数控铣实操考试试题及评分表
- 格式:doc
- 大小:88.00 KB
- 文档页数:4
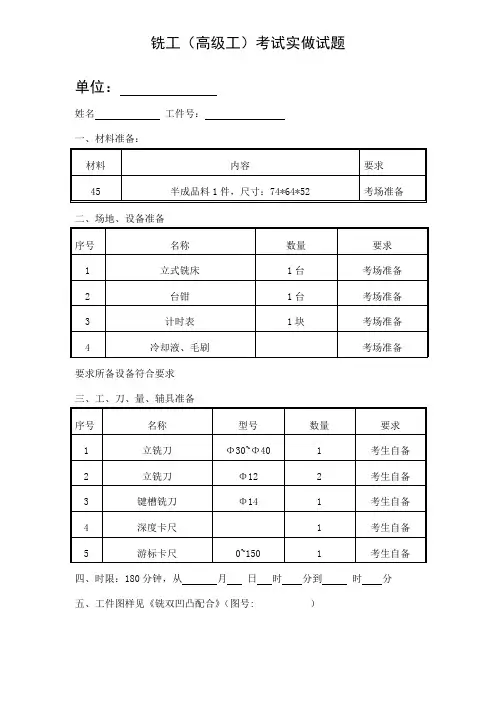
铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号: )六、考核要求(1) 考核内容 配合间隙0.10mm,05.0014+mm,005.014- mm,对称度0.05mm,垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
(2) 工时定额 180分钟(3) 安全文明生产 1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:铣工(高级工)考试实做试题(二)单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣台阶斜面》(图号: )六、考核要求14+mm,10±0.135mm,12±0.135mm,对称度0.15mm,(1)考核内容1)25±0.065mm,11.00.12mm,垂直度0.08mm作为评分主要项目,表面粗糙应达到图样要求。
2)斜面铣削不准使用角度铣刀。
(2)工时定额180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工场地整洁;工件,工具摆放整齐。
(4)考件有严重缺陷不予评分考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:。
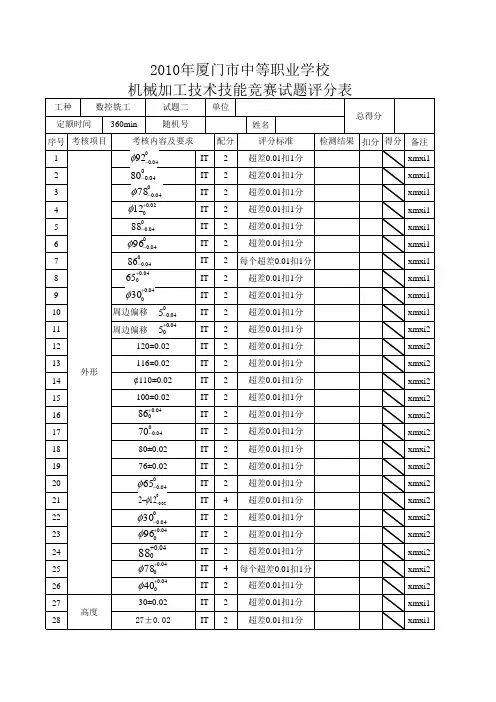
2010年厦门市中等职业学校29xmxi130xmxi131xmxi132xmxi133xmxi134xmxi235xmxi236xmxi237xmxi238xmxi239xmxi240xmxi241xmxi242两件434445464748高度5±0.02IT1超差0.01扣0.5分13±0.02倒角形位公差超差不得分40.53文明生产其他项目①未注公差尺寸按IT13。
②工件必须完整,考件局部无缺陷(夹伤等)。
③扣分不超过10分。
4超差0.01扣1分3.5每处降一级扣0.5分按有关规定每违反一项从总分中扣3分,发生重大事故取消竞赛。
扣分不超过10分。
定额时间:360分钟,到时间停止加工。
不合格不得分1X45°IT以上各项尺寸未达精度要求,但已加工可得该项1/3分。
IT 2超差0.01扣1分4±0.02(孔深)IT 2超差0.01扣1分7±0.02IT 2超差0.01扣1分8±0.02IT 2超差0.01扣1分4±0.02(圆角高)IT 30±0.02IT 2超差0.01扣1分2超差0.01扣0.5分7±0.02IT 1超差0.01扣1分19±0.02IT 2超差0.01扣1分4±0.02(圆弧槽)IT 3±0.02IT 1超差0.01扣0.5分2超差0.01扣0.5分2-4±0.02(台阶)IT2超差0.01扣0.5分IT 单边配合间隙0.03mm IT 轮廓形面配合间隙0.06mm超差一件扣2分记录员IT1.6Ra(7处)粗糙度两件过渡配合配合检验员评分人IT 4超差0.01扣1分。
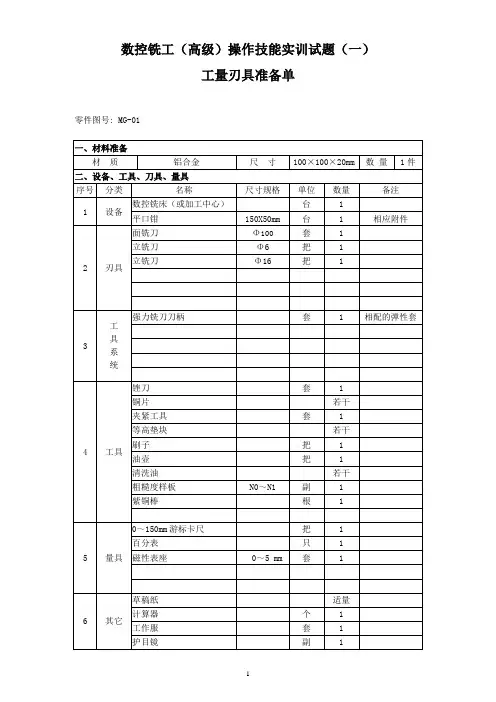
工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
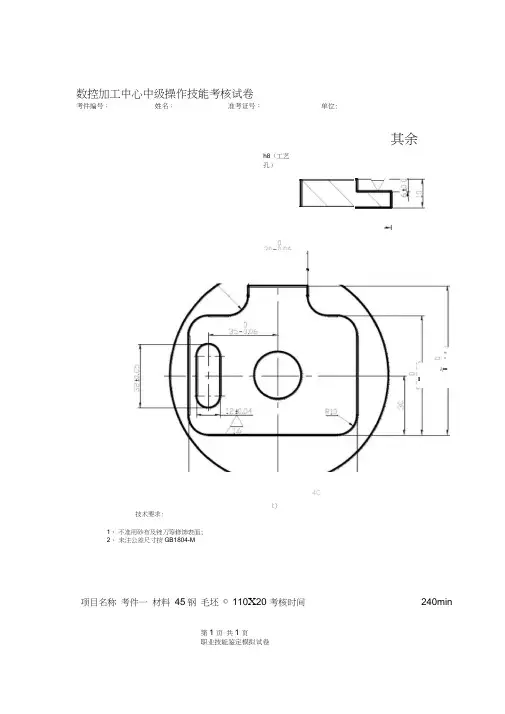
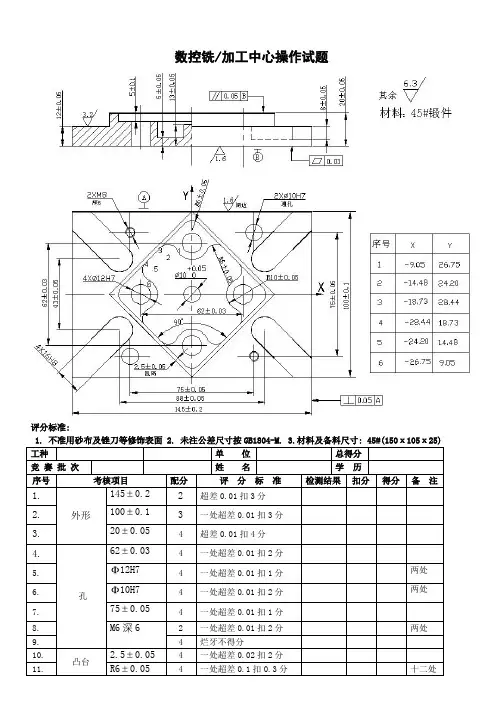
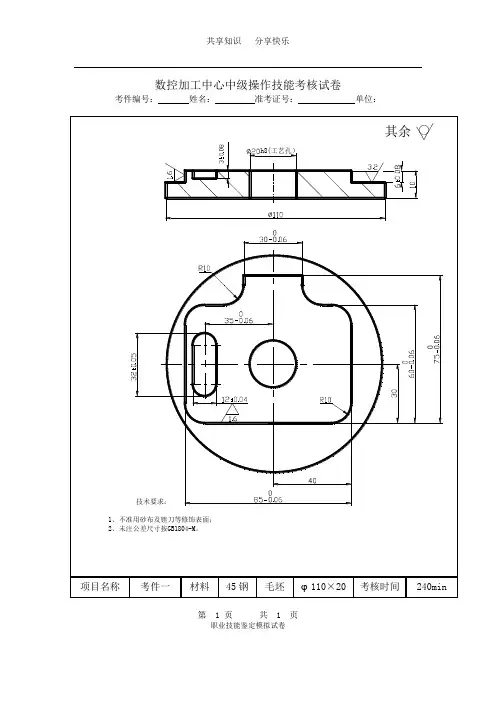
数控加工中心中级操作技能考核试卷考件编号:姓名: 准考证号: 单位:第1 页 共1 页职业技能鉴定模拟试卷技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M项目名称 考件一 材料 45钢 毛坯 © 110X 20 考核时间240minh8(工艺孔)其余4C=• —J.It)数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:第1 页共1 页数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________1、 不准用砂布及锉刀等修饰表面;项目名称考件三材料 45钢 毛坯© 110X 20 考核时间240mi n技术要求:G^.58±o.oe8口£常9410T6第1 页共1 页项目名称 考件五 材料 45钢 毛坯100X 100X 20 考核时间280min技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控加工中心中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________B3 •花-0.064- ©10X 10gpc —slB=C034.03o4-R15HO-Uc项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:项目名称 考件六 材料 45钢 毛坯 © 110X 20考核时间 240mi n职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号. 姓名: 准考证号: 单位:其余tch8(技术要求: _ ______________ 弘2工91、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n第1页共1 页项目名称 考件一 材料 45钢毛坯© 110X 20考核时间 240min第1 页 共1 页职业技能鉴定模拟试卷1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位:其余V幸h8(工艺孔)技术要求:数控铣工中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一工量具清单职业技能鉴定模拟试卷职业技能鉴定模拟试卷 2数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: ____________项目名称考件二 材料 45钢毛坯© 110X 20 考核时间240mi n第页 共页其余0丸山8(1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件二评分表考件编号:_________ 姓名:____________ 准考证号:__________________ 单位:____________职业技能鉴定模拟试卷3数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ___________ 准考证号: ___________________ 单其余第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件三评分表考件编号: _________ 姓名: ____________ 准考证号: _________________ 单位:__________________1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M项目名称考件三 材料45钢 毛坯© 110X 20 考核时间240min鮎「7"*技术要求:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: _____________ 准考证号: _________________ 单位: _________________技术要求:1、 不准用砂布及锉刀等修饰表面;项目名 称考件四 材料 45钢 毛坯© 110X20考核时 间240mi n第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核考件四评分记录表考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________其余<3118BO O?寸口62,58±0.C8第1 页 共1 页 职业技能鉴定模拟试卷职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________项目名称考件五 材料45钢 毛坯© 110X 20考核时 间240min-技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-M数控铣工中级操作技能考核试卷考件五评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号:_________________ 单位: __________________其余V7<ir30:,技术要求:刖心曲1、不准用砂布及锉刀等修饰表面;2、未注公差尺寸按GB1804-M项目名称考件六材料45钢毛坯© 110X 20 考核时间240mi n第1 页共1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件六评分表考件编号:_________ 姓名:____________ 准考证号:__________________ 单位:_________________职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号: _________ 姓名: ____________ 准考证号:__________________ 单位: _________________项目名称 考件七 材料 45钢 毛坯 71X 71X 20 考核时间300min第1 页 共1 页 职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件七评分表考件编号: _________ 姓名: ____________ 准考证号: __________________ 单位: _________________序号项目考核内容配分 评分标准 检测结果 扣分 得分 备注71t .2技术要求:1、 不准用砂布及锉刀等修饰表面;2、 未注公差尺寸按GB1804-MA15.974BCB 14,19^ ® ■泗E 13.419F12J655-38.437oc5R3,7P职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号.姓名:准考证号:单位:监考人文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。
数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页数控加工中心中级操作技能考核试卷考件五评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控加工中心中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页数控加工中心中级操作技能考核试卷考件六评分表考件编号:姓名:准考证号:单位:数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件一工量具清单职业技能鉴定模拟试卷2数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件二评分表考件编号:姓名:准考证号:单位:数控铣工中级操作技能考核试卷其余考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件三评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核考件四评分记录表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件五评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件六评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件七评分表考件编号:姓名:准考证号:单位:职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件编号:姓名:准考证号:单位:第 1 页共 1 页职业技能鉴定模拟试卷数控铣工中级操作技能考核试卷考件八评分表考件编号:姓名:准考证号:单位:。
学校名称_________________________姓名____________________________高职数控技术专业数控铣能力模块抽测试卷 9注意事 项1. 请在试卷的标封处填写您的所在学校名称、姓名和准考证号2. 考试时间为 180分钟一、数控铣床操作主要工具、量具、刀具准备清单名称 规格(mm) 数量 名称 规格(mm) 数量平口虎钳 开口>100 1 游标万能角度尺 精度 2 / 1 平行垫铁 依钳口高度定 若干 百分表 0-6 1压板及螺栓若干 杠杆百分表 0-1 1 扳手 1 磁力表座 1 手锤 1 高速钢立铣刀 ¢20、¢10 各 1 中齿扁锉 200 1 中心钻 ¢3 1三角锉 200 钻头 ¢8、 ¢10、¢121油石 1 自紧式钻夹头刀柄0-13 1毛刷 1 弹簧或强力铣夹头刀柄1抹布 若干 夹簧 ¢20、¢10 各 1外径千分尺0-25,25-50,50-75,75-100 各 1 深度千分尺 0-25 1 游标卡尺 0-150(精度 0.02) 1二、毛坯准备1. 100×100×23(单位 mm)2. 材料: 45 钢板材3. 要求:平磨六个面,保证垂直度<0.05mm,尺寸公差±0.05。
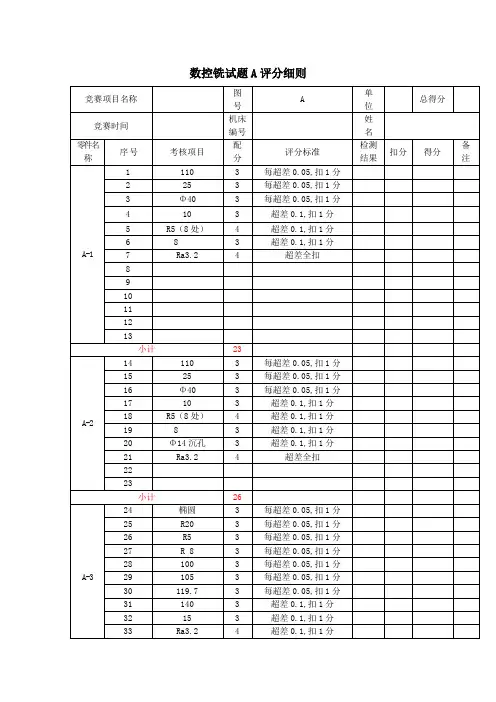
三、零件图四、零件检测评分表学校名称 姓名零件名称 数控铣零件9 工件编号序号 考核项目检测位置配分评分标准检测结果扣分 外轮廓 4 外轮廓形状与图纸不符,每处扣 1 分内轮廓 4 外轮廓形状与图纸不符,每处扣 1 分1形状(10 分)孔 2 孔数及位置与图纸不符,每处扣 1 分70 0 0.046 8 每超差 0.01mm 扣 2 分(2 处)φ50 +0.0626 每超差 0.01mm 扣 2 分R10 0 0.022 6 样板塞尺检验, 每超差 0.01mm 扣2 分 (4 处)R8±1 6 样板塞尺检验,超差不得分(8 处)高度 10 0 0.036 3 每超差 0.01mm 扣 2 分高度 5±0.1 2 超差不得分孔深 10±0.2 2 超差不得分2尺寸精度(40 分)φ8 +0.27 超差不得分Ra1.6 5 降一级不得分Ra3.2 6 降一级不得分3表面粗糙度(15 分)其余 Ra6.3 4 降一级不得分4形状位置精度(5 分)平行度 0.06 5 超差不得分5碰伤、划伤 每处扣 3—5分。
(完整版)铣工高级工实作考试题及评分标准铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号: )六、考核要求(1)考核内容配合间隙0.10mm,05.0014+mm,005.014- mm,对称度0.05mm,垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
(2)工时定额 180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:铣工(高级工)考试实做试题(二)单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣台阶斜面》(图号: )六、考核要求14+mm,10±0.135mm,12±0.135mm,对称度0.15mm,(1)考核内容1)25±0.065mm,11.00.12mm,垂直度0.08mm作为评分主要项目,表面粗糙应达到图样要求。
2)斜面铣削不准使用角度铣刀。
(2)工时定额180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工场地整洁;工件,工具摆放整齐。
(4)考件有严重缺陷不予评分考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:。
第二届数控技能大赛数控铣/加工中心实际操作考试题一、实操考评1.考场设施:数控铣床一台以上,并配齐加工必需的夹具、量具、刀具、机床附件和毛坯材料。
2.加工要求:待加工零件图纸一份(含工艺卡片);毛坯160x120x30 45# 钢板一块;考试时间控制在4小时以内。
3.考试程序(1)考生需编制填写加工工艺卡片。
自己考虑工序的先后安排、所需的刀具尽量使用考场提供的类型、规格尺寸。
(2)原则上所有加工用程序都由考生手工计算节点编写,如确实不能计算可向老师申请使用计算机绘图求算节点坐标(扣分)。
(2)考生将程序代码输入机床,完成加工前的工艺准备。
(3)考生正确地操作机床并完成加工任务,要求零件形状、尺寸正确,表面基本光洁,不能有明显台阶刀痕。
4.考评人员的评判标准(见实操考试评分表)。
注意事项考试的时间限制为4小时,超过4小时,但已完成粗加工或轮廓外形加工,可酌情给分;如粗、精加工均未完成,该考生成绩为0分;操作期间如发生影响安全的违规操作,该考生成绩为0分。
二、实操考试内容加工下图所示零件,要求自己确定加工顺序、设定加工参数、选调刀具、编制填写数控工艺卡片和手工编写数控程序,输入程序代码、装夹工件和刀具、对刀并操作机床进行切削加工。
实操考试评分表实操考试的目的是测试考生编制加工工艺、设定加工参数、选调刀具、编写程序及操控数控机床等综合技能,填写工艺卡片、编程、装调工件与刀具等辅助时间(不超过100分钟)加上实际加工时间应控制在4小时之内。
准考证号考生姓名:班级:考评教师:注意:(1)考试的时间限制为4小时,超过4小时,但已完成粗加工或轮廓加工,可酌情给分,如粗、精加工均未完成,该考生成绩为0分。
(2)操作期间如发生影响安全的违规操作,该考生成绩为0分。
考评教师签名/日期。
工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
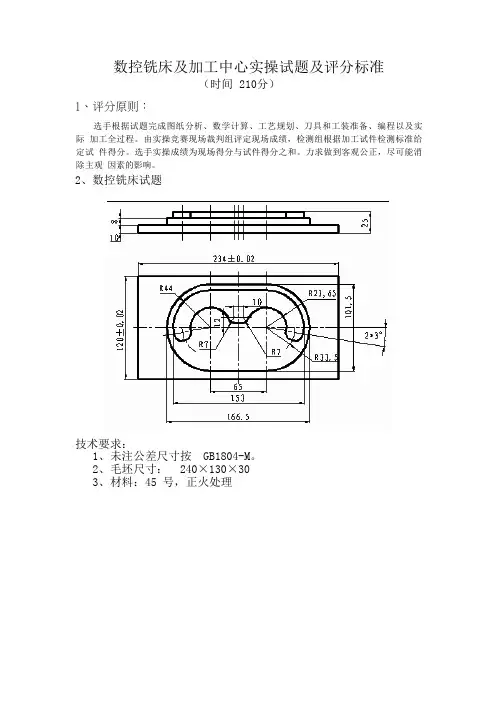
数控铣床实际操作竞赛评分表1.考核要求(1)考核内容:尺寸公差、形位公差、表面粗糙度值应达到图样要求;图样中未注公差按GB1804-79标准公差 IT12规定;不准使用纱布打光加工面;(2)工时定额4小时;(3)安全文明生产:机床操作能正确执行安全技术操作规程;能按国家和企业有关安全文明生产规定,做到工作场地整洁,工件、工具摆放整齐。
2.评分标准数控铣床实际操作竞赛评分表姓名考号开工时间单位结束时间序号名称检测项目配分评分标准测量结果得分1件1 椭圆框长95003.0- 3 超差不得分2宽70003.0- 3 超差不得分3 形状 5 超差不得分4方程1//20122222=+yx5 超差不得分5方程1//20352222=+yx5 超差不得分6 R30球面 5 超差不得分7 Ф20+0.0204超差不得分8 2-Ф10H7 4超差不得分9 粗糙度Ra3.2 2 Ra6.4以上不得分10月亮形形状 5 超差不得分11 12003.0- 3 超差不得分12 粗糙度Ra3.2 2 Ra6.4以上不得分13件2 椭圆框长95+0.033 超差不得分14 宽70+0.033 超差不得分形状 5 超差不得分15方程1//20122222=+yx5 超差不得分16方程1//20352222=+yx5 超差不得分17 R30球面 5 超差不得分19 2-Ф10H7 4超差不得分20 粗糙度Ra3.2 2 Ra6.4以上不得分21月亮形形状 5 超差不得分22 12+0.033 超差不得分23 粗糙度Ra3.2 2 Ra6.4以上不得分24 配合12 超差不得分46 其它违反安全文明生产的有关规定,酌情倒扣1-5分。
发生重大安全事故的,取消参赛资格。
核分人总分评审组长。
数控工艺员实操考试(数控铣)实施细则
一、考试目的:测试考生独立操控数控铣床的基本技能
二、考试日期:
三、考试时间:120分钟
四、规定分值:30分
五、考试要求:
1.考场设施:数控铣或加工中心机床一台以上,并配齐加工必需的夹具、量具、刀具、机床附件和毛坯材料。
2.考评人员:每台设备配备2名考评教师。
3.考试要求:各学校的教师或学生根据本校机床的型号首先编制加工程序并且试加工一遍,保证生成的粗、精加工程序的正确性并控制全部加工在2小时以内完成。
文件所建议的刀具、量具、夹具和辅助工具供各学校参考使用。
4.考试步骤:
(1)在实操考试开始前由教师将经过验证的G代码、所需工具/刀具、毛坯等交给考生。
(2)考生将代码输入机床,完成加工前的工艺准备。
(3)考生应独立操作机床,完成加工任务,达到零件图纸所要求的形状精度、尺寸精度和表面粗糙度要求。
注:考生加工成形的零件需保存半年以上,以备办公室抽查。
上海技高技能培训中心
2011年11月
实操考试试题
加工参数及毛坯图
1.毛坯图及原点位置
2.零件图(见实操考试题图纸)
3.所需刀具
(1)Φ16mm立铣刀1支作用:粗,精铣外轮廓、平面等
(2)Φ8mm键槽铣刀1支作用:粗、精加工凹槽、岛屿、阶梯孔
4.主要用到的工装和工量具
(1)平口钳1台(2)垫铁2副(3)0~150mm游标卡尺1把(4)0~25 mm 外测千分尺1把(4)50~75 mm外测千分尺1把(5)25~50 mm内测千分尺1把(6)杠杆百分表及磁力表座 1把(7)寻边器 1个
实操考试图纸:
数控铣实操题评分表
满分:30分考评教师签名日期。