 2 常见的损失函数• 3 损失函数的应用• 4 损失函数的公式• 5 损失函数的相关案例o 5.1 案例一• 6 相关条目什么是损失函数损失函数是指一种将一个事件(在一个样本空间中的一个元素)映射到一个表达与其事件相关的经济成本或机会成本的实数上的一种函数,较常运用在统计学,统计决策理论和经济学中。
损失函数参数的真值为(θ),决策的结果为d,两者的不一致会带来一定的损失,这种损失是一个随机变量,用L(θ,d)表示。
常见的损失函数常见的损失函数有L(θ,d) = c(θ −d)2(称为二次损失函数)和L(θ,d) = c| θ −d | (称为绝对损失函数)。
损失函数的应用损失函数是描述系统在不同参数(parameter)值之下的损失。
要应用损失的函数,其损失必须是通过某种媒介可以衡量的。
损失函数在实践中最重要的运用,在于协助我们通过过程的改善而持续减少目标值的变异,并非仅仅追求符合逻辑。
现在举个例子:某个工厂人员的产出,以每小时多少元来计算,而损失函数所显示的,是产出以室内通风条件而改变的情形。
厂内工作的每个人,都有自己的损失函数。
为了简化说明,假设每个人的损失函数均为一条抛物线,其底部一点代表产出值最大时的通风条件,把所有人员的损失函数进行叠加,公司整体的损失函数也必然是一条抛物线。
如果通风条件偏离这个最佳水准,就会有额外损失发生。
当该抛物线与横轴相切时,切点的左右各有一小段与横轴几近重合。
也就是说,由最适点偏离一小短距离,损失小到可以忽略不计。
因此,当室内通风条件稍稍偏离均衡点,发生的损失可以忽略不计。
但是远离均衡点时,总是有人必须支付这损失。
如果我们能够导出有具体数字的损失函数,我们就可以计算出最优均衡点,在均衡点中最适合的通风条件如何,以及达到要求的费用支出是多少。
损失函数的公式随着服务偏离目标值,损失会递增。