焊接看板资料
- 格式:ppt
- 大小:11.22 MB
- 文档页数:24
焊接工艺手册样本概述本手册旨在介绍以下内容:- 焊接的定义和基本原理- 焊接的分类及应用- 焊接工艺的基本流程- 常见焊接缺陷及其预防措施- 特殊焊接工艺的介绍焊接的定义和基本原理焊接是将两个或两个以上的金属或非金属材料通过加热、高温作用,使其在一定压力下接合成为一个整体的技术。
其基本原理为通过高温状态下金属表面的熔化与热膨胀可获得一定的焊接强度。
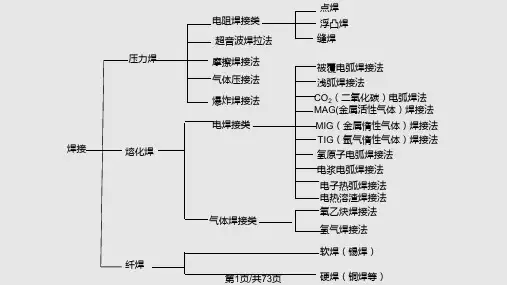
焊接的分类及应用焊接按照接合材料的不同可分为金属焊接和非金属焊接。
金属焊接按照结构分类又可以分为点焊、气焊和埋弧焊等。
非金属焊接按照加热方式分类又可以分为激光焊接、等离子焊接和电弧焊接等。
在工业制造领域,焊接技术广泛应用于制造行业、航空航天工业、建筑工程、汽车制造和电子工业等领域。
焊接工艺的基本流程焊接的基本流程一般包含以下步骤:1. 焊接前准备工作:包括焊材、焊接设备、工具等的准备和工作环境的检查与整理。
2. 焊接地备:即将需要焊接的材料表面进行打磨、清洗、除污等处理,以保证焊接质量。
3. 焊接操作:将工作电源接通后逐步进行焊接操作,包括对焊接材料加热后的处理和焊接接头处的保护。
4. 焊接检查:通过焊接前的准备和焊接质量等方面的检查,保证焊接质量和产品的使用寿命。
常见焊接缺陷及其预防措施焊接过程中常见的焊接缺陷包括焊接裂纹、未焊透、变形、气孔等。
针对这些缺陷,应采取以下预防措施:1. 做好焊接前的准备工作,保证焊接条件和环境符合标准。
2. 控制好焊接参数,如电压、电流等,并严格按照焊接工艺规范进行操作。
3. 加强质量检查,对焊接材料和产品进行全面的检查和测试。
4. 加强对操作人员的培训和管理,提高技能水平和安全意识。
特殊焊接工艺的介绍特殊焊接工艺主要包括激光焊、等离子焊等,这些技术通常用于需要高精度、高质量的金属制品生产。
对于这些特殊焊接工艺,需要按照相关的工艺规范和操作指南进行操作,并进行全面的质量检查和测试。
总之,焊接技术在现代工业生产中起着重要的作用,掌握好焊接技术并采取有效的预防措施,能使焊接工作更加精准和安全。

焊接工艺看板序号WPS NO.简图母材等级焊材等级焊接方法电流极性适用位置焊层焊接电流(A )电弧电压(V )气体流量(L/Min)焊接速度(mm/min)覆盖板厚(mm )1JYN086000/1aA-D AH32-DH32AH36-DH36AWS A5.1 E7015GB/T5117 E5015等级3YH10例:CHE50手工焊条电弧焊SMAW 焊条(+)DCEP平焊 1G打底层180-20038-40∕150-2509-36填充层180-20038-40150-250盖面层180-20038-40150-2502JYN086000/2a焊条(+)DCEP横焊 2G打底层180-20038-40∕150-2509-36填充层180-20038-40150-250盖面层180-20038-40150-2503JYN086000/3a焊条(+)DCEP立焊 3G (向上)打底层180-20038-40∕150-2509-36填充层180-20038-40150-250盖面层180-20038-40150-2504JYN086000/4a焊条(+)DCEP仰焊 4G打底层180-20038-40∕150-2509-36填充层180-20038-40150-250盖面层180-20038-40150-2505JYN086000/6aA-D AH32-DH32AH36-DH36AWS A5.20 E71T-1CGB/T 10045-2001E501T-1例:PRIMACOREV71PRIMACORE LW71HTW711二氧化碳气体保护焊FCAW焊丝(+)DCEP平焊 1G打底层170-20022-2416-30150-2509-36填充层170-20022-2416-30150-250盖面层170-20022-2416-30150-2506JYN086000/7a焊丝(+)DCEP横焊 2G打底层170-20022-2416-30150-2509-36填充层170-20022-2416-30150-250盖面层170-20022-2416-30150-2507JYN086000/8a焊丝(+)DCEP立焊 3G (向上)打底层170-20022-2416-30150-2509-36填充层170-20022-2416-30150-250盖面层170-20022-2416-30150-2508HT-WPS074A-E AH32-EH32AH36-EH36焊丝(+)DCEP横焊 2G打底层162-19823-2915-25115-33416-50填充层180-25325-3015-25214-586盖面层180-23125-3015-25296-5749HT-WPS075焊丝(+)DCEP立焊 3G (向上)打底层171-20923-2915-2562-7616-50填充层189-25323-2915-2569-145盖面层171-22020-2615-2574-106 10HT-WPS114A-D AH32-DH32AH36-DH36焊丝(+)DCEP仰焊 4G打底层180-21022-2615-25130-1658-32填充层180-21022-2715-25120-165盖面层180-21023-2715-25125-15511HT-WPS078A-E AH32-EH32+ZG235-410AWS A5.20 E71T-1C GB/T 10045-2001E501T-1PRIMACORE LW71焊丝(+)DCEP横焊 2G打底层151-18523-2815-25126-26625-100填充层180-26023-3115-25200-550盖面层185-24825-3115-25221-41912HT-WPS079焊丝(+)DCEP立焊 3G (向上)打底层171-20921-2515-25107-13125-100填充层170-22021-3015-25106-215盖面层170-21022-2615-25136-23913HT-WPS115A-D AH32-DH32AH36-DH36AWS A5.20 E71T-1C GB/T 10045-2001E501T-1PRIMACORE LW71HTW711YC-MYJ502(Q)焊丝(+)DCEP1G+1G正面200-24025-3115-25180-3508-32正面230-25025-3115-25200-320反面200-24025-3115-25180-350反面230-25025-3115-25200-32014HT-WPS116焊丝(+)DCEP1G+4G打底层200-24025-3115-25180-3508-32填充层230-25025-3115-25200-320盖面层230-25025-3115-25200-320打底层180-21023-2715-25120-165盖面层180-21023-2715-25125-15515HT-WPS124焊丝(+)DCEP1F+1F打底层180-21022-2415-25150-2308-32填充层200-24025-3115-25180-350盖面层230-25025-3115-25200-32016HT-WPS125A-E AH32-EH32AH36-EH36焊丝(+)DCEP2F打底层170-20024-2815-25110-33016-64填充层190-24026-3215-25210-590盖面层180-22026-3015-25300-580焊接工艺看板序号WPS NO.简图母材等级焊材等级焊接方法电流极性适用位置焊层焊接电流(A)电弧电压(V)气体流量(L/Min)焊接速度(mm/min)覆盖板厚(mm)17HT-WPS126A-EAH32-EH32AH36-EH36AWS A5.20 E71T-1CGB/T 10045-2001E501T-1PRIMACORE LW71HTW711YC-MYJ502(Q)二氧化碳气体保护焊FCAW焊丝(+)DCEP3F打底层180-21024-2815-2560-7516-64填充层190-25024-2815-2570-145盖面层180-22020-2615-2570-11018HT-WPS127A-DAH32-DH32AH36-DH36焊丝(+)DCEP1F+4F打底层180-21022-2415-25150-2308-32填充层200-24025-3115-25180-350盖面层230-25025-3115-25200-320打底层180-21023-2715-25120-165盖面层180-21023-2715-25125-15519HT-WPS039A-DAH32-DH32AH36-DH36GB/T 10045-2001E501T-1YC-MYJ502(Q)角焊小车焊丝(+)DCEP2F平(横)角焊240-28026-3015-25350-4207-2820HT-WPS108A,AH32, AH36+S31254GB/T 17853E309LT1-1例:GFS-309L二氧化碳气体保护焊FCAW焊丝(+)DCEP立焊 3G (向上)打底层100-14022-3015-2575-1007-28填充层120-18023-3015-2575-140盖面层120-18023-3015-2575-14021HT-WPS109焊丝(+)DCEP 横焊 2G打底层90-14022-3015-2590-1807-28填充层120-18022-3015-25200-550盖面层130-18022-3015-25280-45022HT-WPS110焊丝(+)DCEP 1F打底层140-18025-2915-25180-4206.5-265.5-22填充层120-18022-2915-25160-280盖面层130-18022-2915-25160-28023HT-WPS014A-DAH32-DH32AH36-DH36焊丝AWS A5.17EH14GB/T5293 H10Mn2焊剂GB/T 5293F5A2-H10Mn2例:CHW-S3/CHF101埋弧自动焊SAW焊丝(-)DCRP1G 平焊正面500-60030-37/650-7008-11反面540-63034-38500-60024HT-WPS017A-DAH32-DH32AH36-DH36焊丝(-)DCRP1G 平焊正面打底层500-52032-34/430-45014-56填充层500-55032-35400-460盖面层500-55032-35400-4601G 平焊反面打底层500-55032-35450-500填充层500-60034-38450-500盖面层450-55033-37500-55025JYN086000/5a焊丝(+)DCEP 1G 平焊正面打底层550-60038-40/150-2509-36盖面层550-60040-42150-2501G平焊反面盖面层600-65042-45150-25026HT-WPS015A-DAH32-EH32AH36-EH36焊丝(-)DCRP1G 平焊正面580-66033-38/700-78010-15反面600-70036-40450-55027NHT-WPS060A-D AH32-DH32AH36-DH36CO2 焊FCAW焊丝(+)DCEP1G 平焊打底层180-19830-3415-25193-24013-52填充层240-26434-3915-25385-480SAW填充层600-66032-37/555-690盖面层700-77033-38500-625一、装配及焊前要求1. 焊前必须对焊接部位及其两侧20mm范围内除锈、氧化物、水分及油污等,并按装引、熄弧板,自动焊尺寸为150x150mm,其他焊接方法时尺寸为100x100mm,引、熄弧板的板厚与母板之差不大于2mm。

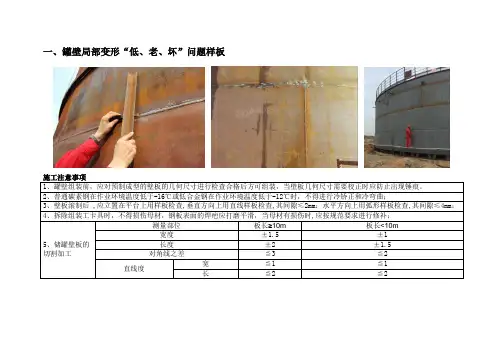
一、罐壁局部变形“低、老、坏”问题样板1、罐壁组装前,应对预制成型的壁板的几何尺寸进行检查合格后方可组装,当壁板几何尺寸需要校正时应防止出现锤痕。
2、普通碳素钢在作业环境温度低于-16℃或低合金钢在作业环境温度低于-12℃时,不得进行冷矫正和冷弯曲;3、壁板滚制后 ,应立置在平台上用样板检查,垂直方向上用直线样板检查,其间隙≤2mm;水平方向上用弧形样板检查,其间隙≤4mm;4、拆除组装工卡具时,不得损伤母材,钢板表面的焊疤应打磨平滑,当母材有损伤时,应按规范要求进行修补;5、储罐壁板的切割加工测量部位板长≥10m板长<10m宽度±1.5 ±1长度±2 ±1.5对角线之差≦3 ≦2直线度宽≦1 ≦1长≦2 ≦2二、罐壁局部防变形标准样板施工注意事项1、壁板组装时,应保证内表面齐平;2、罐壁组装要求底圈壁板或倒装法施工顶圈壁板要求相邻两壁板上口水平的允许偏差≤2mm,在整个圆周上任意两点水平的允许偏差≤6mm;壁板的垂直度≤3mm;罐壁焊接后,壁板内表面任意点的半径允许偏差应符合规范要求;其他各圈壁板要求其他各圈壁板的垂直度≤该圈壁板高度的0.3%;3、壁板组装时错边量(mm)纵向焊缝:采用焊条电弧焊,当壁板厚度小于或等于10mm时,错边量≤1mm;当壁板厚度>10mm时,错边量≤板厚的0.1倍,且≤1.5mm;环向焊缝:采用焊条电弧焊时,当上圈壁板厚度小于或等于8mm时,任何一点的错边量均≤1.5mm:当上圈壁板厚度>8mm 时,任何一点的错边量均≤板厚的0.2倍,且≤2mm;4、罐壁的局部凹凸变形允许值(mm)板厚δ(mm)罐壁的局部凹凸变形(mm)δ≤12 ≤1512<δ≤25 ≤13 δ>25 ≤10一、罐壁板组焊“低、老、坏”问题样板施工注意事项:1、焊缝坡口的加工应平整,不得有夹渣、分层、裂纹等缺陷;2、应去除火焰及等离子切割坡口产生的表面硬化层;3、储罐组装前,应将构件的坡口和搭接部位的铁锈、水分及污物清理干净;4、储罐组装的坡口形式及组对尺寸用符合焊接工艺指导书要求坡口型式V型组对间隙(mm) 1.0mm~2.0mm坡口钝边(mm) 0~2.0mm5、焊缝棱角度要求板厚δ(mm)棱角度允许值(mm)δ≤12mm ≤12mm12<δ≤25mm ≤10mmδ>25mm ≤8mm二、罐壁板组焊标准样板施工注意事项:1、焊接接头的坡口型式和尺寸,设计文件无要求时,应符合现行国家标准规定要求;2、罐壁纵缝气电立焊及环缝理弧型的对接接头型纵缝气电立焊的对接接头,罐壁厚度小于或等于24mm时宜采用单面坡口,罐壁厚度大于24mm时宜采用双面坡口,接头间隙宜为4mm~6mm,钝边不宜大于2mm.坡口宽度宜为16mm~18mm;双面坡口可采用不对称坡表头:施工现场三标看板表底:中石化胜利油建工程有限公司储罐施工看板倒装法储罐安装流程:材料进场报验→材料预制→罐底组焊→罐壁组装→防变形设置→罐壁焊接→罐顶组焊→罐壁组装→防变形设置→罐壁焊接→其他壁板组焊及附件安装→上水沉降→防腐保温→竣工验收一、材料进场报验检验1、储罐建造选用的材料和附件,必须具有质量合格证明书,并应符合设计文件的规定,钢板和附件上应有清晰的产品标识;2、焊条、焊丝焊剂及保护气体等焊接材料应具有质量合格证明书,除应符合规范要求;3、施工前,应对钢板逐张进行外观检查,质量应符合设计文件和现行国家标准的有关规定;4、钢板表面局部减薄量、划痕深度与钢板实际厚度负偏差之和应符合设计文件要求,且不应大于相应钢板标准的允许负偏差值;钢板表面锈蚀减薄量、划痕深度与钢板实际负偏差之和应符合下表的规定钢板厚度(mm) 4 6 8-16允许编差(mm)-0.3 -0.6 -0.8一、罐底板预制1、底板预制前,要根据图样要求及实际到板的规格绘制排板图并报审;2、罐底的排板直径,按设计直径放大0.1%;3、中幅板的宽度不得小于1m,长度不得小2m;4、底板任意相邻焊缝之间的距离不得小于300mm;二、罐底板组装1、罐底板铺设a)中心带板铺完后,以基础00,900,1800,2700四个点为基准,将基础上的十字中心线返到中心带板上;b)铺设中心带板两侧大板:从中间分别向两端铺设,边铺边进行点焊固定。
CO2气保焊机典型故障及排除方法KR系列 CO2气保焊机典型故障及排除方法一.焊机故障原因KR系列 CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。
众所周知,电焊机不同于家电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。
究其产生故障的原因,从维修的角度看不外乎以下三种:1.内部原因2.外部原因3.人为原因具体来说造成电焊机故障的内部原因主要是:1. P板上的元器件损坏。
2.晶闸管模块损坏。
3.接触器、控变损坏。
4.主变、电抗器等器件损坏。
5.电流互感器损坏。
6.输入组件损坏。
造成电焊机故障的外部原因主要是:1.外电波动较大,其波动范围超过了焊机正常工作所允许电压范围 380V±10% 。
2.送丝机控制电缆损伤。
3.输入、输出电缆连接不牢固。
4. CO2气体不纯。
5.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。
6.动物(蛇、老鼠等)进入机内。
7.其它金属异物进入机内。
造成电焊机故障的人为原因主要是:1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。
2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。
3.修理中 P板上的电位器调乱,或将保险插错位置。
对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。
二.故障检修的程序与注意事项故障检修的程序:第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速是否受调确认故障现象。
第二步:根据故障现象推断故障所在的范围。
第三步:通过分析、检查、测试等手段找出故障点。
第四步:用合格的部品更换损坏品或用其它手段排除故障。
2.检修时的注意事项:检修的目的是迅速准确地排除故障,尽快使焊机投入正常使用。
焊接缺陷样件看板CO2气保焊机典型故障及排除方法KR系列 CO2气保焊机典型故障及排除方法一.焊机故障原因KR系列CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。
众所周知,电焊机不同于家电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。
究其产生故障的原因,从维修的角度看不外乎以下三种:1.内部原因2.外部原因3.人为原因具体来说造成电焊机故障的内部原因主要是:1. P板上的元器件损坏。
2.晶闸管模块损坏。
3.接触器、控变损坏。
4.主变、电抗器等器件损坏。
5.电流互感器损坏。
6.输入组件损坏。
造成电焊机故障的外部原因主要是:1.外电波动较大,其波动范围超过了焊机正常工作所允许电压范围380V±10% 。
2.送丝机控制电缆损伤。
3.输入、输出电缆连接不牢固。
4. CO2气体不纯。
5.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。
6.动物(蛇、老鼠等)进入机内。
7.其它金属异物进入机内。
造成电焊机故障的人为原因主要是:1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。
2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。
3.修理中 P板上的电位器调乱,或将保险插错位置。
对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。
二.故障检修的程序与注意事项故障检修的程序:第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速是否受调确认故障现象。
第二步:根据故障现象推断故障所在的范围。
第三步:通过分析、检查、测试等手段找出故障点。
第四步:用合格的部品更换损坏品或用其它手段排除故障。
2.检修时的注意事项:检修的目的是迅速准确地排除故障,尽快使焊机投入正常使用。