五金件成品检验报告
- 格式:docx
- 大小:8.59 KB
- 文档页数:1
室内家具出厂成品检验报告1. 检验目的本次检验旨在验证室内家具出厂成品的质量和符合性,确保其达到相关标准和要求,以提供消费者安全、稳定和可靠的家具产品。
2. 检验对象本次检验的对象为厂家出厂的室内家具成品,共计{数量}件。
3. 检验方法本次检验采用以下方法和标准进行:3.1 外观检验对室内家具的外观进行检验,包括外观整洁、无明显瑕疵和损伤等方面的评估。
3.2 功能检验对室内家具各项功能进行检验,包括座椅舒适性、桌面稳定性、储物柜开合顺畅性等方面的评估。
3.3 材料检验对室内家具所使用的材料进行检验,包括板材、五金配件、油漆等方面的评估,以确保其符合相应的质量标准。
4. 检验结果根据本次检验的结果,共计{数量}件室内家具出厂成品符合质量和符合性标准,经检验合格;共计{数量}件室内家具出厂成品不符合质量和符合性标准,经检验不合格。
具体细节如下:4.1 合格品4.1.1 外观检验- 外观整洁,无明显划痕和损伤。
- 色彩符合设计要求。
4.1.2 功能检验- 各项功能正常运作。
- 达到相关标准和规定要求。
4.1.3 材料检验- 使用的材料符合质量标准。
- 无刺激性气味和有害物质。
4.2 不合格品4.2.1 外观检验- 有明显划痕、损伤或瑕疵。
4.2.2 功能检验- 功能不完善,无法正常使用。
- 不符合相关标准和规定要求。
4.2.3 材料检验- 使用的材料不符合质量标准。
- 存在刺激性气味或有害物质。
5. 结论根据本次检验结果,厂家出厂的室内家具成品中,{合格品数量}件合格,{不合格品数量}件不合格。
建议厂家对不合格品进行整改,以提高产品质量和符合性水平。
以上为室内家具出厂成品检验报告,请参考。
五金件检验规范1.目的及适及范围:1.1本检验规范为了进一步提高五金制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的五金件检验标准,为外观检验提供科学、客观的方法。
对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。
1.2本检验规范适用于金属五金件制成的产品及其相关加工组成品,及小五金件(如螺丝,卯钉等)的检验与验收。
2. 参照文件本检验规范参照金属冷冲压件通用技术条件本规范若与零件图/规格相抵触, 则以零件图/规格为优先本规范若与参考文件相抵触, 则以本规范为优先3. 内容:3.1 术语:刮伤---手指感觉不出之线凹痕或痕迹。
裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因内/外力或机械损伤而造成的裂纹和细小开裂。
披锋---剪切或冲压导致残留不平整边缘,模具设计需使客人接触到的披锋减至最少。
梗屎---通常此种痕迹产生与压印及冲压成型有关。
氧化---材料与空气中的氧起化学变化,失去原有特性:如生锈。
凹凸痕---表面异常凸起或凹陷。
擦伤---指材料表面因互相接触摩擦所导致的损伤。
污渍---一般为加工过程中,不明油渍或污物附着造成。
拉模---一般为加工过程中,因冲制拉伸或卸料不良导致。
变形/翘曲---五金件因内/外力而造成的整体的变形。
材质不符---使用非指定的材质。
焊痕---焊接所留下的痕迹。
喷溅---点焊时,从焊件贴合面或电极与焊件接触面间飞出熔化金属颗粒的现象。
脱焊---焊点分离。
错位---指焊件未正确定位。
错件---未依规定零件。
混料---混有不同规格的物料。
少件---少于标准数量.硬划痕---硬物摩擦造成的划痕或有深度的划痕细碎划痕---没有深度的划痕手印---在五金件表面或零件光亮面出现的手指印痕。
3.2 检验方法3.2.1外观缺陷的检验方法及要求:将待验品置于以下条件,作检验判定:A、目测距离: 距离产品25cmB、检验角度: 成45度目视检试之。
检测报告TEST REPORT报告编号110061220045REPORT NO。
产品名称断线钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220015REPORT NO.产品名称内六角扳手MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220050REPORT NO.产品名称钢丝钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220055REPORT NO。
产品名称齐头扁锉MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT报告编号:GQFJ-GWJ2015-307检测报告TEST REPORT报告编号110061220063REPORT NO。
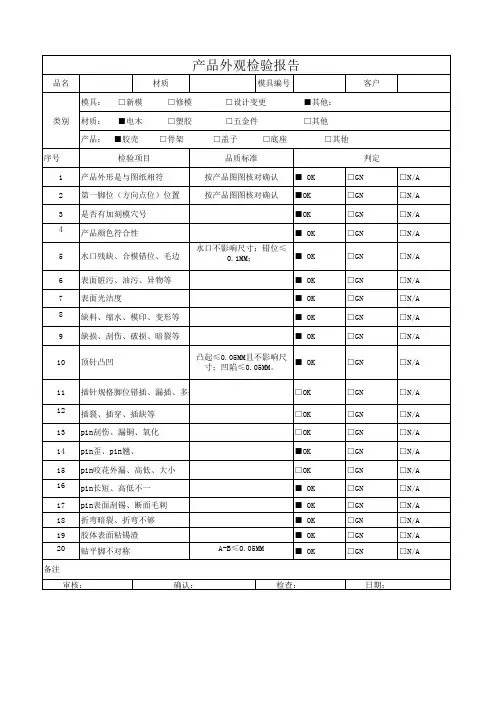
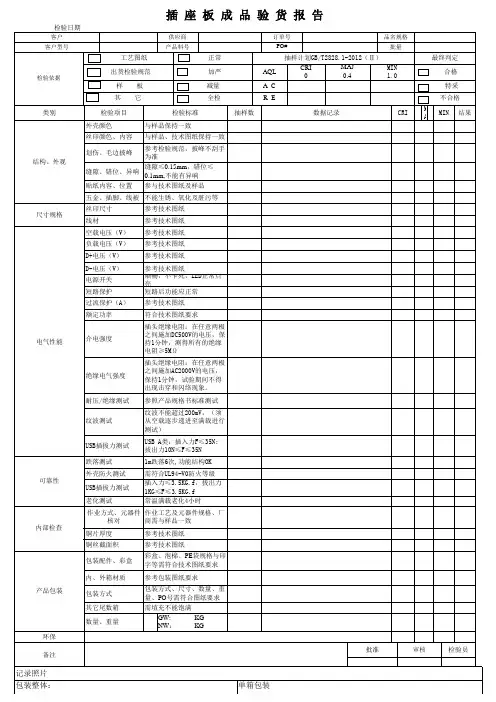
产品外观检验报告
品名材质模具编号客户
类别模具: □新模□修模□设计变更■其他:
材质: ■电木□塑胶□五金件□其他
产品: ■胶壳 □骨架□盖子□底座□其他
序号检验项目品质标准判定1产品外形是与图纸相符按产品图图核对确认■OK□GN□N/A 2第一脚位(方向点位)位置按产品图图核对确认■OK□GN□N/A 3是否有加刻模穴号■OK□GN□N/A 4产品颜色符合性■OK□GN□N/A
5水口残缺、合模错位、毛边水口不影响尺寸;错位≤
0.1MM;■OK□GN□N/A
6表面脏污、油污、异物等■OK□GN□N/A 7表面光洁度■OK□GN□N/A 8缺料、缩水、模印、变形等■OK□GN□N/A 9缺损、刮伤、破损、暗裂等■OK□GN□N/A
10顶针凸凹凸起≤0.05MM且不影响尺
寸;凹陷≤0.05MM。
■OK□GN□N/A
11插针规格脚位错插、漏插、多插□OK□GN□N/A 12插裂、插穿、插缺等□OK□GN□N/A 13pin刮伤、漏铜、氧化□OK□GN□N/A 14pin歪、pin翘、■OK□GN□N/A 15pin咬花外漏、高低、大小□OK□GN□N/A 16pin长短、高低不一■OK□GN□N/A 17pin表面刮锡、断面毛刺■OK□GN□N/A 18折弯暗裂、折弯不够■OK□GN□N/A 19胶体表面粘锡渣■OK□GN□N/A 20贴平脚不对称A-B≤0.05MM■OK□GN□N/A 备注
审核:确认:检查:日期:
东莞市汇能美电子有限公司生产工艺流程图。
五金质量检验标准在制造业中,五金制品的质量检验标准是确保生产出优质产品的重要环节。
五金制品的质量不仅影响到产品的使用寿命和性能,还关系到用户的安全和满意度。
因此,制定一套科学、合理的五金质量检验标准至关重要。
一、材料检验1、五金制品的材料应符合相关国家和行业标准,如不锈钢、铝合金等。
检验人员应检查材料的质量证书、材质证明等文件,确保材料来源合法、质量合格。
2、材料表面应无裂纹、气泡、起皮等缺陷,色泽均匀,无明显划痕和压痕。
3、材料厚度应符合设计要求,厚薄均匀,不能有明显的薄厚不均现象。
二、尺寸检验1、五金制品的尺寸应符合设计图纸的要求,误差应在允许范围内。
检验人员应使用测量工具对制品的尺寸进行精确测量。
2、制品的各部分尺寸应符合相关标准和行业规范,如螺丝孔的大小和深度、铆钉的直径和长度等。
三、表面处理检验1、五金制品的表面处理应均匀、光滑,不能有明显的色差、气泡、划痕等缺陷。
2、电镀、喷涂等表面处理应符合相关工艺要求,如膜厚、附着力等。
四、力学性能检验1、五金制品的力学性能应符合相关国家和行业标准,如拉伸强度、屈服强度、硬度等。
检验人员应按照标准规定的试验方法进行检测。
2、对于需要进行疲劳试验的制品,应按照规定进行疲劳试验,以确定其使用寿命。
五、安全性能检验1、五金制品的安全性能应符合相关国家和行业标准,如防火性能、防腐蚀性能等。
检验人员应按照标准规定的试验方法进行检测。
2、对于涉及到使用者安全的制品,如门窗五金件、卫浴五金件等,应进行安全性评估,确保不会对使用者造成伤害。
六、环境适应性检验1、五金制品的环境适应性应符合相关国家和行业标准,如耐候性、耐腐蚀性等。
检验人员应按照标准规定的试验方法进行检测。
2、对于在特殊环境下使用的制品,如高温环境、低温环境、强腐蚀环境等,应进行环境适应性评估,确保制品能够在相应环境下正常工作。
五金质量检验标准涵盖了材料、尺寸、表面处理、力学性能、安全性能和环境适应性等多个方面。
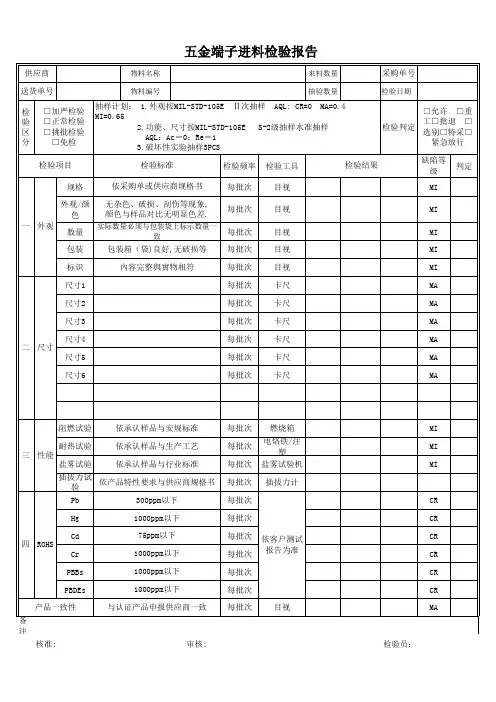
物料名称来料数量采购单号物料编号抽验数量检验日期检验区分检验判定检验频率检验工具缺陷等级判定规格每批次目视MI 外观/颜色每批次目视MI 数量每批次目视MI 包装每批次目视MI 标识每批次目视MI 尺寸1每批次卡尺MA 尺寸2每批次卡尺MA 尺寸3每批次卡尺MA 尺寸4每批次卡尺MA 尺寸5每批次卡尺MA 尺寸6每批次卡尺MA 阻燃试验每批次燃烧箱MI 耐热试验每批次电烙铁/注塑MI 盐雾试验每批次盐雾试验机MI 插拔力试验每批次插拔力计Pb 每批次CR Hg 每批次CR Cd 每批次CR Cr 每批次CR PBBs 每批次CR PBDEs 每批次CR 每批次目视MA备注□允许 □重工□批退 □选别□特采□紧急放行送货单号五金端子进料检验报告供应商一外观依采购单或供应商规格书无杂色、破损、刮伤等现象,颜色与样品对比无明显色差.实际数量必须与包装袋上标示数量一致包装箱(袋)良好,无破损等內容完整與實物相符二尺寸1000ppm以下1000ppm以下三性能依承认样品与安规标准依承认样品与生产工艺依产品特性要求与供应商规格书依承认样品与行业标准产品一致性与认证产品申报供应商一致核准: 审核: 检验员:依客户测试报告为准四ROHS 300ppm以下1000ppm以下75ppm以下1000ppm以下检验项目检验标准□加严检验□正常检验□挑批检验□免检抽样计划: 1.外观按MIL-STD-105E Ⅱ次抽样 AQL: CR=0 MA=0.4MI=0.65 2.功能、尺寸按MIL-STD-105E S-2级抽样水准抽样 AQL:Ac=0;Re=1 3.破坏性实验抽样3PCS 检验结果。
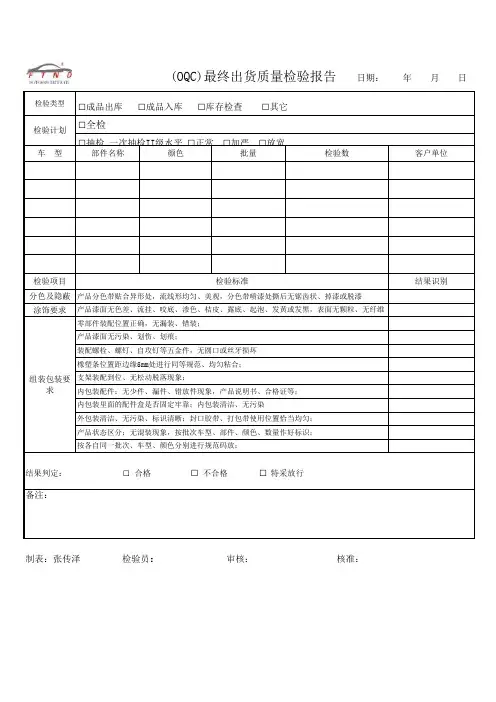
车 型检验项目
分色及隐蔽涂饰要求 (OQC)最终出货质量检验报告 日期: 年 月 日按各自同一批次、车型、颜色分别进行规范码放;
制表:张传泽 检验员: 审核: 核准:检验类型检验计划组装包装要求□成品出库 □成品入库 □库存检查 □其它
结果判定: □ 合格 □
不合格 □ 特采放行备注:
内包装里面的配件盒是否固定牢靠;内包装清洁、无污染
外包装清洁、无污染、标识清晰;封口胶带、打包带使用位置恰当均匀;
产品状态区分:无混装现象,按批次车型、部件、颜色、数量作好标识;
橡塑条位置距边缘5mm处进行同等规范、均匀粘合;支架装配到位、无松动脱落现象;
内包装配件:无少件、漏件、错放件现象,产品说明书、合格证等;
零部件装配位置正确,无漏装、错装;
产品漆面无污染、划伤、划痕;
装配螺栓、螺钉、自攻钉等五金件,无圆口或丝牙损坏
检验标准结果识别产品分色带贴合异形处,流线形均匀、美观,分色带喷漆处撕后无锯齿状、掉漆或脱漆
产品漆面无色差、流挂、咬底、渗色、桔皮、露底、起泡、发黄或发黑,表面无颗粒、无纤维
□全检
□抽检 一次抽检II级水平 □正常 □加严 □放宽
部件名称颜色批量检验数客户单位。
1.目的:作为指导生产人员和品质测试人员的依据,用以规范和统一五金件产品可靠性测试标准,维护产品品质。
本规范为终端产品上所采用五金件的铝合金与镁合金阻抗、盐雾测试与高温高湿规范,外观五金零件盐雾测试请参考各产品的外观盐雾测试规范。
2.范围:适用于捷荣客户五金件、测试规范、压铸镁合金、压铸铝合金。
3.权责:3.1.实验室测试人员:负责执行本作业程序,并准确记录实验过程和结果。
3.2.实验室负责人:负责审核结果。
4.引用文件:下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
5.术语和定义Term&Definition:第2页共12页6.内容6.1.测量条件及环境的规则6.1.1.距离:人眼与被测物表面的距离为300mm〜350mm;6.1.2.时间:每片检查时间不超过10s (10s内检验不出的缺陷可以不算);6.1.3.位置:检视面与桌面成45°;上下左右转动15°;6.1.4.照明:100W冷白荧光灯,光源距被测物表面500 mm-550mm(照度达800 Lux-1200 Lux)。
6.1.5.实验室测试环境要求温度:+15℃ - +35℃相对湿度:40% - 60%对应参考标准:6.2.测试项目6.2.1.阻抗检验6.2.1.1.检验环境及仪器•检验环境:温度25+/-2摄氏度,相对湿度40%+/-5%•检验仪器:镭雕区阻抗检测精度以美国FLUKE电阻仪测试数据为准,或同等水平测试仪器。
•检验探头:探针直径中1.5mm的球头探针,探针需要负重70g;6.2.1.2.检验步骤•将红黑表笔对接,仪器校准到0.1。
以内;------------------------------------------ 第3页共12页---------------------------------------五金件可靠性测试标准•如果不能校准到0.1。
五金件检验报告1. 引言本报告旨在对某公司生产的五金件进行检验,确保其质量和性能达到标准要求。
本报告将详细介绍检验的目的、方法、结果和结论。
2. 检验目的2.1 为了保证产品质量:通过对五金件进行检验,确保其符合指定的标准和规范,以提供高质量、可靠的产品给客户。
2.2 遵守法律法规要求:根据国家相关法律法规的要求,对五金件进行检验,保证产品符合环保、安全等要求。
3. 检验方法3.1 外观检验外观检验主要检查五金件表面是否有明显的缺陷、损伤、划痕等问题。
检验过程中,使用放大镜进行观察,对照标准要求进行评判。
3.2 尺寸检验尺寸检验旨在确保五金件的尺寸满足要求。
采用测量工具(如卡尺、游标卡尺等)对五金件的长度、直径、厚度等关键尺寸进行测量,并与标准值进行比对。
3.3 功能性检验功能性检验包括对五金件的功能(如开关、连接等)进行测试。
测试方法根据具体五金件的功能特点而定,可以采用手动操作、机械装置等方式进行。
3.4 材料成分分析材料成分分析是为了确认五金件所使用的原材料是否符合要求。
通过取样、化学测试等方法,对五金件的材料成分进行分析,比对标准要求。
4. 检验结果根据以上检验方法,对某公司生产的五金件进行了全面的检验,并获得了如下结果:4.1 外观检验:所有五金件表面均无明显缺陷、损伤或划痕。
4.2 尺寸检验:五金件的长度、直径、厚度等尺寸均在规定范围内,符合标准要求。
4.3 功能性检验:所有五金件的功能正常,能够正常实现开关、连接等操作。
4.4 材料成分分析:五金件所使用的原材料符合标准要求,材料成分稳定且无明显异物。
5. 结论根据以上检验结果,可以得出如下结论:5.1 某公司生产的五金件在外观、尺寸、功能性和材料成分方面均符合相关标准要求。
5.2 五金件的质量和性能达到预期目标,能够满足使用要求。
6. 建议6.1 继续监控生产过程,确保生产的五金件始终保持高质量水平。
6.2 加强原材料供应商的管理,确保所使用的原材料质量稳定。
文件编号:版本:A/0制定日期:2014/09/30 修订日期:拟案单位:品质部发行章:Revision History 修改記錄一、主题与适用范围本文规定了小五金件的检测标准,适用于本公司螺钉、螺母、弹簧垫片、码仔、壶嘴、蒸汽导管、装饰片、铝板、磁铁等小五金件。
二、引用标准凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5779.1 紧固件表面缺陷螺栓、螺钉和螺母一般要求GB/T3103.1 紧固件公差螺栓、螺钉和螺母GB/T3098.1 紧固件的机械性能螺栓、螺钉和螺母GB/T10125-1997 人造气氛腐蚀试验盐雾试验三、测试所需提供的资料3.1 五金件材料的 ROHS测试报告3.2 材质说明书3.3 出厂检验报告3.4 食品级测试报告(与水接触)四、测试所需样品数量小五金件20个。
五、技术要求5.1 外观检查5.1.1 标识与包装物料标识单须包含厂家名称、物料规格、物料编码、生产日期、物料数量、检验印章、订单编号等。
产品整齐的摆放在周转箱内,避免挤压、碰撞造成变形、刮花等不良现象。
5.1.2 技术要求:1、表面无生锈、裂缝、凹痕、皱纹、毛刺;脱脂干净无油污,电镀钝化无发黑等不良;2、螺钉螺母牙形完整良好,切口边缘无明显毛刺和攻牙不到底现象;检验方法:目视5.2 结构尺寸技术要求:标准件外形尺寸符合国标要求(表1);非标准件符合图纸要求;使用通止规检测螺纹的规格,机丝类螺钉通规通过顺畅,止规止;螺母能顺利通过通规孔,不能通过止规孔。
检验方法:游标卡尺测量,通止规测量。
5.3 螺钉硬度测试技术要求:加硬铁螺钉:表面硬度HV600-HV750,芯部硬度HV200-HV400;普通铁螺钉:表面硬度HV88-HV22;不锈钢螺钉:表面硬度HV220,芯部硬度HV95。
Nr.:2019-0307-Step Corrective Action ProcessProblem/Complaint:订单号: , P21126我司OQC出货检验发现一台变压器的铝排端子再次发生镀层脱落,确认不良铝排端子为改善后的端子。
NORATEL-Product/item nr:1-460-001090Corrective action initiated by / on : Prod.Nr.: QC: ww/yy:2019-7-11Ser.Nr.:Corrective action responsible:改进负责人:Date:时间:2019.7.121) PROBLEM DESCRIPTION short description 问题简单描述Catchword 关键词客户出货检验发现一台变压器上有1PCS改善后铝排表面有凸包用胶纸粘贴后,铝排表面镀层脱落,镀层脱落的铝排基材颜色呈暗黑色与先前的状态不一样。
镀层脱落2) IMMEDIATE ACTIONS short description 快速反应行动Responsible负责人Due date期限(1)接客户反映后,及时向客户处了解现状并协助处理;(2)清查库存电镀成品,发现有不良品1PCS,此批全部退回重镀处理。
7.123) ROOT CAUSE ANALYSIS short description根本原因分析Catchword 关键词(1)基质发黑的原因为不良品没有脱电干净;(2)起泡的原因是挂具没有退镀彻底,挂镀与挂具靠近接触导致;(3) 全检挑选不彻底,导致流出。
起泡4) PREVENTIVE ACTIONS short description预防措施Responsible负责人Due date期限1.要求电镀厂方对所有的上挂人员培训,重点讲解上挂前的注意事项:上挂前所有挂具必须全部退镀干净,上挂人员必须进行顺检,没有退干净的挂具,一定不能使用;电镀出来的产品,全检人员必须认真检查,一挂产品上有发现一个气泡的产品,整挂产品必须全部退镀,重新电镀,不能挑选。
五金产品首件检验报告1. 检验目的本次首件检验目的为验证五金产品的外观、尺寸、性能等相关指标是否符合设计要求和客户需求,以确保产品质量和用户满意度。
2. 检验对象本次检验对象为一批五金产品,包括螺丝、螺母、螺栓等。
3. 检验方法本次检验采用以下方法:- 外观检验:检查产品表面是否有明显划痕、凹陷、氧化等缺陷。
- 尺寸检验:使用测量工具对产品尺寸进行精确测量,与设计图纸进行比对。
- 功能性能检验:根据产品设计要求,进行相应的功能性能测试。
4. 检验过程和结果4.1 外观检验在外观检验过程中,对每个五金产品进行了详细的检查。
经过检验,所有产品的表面均未发现任何划痕、凹陷和氧化现象,外观符合设计要求。
4.2 尺寸检验对五金产品的尺寸进行了精确测量。
通过与设计图纸进行比对,发现所有产品的尺寸均在设计范围内,符合要求。
具体的尺寸测量结果如下表所示:产品尺寸(mm)设计要求(mm)偏差(mm)- - -螺丝8 x 30 8 x 30 无螺母M8 M8 无螺栓8 x 40 8 x 40 无4.3 功能性能检验根据产品的设计要求和功能性能测试流程,对五金产品的功能性进行了检验。
经过测试,所有产品的功能正常,能够满足设计要求和客户需求。
具体的功能性能检验结果如下:- 螺丝:经过拧紧测试,螺丝固定力达到设计要求,没有出现松动现象。
- 螺母:经过螺丝固定测试,螺母能够正确的与螺丝配合使用,固定力适中。
- 螺栓:经过拧紧和固定力测试,螺栓能够承受设计负荷,无松动现象。
5. 检验结论本次五金产品首件检验结果如下:- 外观检验:所有产品外观符合设计要求,无明显缺陷。
- 尺寸检验:产品尺寸符合设计要求,未发现明显偏差。
- 功能性能检验:产品功能正常,能够满足设计要求和客户需求。
综上所述,本批五金产品的质量通过了首件检验,符合要求,可以进行下一阶段的生产。
同时,根据检验结果,还能对制造过程进行优化,提高产品质量和客户满意度。
6. 检验建议根据本次检验结果,建议在制造过程中进一步优化以下方面:- 优化产品外观的加工工艺,以减少可能的划痕、凹陷等缺陷的出现。