塑胶原料名称及注塑性能对照表
- 格式:xls
- 大小:32.50 KB
- 文档页数:2

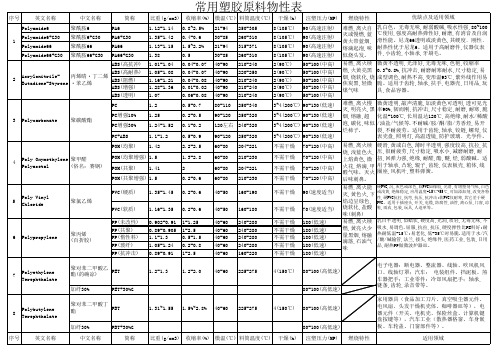
常⽤塑料性能对照表类别俗称中⽂学名英⽂学名英⽂简称主要⽤途硬胶通⽤聚苯⼄烯GeneralPurposePolystyrenePS灯罩、仪器壳罩、玩具等不脆胶⾼冲击聚苯⼄烯HighImpactPolystyreneHIPS⽇⽤品、电器零件、玩具等ABS料丙烯腈-丁⼆烯-苯⼄烯AcrylonitrileButadieneStyreneABS电器⽤品外壳,⽇⽤品,⾼级玩具,运动⽤品AS料(SAN料)丙烯腈-苯⼄烯AcrylonitrileStyreneAS(SAN)⽇⽤透明器⽫,透明家庭电器⽤品等BS(BDS)K料丁⼆烯-苯⼄烯ButadieneStyreneBS(BDS)特种包装,⾷品容器,笔杆等ASA料丙烯酸-苯⼄烯-丙烯睛AcrylonitrileStyreneacrylatecopolymerASA适于制作⼀般建筑领域、户外家具、汽车外侧视镜壳体PP(百折胶)聚丙烯PolypropylenePP包装袋,拉丝,包装物,⽇⽤品,玩具等PPC氯化聚丙烯ChlorinatedPolypropylenePPC⽇⽤品,电器等LDPE(花料,筒料)低密度聚⼄烯LowDensityPolyethyleneLDPE包装胶袋,胶花,胶瓶电线,包装物等HDPE(孖⼒⼠)⾼密度聚⼄烯HighDensityPolyethyleneHDPE包装,建材,⽔桶,玩具等EVA(橡⽪胶)⼄烯-醋酸⼄烯脂Ethylene-VinylAcetateEVA鞋底,薄膜,板⽚,通管,⽇⽤品等CPE氯化聚⼄烯ChlorinatedPolyethyleneCPE建材,管材,电缆绝缘层,重包装材料尼龙单6聚酰胺-6Polyamide-6PA6轴承,齿轮,油管,容器,⽇⽤品尼龙孖6聚酰胺-66Polyamide-66PA66机械,汽车,化⼯,电器装置等尼龙9聚酰胺-9Polyamide-9PA-9机械零件,泵,电缆护套尼龙1010聚酰胺-1010Polyamide-1010PA-1010绳缆,管材,齿轮,机械零件丙烯酸脂类亚加⼒聚甲基丙烯酸甲脂PolymethylMethacrylatePMMA透明装饰材料,灯罩,挡风玻璃,仪器表壳改性有机玻璃372#,373#甲基丙烯酸甲脂-苯⼄烯PolymethylMethacrylate-StyreneMMS⾼抗冲要求的透明制品甲基丙烯酸甲脂-⼄⼆烯MethylMethacrylate-ButadieneMMB机器架壳,框及⽇⽤品等聚碳酸脂防弹胶聚碳酸脂PolycarbonatePC⾼抗冲的透明件,作⾼强度及耐冲击的零部件聚甲醛赛钢聚甲醛Polyoxymethylene(Polyformaldehyde)POM耐磨性好,可以作机械的齿轮,轴承等赛璐璐硝酸纤维素CelluloseNitrateCN眼镜架,玩具等酸性胶醋酸纤维素CelluloseAcetateCA家⽤器具,⼯具⼿柄,容器等⼄基纤维素EthylCelluloseEC⼯具⼿柄,体育⽤品等涤纶(的确凉)聚对苯⼆甲酸⼄⼆醇脂Poly(EthyleneTerephthalare)PET轴承,链条,齿轮,录⾳带等聚对苯⼆甲酸丁⼆醇脂Poly(ButyleneTerephthalare)PBT聚氯⼄烯类PVC聚氯⼄烯Poly(VinylChloride)PVC制造棒,管,板材,输油管,电线绝缘层,密封件等F4氟料聚四氟⼄烯PolytetrafluoroethylenePTFE⾼频电⼦仪器,达绝缘部件F46氟料聚全氟代⼄丙烯PerfluorinatedEthylene-PropyleneCopolymerFFP⾼频电⼦仪器,雷达绝缘部件F3氟料聚三氟氯⼄烯PolychlorctrifluoreethylenePCTFE透明视镜,阀管件等注塑、挤出成型可溶性聚四氟⼄烯Teflon,PFA化⼯配件,机械零件注塑、挤出成型四氟⼄烯-⼄烯共聚ETFE化⼯配件,机械零件聚砜polysulfonePSU(PSF)电器零件,结构件,飞机及汽车零件等聚醚砜polyethersulfonePES电器零件,结构件,飞机及汽车零件等氯化聚醚氯化聚醚ChlorinatedPolyethersPENTON(CPT)代替不锈钢,氯塑料等材料聚苯醚聚苯醚poly(phenyleneoxide)PPO较⾼温度下⼯作的齿轮,轴承,化⼯设备及零部件聚芳脂聚芳脂PAR汽车电器,医疗器械聚苯硫醚聚苯硫醚poly(phenylenesulfone)PPS耐热性优良,电器零件,汽车零件,化学设备聚醚砜聚醚砜PES电器开关,插座,齿轮聚甲基戊烯-1聚甲基戊烯-1TPX⼀次性注射器,奶瓶,汽车灯罩酚醛塑料电⽊粉苯酚-甲醛树脂Phenol-FormaldehydePF⽆声齿轮,轴承,钢盔,电机,通讯器材配件等电⽟尿素脲-甲醛树脂Urea-FormaldehydeUF⽣活⽤品,电机壳,⽊材粘接剂等科学瓷,美腊密三聚氰氨甲醛树脂Melamine-FormaldehydeResinMF⾷品,⽇⽤品,开关零件等苯氨-甲醛树脂Aniline-FormaldehydeResinAF环氧树脂冷凝胶环氧树脂EpoxideResinEP汽车拖拉机零件,船⾝涂料聚酰亚胺聚酰亚胺PolyimidesPI太空,电⼦,飞机零件,汽车零件聚氨脂PU聚氨脂树脂PolyurethaneResinPU鞋底,椅垫床垫,⼈造⽪⾰,油漆硅树脂Silicone硅氧烷SI橡胶制品,脱模剂,乳液弹性体,清漆涂料等醇酸树脂AlkydResinAK涂料,玻璃钢,装饰件,地板,钮扣等烯丙基树脂AllylResinDAP氟塑料类PVF聚砜氨基塑料聚苯⼄烯类改性聚苯⼄烯类聚丙烯类聚⼄烯类改性聚⼄烯类聚酰胺不饱和聚脂塑料原料名称中英⽂对照表丙烯酸脂共聚物纤维素类饱和聚脂塑料材料特性什么是塑料?塑料是在⼀定条件下,⼀类具有可塑性的⾼分⼦材料的通称,⼀般按照它的热熔性把它们分成:热固性塑料和热塑性塑料。


;; 塑料材料注塑参数表简称ABSAS〔SAN〕CAEVAHDPELDPEPEPBT化学名英文名称丙烯晴-丁二烯-苯乙烯共聚物Arcylonitrile-Butadena-Styrene丙烯晴-苯乙烯共聚物Styrene-Arcylonitrile醋酸纤维素〔醋酸类〕CelluloseAcetate乙烯-醋酸乙烯共聚物EthyleneVinylacetateCopolyn〔橡皮胶〕高密度聚乙烯HighDensityPolyethylene低密度聚乙烯LowDensityPolyethylene线性低密度聚乙烯LineLowDensityPolyethylene聚乙烯Polyethylene聚对苯二甲酸丁酯Polybutyleneterephthalate加工条件枯燥温度/时间 备注料筒温度:200-250℃左右,射出压力在 枯燥温度:80-100℃700-1500kg/cm3,模具温度保持在60-90℃ 枯燥时间:2-4小时螺杆转速:70-150rpm,保压:30-60%料筒温度:180-290℃,一般在230左右范围内。
枯燥温度:85-100℃成型收缩率在 %左模具温度保持在35-80℃,射出压力: 右,注意样条收缩枯燥时间:2-3小时 700-2300kg/cm3,背压:100-200kg/cm3加工温度:170-260℃ 枯燥温度:75-80℃成型收缩率%模具温度:20-80℃枯燥时间:3-6小时料筒温度:150-180℃,模具温度;35-45℃ 枯燥温度:40-50℃枯燥时间:2-4小时 成型收缩率%射出压力:600-800kg/cm3,螺杆转速偏大吸水性小料筒温度:200-230℃,射出压力:800-1400kg/cm 枯燥温度:60-80℃ 成型收缩率:%3,螺杆转速:140rpm 枯燥时间2小时左右料筒温度:180-210℃。
射出压力:500-700kg/cm 枯燥温度:60-80℃ 成型收缩率:吸水性小可枯燥可不干3,模具温度:40-70℃燥一般采用平板硫化发 可枯燥可不枯燥温度在160-180℃,压力视情况调节料筒温度在180-220℃之间,射出压力偏小,模可枯燥可不枯燥收缩率比拟大具温度在:35-60℃之间注意保压料筒温度:240-270℃,射出压力:500-1300kg/cm 枯燥温度:110-125℃3,螺杆转速:80rpm,模具温度:收缩率:比重:枯燥时间:3-5小时50-120℃PC聚对苯二甲酸乙二醇酯Polybutyleneterephthalate聚碳酸树脂Polycarbonate料筒温度:240-260℃,射出压力:500-1200kg/cm3,螺杆转速: 80rpm,模具温度: 50-120℃料筒温度:260-310℃,流动性比拟差,射出压力:800-2100kg/cm3,模具温度: 60-120℃ 螺杆转速: 50-115rpm 枯燥温度:110-125℃ 枯燥时间:3-5小时枯燥温度:115-130℃〔必须降到〕 枯燥时间: 4-6小时加纤的可以酌情处理成型收缩率:聚醚醚酮polyetheretherketone聚甲基丙基酸甲酯〔亚克PPO 聚苯醚PolyphenyleneOxide PMMA PolymethylMethacrylate力〕聚甲醛polyformaldehyde聚丙烯〔均聚PPH〕Polypropylene(共聚PPC)聚氯乙烯〔硬质〕PolyvinylchloridePVC聚氯乙烯〔软质〕PolyvinylchloridePS 聚苯乙烯PolystyreneHIPS 高抗冲苯乙烯PolystyreneGPPS 通用级聚苯乙烯PolystyrenePA 聚酰胺〔尼龙〕PolyamideP料筒温度:190-245℃,流动性差射出压力:枯燥温度:85-100℃750-2400kg/cm3,模具温度:40-70℃,螺杆转速枯燥时间:4-6小时,与成型收缩率:宜慢,背压:150-400kg/cm3水易水解,需枯燥处理料筒温度:180-210℃〔温度不宜太高易分解〕枯燥温度:75-85℃注射压力:700-2000kg/cm3〔流动性差〕,枯燥时间:2-4小时成型收缩率:模具温度:30-80℃,螺杆转速80-200rpm可枯燥可不枯燥料筒温度:170-250℃,通常在200℃左右枯燥温度:70-85℃收缩率比拟大,一注塑压力:1500-1800bar〔保压在注塑压力的80%枯燥时间:2-3小时般保压时间左右〕保压时间一般较长,模具温度:50-80℃,储存较好可不用枯燥较长一般采用高速注射,〔流动较好〕料筒温度:160-190℃,温度不宜偏高,模具温度:枯燥温度:70-80℃40-60℃,注射压力:700-1500kg/cm3枯燥时间:2小时左右专用PVC螺杆,转速不宜太高可枯燥可不枯燥料筒温度:140-170℃,一般采用平板硫化枯燥温度:60-70℃模具温度:40-60℃,注射压力:枯燥时间2小时左右600-1400kg/cm3,采用专用PVC螺杆可枯燥可不枯燥料筒温度:190-210℃,模具温度:60-80℃枯燥温度:70-90℃枯燥时间:2-4小时收缩率比拟小注射压力600-1800kg/cm3,注射速度适中可枯燥可不枯燥料筒温度:200-220℃,模具温度:60-80℃枯燥温度:70-90℃枯燥时间:2-4小时收缩率比拟小注射压力600-1800kg/cm3可枯燥可不枯燥料筒温度:170-220℃:模具温度:60-80℃枯燥:70-80℃/2HPA6枯燥温度:85-100℃料筒温度:230-280℃,增强类:250-290℃枯燥时间:4-6小时原料尼龙收缩率比模具温度:80-90℃,注射压力:750-原料尼龙6一般采用真较大,注意保1300bar空 压,采用高速注射,本色尼龙 6注意粘模枯燥,温度不宜太高 尼龙易吸水,加工PA66枯燥温度: 85-110℃前必须枯燥料筒温度:250-300℃,增强类:260-300℃枯燥时间:4-6小时模具温度:80-90℃,注射压力:750-1300bar对于增强类尼龙枯燥温注意浇口位置是否堵塞度:95-115℃左右料筒温度:270-330℃,模具温度:100-150℃枯燥温度: 100-110℃吸水性比拟低,但采用高压、高速注射,保压〔注射40-60%〕 枯燥时间:2-4小时也要注意枯燥,收PPS PSUPC/ABS ABS/PMMA PBT/ABS PA/PBT 改性聚苯醚MPPO聚苯硫醚Phenylenesulfide聚砜Polysulfone合金材料合金材料料筒温度:260-290℃,模具温度100℃以上采用高压、高速注射,保压〔注射40-60%〕纯PPS料筒温度:280-330℃,加纤的料筒温度:300-350℃,模具温度:120-180℃,注射压力:50-130mpa,注射速度:中速料筒温度:290-350℃,模具温度:100-140℃冷却比拟快,采用短流道,流动性差采用高温高压注射,可退火处理料筒温度:230-260℃,通常在250℃之间,根据PC以及ABS的含量来决定温度范围,注塑压力:600-1300bar,模具温度:60-90℃注塑速度:中速,成型比拟好料筒温度:200-240℃,通常在230℃左右,枯燥温度:90-110℃缩率:枯燥时间:2-4小时枯燥温度:110-130℃枯燥时间:3-5小时枯燥温度:130-150℃吸水性比拟大加工枯燥时间:4小时以上前必须枯燥处理枯燥温度:90-100℃收缩率比拟小,但也注意保压;注意枯燥时间:4-6小时枯燥枯燥温度:85-95℃有的流动性比拟枯燥时间:3-5小时差,注意注塑压力。







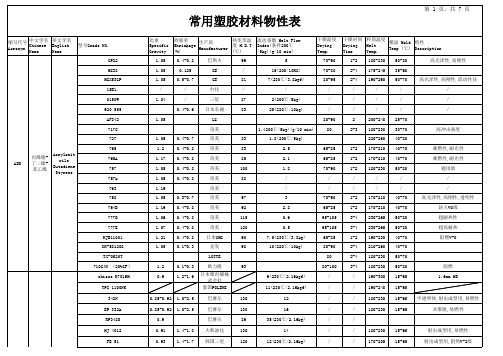


常用塑料性能对照表1二稀、苯乙烯ABS一般35~620.3~0.80.2~0.458 2氨基树脂AF 3氯化聚醚CP490.50.014环氧树脂EP5聚三氟氯乙烯F3较差37<0.01 5.86聚四氟乙烯F4较差27.6<0.0110.57聚四氟乙烯增强F4+20%GF17.5<0.017.18聚全氟乙丙烯F46较差32<0.01 5.89高密度聚乙烯 (孖力士)HDPE较好22~30272~5.0<0.0112.510高抗冲聚苯乙烯 (不脆胶)HIPS200.2~0.60.2 3.4~2111硬质聚氯乙烯HPVC较差45.70.6~1.00.07~0.4512液晶聚合物LCP0.00613低密度聚乙烯LDPE较好7~15 1.5~5.0<0.012214改性聚苯醚MPPO15聚酰胺6PA6较好740.6~1.438.316聚酰胺6 增强PA6+30%GF1100.3~0.7 1.1 2.217聚酰胺66PA66较好800.8~1.5 3.4~3.6718聚酰胺66增强PA66+30%GF1890.2~0.80.5~1.319聚芳砜PASF910.8 1.8 3.620聚对苯二甲酸丁二醇酯PBT550.440.099.221聚对苯二甲酸丁二醇酯增强PBT+30%GF1370.20.07 2.722聚碳酸脂(防弹胶)PC610.50.157.223聚碳酸脂增强PC+30%GF较差1320.20.1 2.725聚醚醚酮PEEK10310 26聚醚酮PEK8.4 27聚醚酮酮PEKK102 28聚醚砜PES850.60.25 5.529聚对苯二甲酸乙二醇酯PET78 1.80.261030(涤纶(的确凉))PET+30%GF1240.2~0.90.05 2.9 31酚醛塑料(电木粉)PF32聚酰亚胺PI1000.750.3333酸酯 (亚加力)PMMA一般55~770.2~0.80.347 34聚甲醛共聚 (赛钢)共聚POM一般62 1.5~3.50.218.5 35聚甲醛共聚增强共聚POM+25%GF130 2.636聚甲醛均聚均聚POM一般70 1.5~30.257.5 37聚丙烯 (百折胶)PP较好291~2.50.01838聚丙烯增强PP+30%GF0.4~0.80.05439聚苯醚PPO较差760.70.034 40聚苯硫醚增强PPS+40%GF137<0.12<0.05341聚苯乙烯(硬胶)PS较好500.4~0.70.05842聚砜PSF较差750.60.22 5.7 43聚氨酯PU44软质聚氯乙烯SPVC10.5~20.5 1.5~2.50.25145超高分子量聚乙烯UHMWPE30~502~3<0.0112.5醋酸纤维素较好39800 1.0569693~607R65~11534 1.4656960~130 1.6~2.232.137********R1152.182113233 2.73 2.262117207 1.82.11551219037R110 571500.951110〉50040~70R70 7800 1.053.54 1.510020.5 2.2~10.6D75~D85 672000.923428〉65080~90R45415000 1.1412070338.3M1143 1.37210376416000 1.14513060399.5M1183 1.3826231021.37121126132438.7M11016000 1.3185200~300 4.3M723 1.5319647.8R121 319000 1.282789020M803 1.45170125<58M901.31113871.341.14891108029612.1M981.381155043 1.6196380R12031.382051665343 1.19110130 2.5~621M11814000 1.419811065M803 1.61182865 1.439012776M94 573000.95045>2000.5R80~110332000 1.0611460127.4R119 387000 1.6204 1.376R132 37500 1.0510*******M65~90 3 1.241289850~10031014.2M169 66500 1.48.80.941110〉500>100R388618990.3890%1980.380%>95 2880.1396%>950.3-198>95 78203155020580.6190600.5248274662201330.3793%14614535 18540 21088% 7090%21585%3600.3610093%17.3 1100.31 1631241020.51181730.3926044 8590%20 185 86%950.1920。


.目1.ABS丙烯腈-丁二烯-苯乙烯共聚物22.PA6聚酰胺6或尼龙623.PA12聚酰胺12或尼龙1234.PA66聚酰胺66或尼龙6645.PBT聚对苯二甲酸丁二醇酯46.PC聚碳酸酯57.PC/ABS聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 (6)8.PC/PBT聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物69.PE-HD高密度聚乙烯710.PE—LD低密度聚乙烯711.PEI聚乙醚812.PET聚对苯二甲酸乙二醇酯813.PETG乙二醇改性-聚对苯二甲酸乙二醇酯914.PMMA聚甲基丙烯酸甲酯915.POM聚甲醛1016.PP聚丙烯1017.PPE聚丙乙烯1118.PS聚苯乙烯1219.PVC(聚氯乙烯)1220.SA苯乙烯-丙烯腈共聚物13常用二十种塑料注塑性能、典型应用、注塑工艺、物理和化学特性介绍1.ABS丙烯腈-丁二烯-苯乙烯共聚物典型应用围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80〜90°C下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210〜280C;建议温度:245C。
模具温度:25〜70C。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500〜1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。



常用塑料的性能对照表常用塑料的性能以下是常用塑料的一些性能指标:材料密度:HDPE(0.95-0.97 g/cm2)、LDPE(0.92-0.93 g/cm2)、PP(0.90-0.91 g/cm2)、PS(1.0-1.1 g/cm2)、ABS (1.0-1.1 g/cm2)、PMMA(1.05-1.22 g/cm2)、PTFE(1.8-2.4 g/cm2)、PET(1.35-1.40 g/cm2)、PC(1.13-1.29g/cm2)、POM(1.4 g/cm2)、PA(1.1-1.2 g/cm2)、PI (1.32-1.71 g/cm2)、PPS(1.3-2.0 g/cm2)、PPO(1.04-1.11 g/cm2)。
熔点/工作温度:HDPE(160-182℃/90℃)、LDPE(-120℃/121℃)、PP(-20℃/100℃)、PS(90-120℃)、ABS (115℃)、PMMA(126℃)、PTFE(-50℃/260℃)、PET (243-260℃/166-193℃)、PC(-/116-135℃)、POM(216-221℃/79-116℃)、PA(-/249-288℃)、PI(274-316℃/149-232℃)、PPS(213-260℃/93-121℃)、PPO(-/54-82℃)。
Tg(玻璃化转变温度):HDPE(20-30℃)、LDPE(8-30℃)、PP(R65-R105)、PS(M50-M100)、ABS(R95-R125)、PMMA(M65-M100)、PTFE(D55-D75)、PET(M94-M101)、PC(R120-R125)、POM(R75-R120)、PA(M100-M125)、PI(R116-R123)、PPS(R115-R120)、PPO(18-38℃)。
结晶度:HDPE(20-35%)、LDPE(50-75%)、PP(52-77%)、PS(70%)、ABS(52-88%)、PMMA(20-112%)、PTFE(<500%)、PET(29-68%)、PC(伸长率:100-241%)、POM(45-204%)、PA(伸长率:20-35%)、PI (6.7-15.1%)、PPS(1.4-9.0%)、PPO(5.2-7.0%)。