制程异常控制程序(含表格)
- 格式:doc
- 大小:359.00 KB
- 文档页数:9
制程品质异常管理程序(IATF16949-2016/ISO9001-2015)1.0目的为了快速对应生产过程中发生的品质异常并及时采取相应的纠正预防措施,特制定此规定。
2.0范围适用于生产过程中因设备、材料、工艺等发生异常时影响到产品质量的处理。
3.0定义3.1当生产过程的产品品质影响因素发生不符合常规变化,称之为品质异常。
异常的通常表现处理方式1 出现到目前为止,从未发生过的影响功能的或致命不良时 2S(立即反应、快速解决)2 工程直通不良率超过5%时3 同样的不良连续发生,且不良数达到5个4 按作业指导文件无法进行生产时5 设备、仪器不能正常工作而不能保证质量时6 材料发生变异时7 生产/储存环境发生变化可能导致产品质量无法保证时 8 品管巡检发现致命不良1件或以上时 9物料发生混乱时10 首检发现重大质量缺陷时3S11 工装夹具、辅料发生环境有害物质污染时,等等 12 制程直通不良率超15%时3.2异常发生处理的S.S.S 机制(3S 原则):异常快速反应处理机制,即异常发生时,需立即反应、马上停止、快速解决处理的机制。
SOON:立即反应;STOP:马上停止;SOLVE:快速解决。
4.0职责4.1制造部负责异常问题的数据收集、汇总、报告、传达;4.2品管部负责对制程异常的监控,异常对策措施的实施跟进及验证;4.3出现严重品质不良时,制造部和品管部课长或以上领导有权立即停止生产;4.4品管部负责原材料(包括内制品)异常统筹处理以及主持召开会议;4.5工程部负责除原材料问题以外生产异常的统筹处理以及主持召开会议。
5.0作业程序6.7.责任部门主导对异常点进行原因分析,制定相应的改善对策方案,并进行水平展开,确保类似机种、类似问题能得到有效预防;6.8.《异常处理对策报告书》由责任部门负责整理、编制,并与对策会议结束后2小时内发行到所有的关联部门;责任部门6.9.各关联部门按异常对策报告的要求执行改善工作;6.10.如涉及到材料、工艺、业务流程等方面的变更,则需按《4M 变更管理规定》、《工程管理程序》、《文件管理程序》等文件的要求进行;6.11.如经分析,在线、在库或已发货的产品也存在同样的异常点(或有质量隐患),由品管部负责进行调查、处理。
备注:停线超过30分钟还无法确定及找到方案时,QE或PE职员下令拉长换线处理,并通知生产管理.
为了保障生产顺利,PE安排生产进行选别或加工时,生产无条件必须接受,生产可提出工时申请单进行工时索赔.
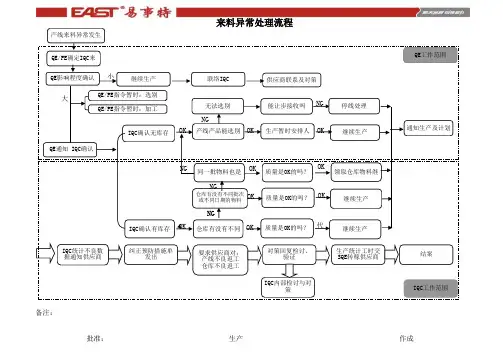
批准:生产作成来料异常处理流程产线来料异常发生
QE/PE 确定IQC 来
QE 影响程度确认QE 通知IQC 确认通知生产及计划
IQC 确认无库存
继续生产联络IQC 小大产线产品能选别生产暂时安排人继续生产OK OK OK 无法选别能让步接收吗NG
NG 停线处理
供应商联系及对策
QE/PE 指令暂时:选别
生产统计工时交要求供应商对:
产线不良返工
仓库不良返工纠正预防措施单对策回复检讨、结案
IQC 内部检讨与对IQC 确认有库存
仓库有没有不同质量是OK 的吗?继续生产OK OK 代仓库有没有不同批次
或不同日期的物料质量是OK 的吗?继续生产
OK OK NG
同一批物料也是质量是OK 的吗?领取仓库物料继
OK OK NG
NG QE/PE 指令暂时:加工IQC 统计不良数
据通知供应商QE 工作范围IQC 工作范围。
⽣产异常处理作业流程(附表单)说明:1、本⽂件负责⼈为PMC主管,主要职责是维护流程/制度的运⾏、检查、培训指导、问题点收集、处理;2、运⾏过程中若与公司原有⽂件有冲突时,⼀律依本⽂件执⾏。
⽂件编制/更改⼀览表版本编制/更改内容⽇期编制/更改⼈ A/0 ⽂件运⾏评审栏会签执⾏副总稽核组 PMC部⽣产中⼼⼈事⾏政部品质⼯程部业务部财务部计划采购仓储组注塑部装配部五⾦部内贸外贸 OEM 钎焊车间抛光车间编制审批1.0⽬的规范车间⽣产异常处理,及时有效解决⽣产过程中出现的异常状况2.0适⽤范围适⽤于公司所发⽣的异常3.2.1物料供应异常:因采购、外协或前⼯序物料供应不及时或仓库管理不善⽽造成的停产、减产等⽣产异常。
3.2.2⼯程技术异常:因技术问题或相关⼯程技术资料不配套、不完善、不正确⽽造成的停产、减产、品质不良等⽣产异常。
3.2.3品质异常:因来料、制程品质不良⽽造成的停产、减产等⽣产异常。
3.2.4⼯装夹模具和设备异常:因⼯装夹模具和设备异常造成的停产、减产、品质不良等⽣产异常。
3.2.5计划异常:因⽣产计划或物料计划不周密、不科学、不严谨、不及时或因计划监控失调⽽造成的停产、减产等⽣产异常。
3.2.6⼯作安排异常:因部门⼯作安排不合理或⼯作监督不到位⽽造成的停产、减产等⽣产异常。
3.2.7部门相互协助异常:因部门之间⼯作协助不⾜或相互推诿⽽造成各项⼯作不能顺利进⾏,造成⽣产停产、减产等⽣产异常。
3.2.8其他对⽣产正常运作造成影响的异常事项等。
3.3责任承担3.3.1因物料采购或外协不及时⽽造成的⽣产异常由采购部门承担相应的责任。
3.3.2因前道⼯序⽣产不及时⽽造成的⽣产异常由前⼯序承担相应的责任。
3.3.3因仓库管理不善造成物料不能正常供应所造成的⽣产异常由仓库承担相应的责任。
3.3.4因技术问题或⼯程技术资料不配套、不完善、不正确⽽造成的⽣产异常由品质⼯程部门承担相应的责任。
3.3.5因来料品质不良或来料检验失误⽽造成的⽣产异常,经责任划分后,由相关责任部门承担相应的责任。
制程品质异常管理程序(IATF16949-2016/ISO9001-2015)1.0目的为了快速对应生产过程中发生的品质异常并及时采取相应的纠正预防措施,特制定此规定。
2.0范围适用于生产过程中因设备、材料、工艺等发生异常时影响到产品质量的处理。
3.0定义3.1当生产过程的产品品质影响因素发生不符合常规变化,称之为品质异常。
异常的通常表现处理方式1 出现到目前为止,从未发生过的影响功能的或致命不良时 2S(立即反应、快速解决)2 工程直通不良率超过5%时3 同样的不良连续发生,且不良数达到5个4 按作业指导文件无法进行生产时5 设备、仪器不能正常工作而不能保证质量时6 材料发生变异时7 生产/储存环境发生变化可能导致产品质量无法保证时 8 品管巡检发现致命不良1件或以上时 9物料发生混乱时10 首检发现重大质量缺陷时3S11 工装夹具、辅料发生环境有害物质污染时,等等 12 制程直通不良率超15%时3.2异常发生处理的S.S.S 机制(3S 原则):异常快速反应处理机制,即异常发生时,需立即反应、马上停止、快速解决处理的机制。
SOON:立即反应;STOP:马上停止;SOLVE:快速解决。
4.0职责4.1制造部负责异常问题的数据收集、汇总、报告、传达;4.2品管部负责对制程异常的监控,异常对策措施的实施跟进及验证;4.3出现严重品质不良时,制造部和品管部课长或以上领导有权立即停止生产;4.4品管部负责原材料(包括内制品)异常统筹处理以及主持召开会议;4.5工程部负责除原材料问题以外生产异常的统筹处理以及主持召开会议。
5.0作业程序6.7.责任部门主导对异常点进行原因分析,制定相应的改善对策方案,并进行水平展开,确保类似机种、类似问题能得到有效预防;6.8.《异常处理对策报告书》由责任部门负责整理、编制,并与对策会议结束后2小时内发行到所有的关联部门;责任部门6.9.各关联部门按异常对策报告的要求执行改善工作;6.10.如涉及到材料、工艺、业务流程等方面的变更,则需按《4M 变更管理规定》、《工程管理程序》、《文件管理程序》等文件的要求进行;6.11.如经分析,在线、在库或已发货的产品也存在同样的异常点(或有质量隐患),由品管部负责进行调查、处理。
制程异常控制流程1.0目的:完善*产品质量系统管理机制,使品质异常能及时有效处理,稳定和提升,实现品质管理体系的持续改进。
2.0适用范围:适用于本公司目前生产*产品在制程中品质异常的处理。
3.0术语和定义:3.0.1制程品质异常控制:为达到品质要求所采取的作业技术和活动。
3.0.2 适用于批量200套以上。
4.0职责:质量部:主要负责来料与制程品质的监控并客观记录相关数据,及时反应不良现象并配合分析各种制程异常,召集相关部分及时有效的处理制程异常,在保证品质的基础上提高产量,对于制程品质异常无法立即解決提出停线要求,针对后续改善对策进行效果验证至对策有效为止,《生产部停线通知单》经质量部最高主管签字生效。
生产部:按照相关流程及文件进行生产,客观记录相关数据,及时反应不良现象并配合分析各种制程异常,及时对不良产品做好外观与功能的维修。
生技部:对制程不良现象及时进行工艺分析、验证并优化工艺流程,制定改善对策,同时跟进生产实施情况;负责机器设备的调校、巡检、维护,使机器设备处于正常运转;由于制程\工艺或设备问题造成停线,《生产部停线通知单》经过生技部最高主管审核确认。
产品部:在中试过程中出现制程异常造成停线,由生产反馈给产品项目组,同时《生产部停线通知单》发产品部最高主管签字生效。
生管部:根据生产反馈的异常(缺料)及品质超标停线,对生产排程及时进行修改,以免产能造成浪费。
商务部:在异常情况下影响订单出货的及时与信安做沟通协调,对于*与信安双方技术部门确认多次无法维护的不良板与整机,与信安沟通确认处理方式;并对于来料方面造成的异常损失负责追踪供应商索赔。
5.0工作程序:5.1当下列情况发生时应根据对产品质量的严重性考虑制定纠正及预防措施:1) 客户品质投诉。
2) 物料半成品、成品出现不合格,超出品质目标。
3)质量体系出现不合格或潜在不合格。
4) 顾客满意度调查结果。
5) 其他异常情况。
5.2 SMT与整机段生产产品质量目标要求:5.2.1对SMT生产中产品:SMT炉后与波峰炉前、测试工序出现的不合格品总不良超过1%或1小时内同位置出现相同故障3PCS,W/S炉后执锡工序出现单项超5%,W/S炉后目检单项超过1%或总不良超2%时,由质量部发出《制程异常改进通知单》,1小时仍未改善由质量部填写《生产停线通知单》停线改善,待改善OK后方可正常生产。

生产异常处理程序(QC080000-2017)1.0目的:为使公司生产中产品之制程异常处理管道顺畅, 责任明确, 以确保公司产品品质和交期。
2.0范围:适用于自进料检验、过程中检验到最终成品检验所出现的异常情况。
3.0定义:3.1生产异常:生产过程中出现的影响产品品质或者交期的非正常状况。
4.0职责:权责单位生产部品管部工艺部生管部备注生产异常单提出◎生产异常提出需知会生管部生产异常分析◎临时对策◎先知会生产线目前如何动作改善对策◎◎责任单位工艺变更更改作业指导书◎品质确认◎品质确认结案◎文件分发◎◎◎◎有关单位4.1生产部门(制一课,二课,三课,模块生产):生产异常提出4.2品管部:生产异常改善对策的验证及确认。
4.3工艺部门(LCD和LCM工艺):生产异常的改善主导,生产异常的临时对策的提出及结案。
5.0内容:5.1作业流程:流程图权责部门 备注现场人员生产组长生产课长 QE工艺工艺品管部主管 生产部主管责任部门责任部门主管 品管部主管品管部经理或副经理品管部经理或副经理 品管文员品管文员品管工程师品管部经理或副经理15分钟 10分钟 120分钟不超过2天 3天内发现异常通知相关部门填写[生产异常单](一式三份)产线课长或QE 确认并下发[生产异常单]给工艺工艺制定应急措施、分析原因并确认责任人品管部、生产部会签责任部门记录分析结果及纠正、预防措施部门经理审核并由相关部门会签后转品管部品管部经理或副经理审核分析情况及措施的有效性重新制定纠正措施OK是否需要转发其他部门工艺部归档制程异常交相应车间品管工程师跟踪纠正情况关闭异常是否纠正否转发其他部门是是 否是重新下发给责任部门5.2作业内容:5.2.1生产异常提出时机:A.前制程不良某单的单项不良STN≧3%,TN≧3%时B.中后制程不良某个单的单项不良≧3%时C.模块制程不良某个单的良率低于97%时D.前中后制程,模块发现某款材料单项不良大于3%时(偏光片大于5%)E.其他部门对生产支持不够导致生产不能正常运作。
生产异常管理程序(ISO9001:2015)1 目的采取适当措施,有效解决生产过程中发生的品质异常问题,针对发生的品质异常问题进行责任和执行部门归属划分。
确保生产过程中品质异常问题快速处理,提高生产效率,特制订本管理规定。
2 适用范围本管理规范适用于本公司生产制程所有过程。
3 定义和类型生产异常是指造成制造部门停工或生产进度延迟的情形,由此造成的无效工时,亦可称为异常工时。
常见异常有以下几种:3.1计划异常--因生产计划临时变更或安排失误等导致的异常;3.2物料异常--因物料供应不及时(断料)、物料品质问题等导致的异常;3.3设备异常--因设备、工装不足或故障等原因而导致的异常;3.4品质异常--因制程中出现了品质问题而导致的异常,也称制程异常;3.5产品异常--因产品设计或其他技术问题而导致的异常,或称机种异常;3.6水电异常--因水、气、电等导致的异常。
4 部门职责4.1技术部职责4.1.1未及时确认零件样品;4.1.2设计错误或疏忽;4.1.3设计临时变更;4.1.4设计资料未及时完成;4.1.5设计需要修改,设计人员未得到相关负责人的确认就安排生产;4.1.6其他因设计开发原因导致的异常;4.1.7制定的工艺流程或作业标准工时不合理4.1.8技术变更失误;4.1.9未作工装夹具或工装夹具设计不合理;4.1.10生产线发生的异常问题,未能在规定的时间内分析出原因和制定临时/永久的改善对策,解决异常问题的时效性差,造成等待或停工;4.1.11其他因工作疏忽所致的异常。
4.2制造部职责4.2.1生产计划日程安排错误;4.2.2临时变换生产安排;4.2.3物料领料错误造成物料断料而停工;4.2.4未进行生产安排;4.2.5其他因生产安排、物料计划而导致的异常。
4.3质量部职责4.3.1未按照检验标准、规范作业;4.3.2进料检验合格,但实际上不良率明显超过约定标准;4.3.3进料检验延迟;4.3.4上工序检验员检验合格的物料在下工序出现较高不良;4.3.5过程检验员未及时发现品质异常(如代用错误、未依规定作业等等);4.3.6其他因工作疏忽所致的异常。
制程品质异常处理程序(IATF16949/ISO9001-2015)1.目的:规范公司制程产品品质异常的反馈和处理,及时的排除异常事项,更有效的预防异常再次发生,同时提升整体工作的品质和效率。
2.适用范围:适用于公司内所有制程产品的品质异常之回馈与处理。
会签部门:生产部、工程部、原料仓库、PMC、研发部、采购部、业务部。
3、定义:品质异常:是指产品在生产制程中出现不符合公司所指定的标准;重大品质异常:1、单一事项不良造成停止生产或停止出货;2、异常现象足以造成产品之致命伤害或影响产品寿命;4.职责和权限:4.1品质部:4.1.1负责制程各段的异常提报与确认、跟进改善措施与导入;4.1.2召开重大品质会议寻求相关部门作出处理;4.1.3制止品质事件的蔓延与水平展开;4.1.4对实施的对策做复核,发出最终的改善结果;4.2生产部:负责品质异常提出及初步的原因排除,执行技术部门给出的对策;4.3工程部:对制程的异常进行原因分析,给出有效的改善措施;4.4研发部:因设计不符合对制程产生的品质异常做出调整,并给出有效的改善对策;当出现重大品质事件协助查找不良原因;4.5PMC:根据品质异常处理状况对订单评估与调整;4.6采购部:掌握品质异常之材料影响程度,跟进进料品质状况和协助制程中出现异常处理;4.7业务部:因品质造成影响出货暂停出货或让步出货,以及修改出货计划;4.8仓库:根据因品质不良产品做出区分和标示;5、参考数据<成品检验规范><SOP作业指导书>6.作业程序:6.1制程品质异常确定6.1.1当在生产过程中,生产各段发现或经工程PE分析确认同一材料和工站出现不良数出现5PCS,一批总不良率超出3%时由品质IPQC提报异常单进行处理;6.1.2当生产各工段出现不良率达到100%或在接线、测试段直接烧机事件,跟线品质IPQC并立即要求生产源头停止下拉和不良标示以及发出停线报告,签核到品质中心主管后并以OA通知到相应部门,同时做生产的调整;6.1.3出货检验中出现不良率超出BJH-QU-ETS-007、BJH-QU-ETS-160标准值,由OQC提报异常由部门主管签核后转至生产包装负责人确认并通知工程PE到现场进行分析,按6.2执行;如急需出货并上升到中心主管审核通过或业务员与客户确认OK方可做让步接收出货;品质做单据保存以其客户使用状况的跟进;6.2正常制程品质异常处理6.2.1当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场可改善或者由部门主管以上级确认可生产,将有效改善对策以及确认信息给到跟线的拉长执行,跟据生产对策实施IPQC再次确认改善效果,OK后按正常生产流程作业,NG时再返回对策实施;6.2.2当产线出现异常达到6.1.1规定值时由跟线IPQC现场确认现场不能改善时,及时开始品质异常处理单并填写发生异常工序、生产数量、不良现象、标准值、不良值、不良率等状况,由制程品质组长和主管签核后附带不良品转至跟线PE工程师并要求跟线人员以其IPQC到现场做进一步分析;6.2.3工程PE工程师接到品质开出的异常处理单并到异常发生工段做进一步分析确认,同时在30分钟内给出可执行的临时对策给到生产执行和现场指导,生产可恢复正常生产,若临时对策因设计、材料所至需生产挑选、加工使用由生产进行统计无效工时由责任归属承担,需要做实验验证分析结果跟进实验时间给出临时对策但总体时间不能超出8小时以外;6.2.4PE工程师在完成异常分析将分析状况填写至品质异常处理单上,同时给出临时对策、责任归属部门返回跟线IPQC转至到制程品质QE确认原因分析及责任归属,当责任归属对工程所分析的结果有异议时,品质QE主导对异常分析结果异议部门到现场进行确认,品质QE做最终判定。
制程检验控制程序(IATF16949-2016/ISO9001-2015)1.0目的:通过对制程检验与测试进行管制,确保产品在制程中处于受控状态,使产品品质满足规定要求。
2.0范围:适用于生产过程中的所有产品的品质控制。
3.0术语和定义:3.1检验:通过观察和判断,适当时结合测量、试验所进行的符合性评价。
3.2首件检验:对批量加工的第一件产品所进行的自检和检验员专检的活动。
3.3首件鉴定:对试生产的第一件(批)零部(组)件进行全面的过程和成品检查,以确定生产条件能否保证生产出符合设计要求的产品。
3.4首末件检查:将上一张/批生产任务单最后生产出的产品与同一条件下生产出的本张/批任务单的第一件产品进行对比确认。
3.5 巡检:在生产线经首检确认后正式生产中,指定巡检者对生产线上所有工序中的产品依据检验规范所做的重要质量特性及其参数的例行检验,并做好相关记录。
3.6不合格品:不符合顾客要求和规范的产品或材料。
3.7可疑的产品或材料:任何检验和试验状态不确定的产品或材料。
3.8计数型数据:可以用来记录和分析的定性数据。
计数型数据通常用合格或不合格的形式收集。
3.9计数型量具:就是把各个零件与某些指定限值比较,如果满足限值则接受该零件否则拒收。
4.0职责和权限:4.1归口管理部门:4.1.1品质管理中心:1)负责根据顾客的品质要求,制定相关产品的检验标准或规范。
2)负责按检验标准或规范对在制品进行检验和判定。
3)负责各制程不合格异常产品的追踪处理和效果验证。
4)负责产品申请紧急放行时的审批。
4.2相关责任部门:4.2.1生产制造中心:1)负责按工艺要求对产品进行制造。
2)负责对制程中不合格异常进行原因分析并提出纠正及预防措施。
4.2.2工程研发中心:1)负责根据顾客要求的品质及工艺,制定产品工艺参数和操作指导书。
5.0工作内容:5.1工作流程:无5.2工作说明:5.2.1通则:1)汽车产品,计数型数据抽样计划的接收准则必须是零缺陷(即C=0)。
生产异常处理程序(ISO9001:2015)1.目的为了防止因在4M(设备、人、材料、方法)等方面的不可预测的因素影响产品质量或造成生产停顿而制定本程序。
2.适用范围本程序适用于本公司生产车间各个工序异常情况的发生。
3.定义本程序所指的异常是指造成生产部门停工或生产进度延迟的情况,由此造成的无效工时称为异常工时。
本程序所说的异常一般指:3.1设备异常:因设备故障或水、电等原因导致的异常。
3.2物料异常:因原材料短缺、工装短缺等原因导致的异常。
3.3计划异常:因生产计划临时更改、生产任务安排错误等原因导致的异常。
3.4技术异常:因产品设计或其他技术问题导致的异常。
4.职责4.1生产部及其他相关部门负责按照本程序处理生产过程中出现的异常情况。
4.2生产部负责设备异常、计划异常的处理工作。
4.3采购部负责物料异常的处理工作。
4.4技术部、质量部负责技术异常的处理工作。
5.内容5.1设备异常5.1.1设备故障5.1.1.1购买设备时,应要求设备供应商提供维修服务,如工厂维修人员无法排除故障时,应立即与设备供应商联系,要求其提供维修事宜。
5.1.1.2工厂内各种设备均要按要求进行定期保养,并备有易损备件。
5.1.1.3如果设备维修时间较长,生产部会同有关部门调整生产计划,确保交货。
5.1.1.4若设备无法修复,生产部应立即联络购买新设备或进行外委加工,同时启动产品的安全库存。
5.1.1.5具体流程请参见附件一。
5.1.2停电、断水5.1.2.1生产部应与有关供电、供水部门联系,要求其停电前事先通知工厂,以便工厂安排换班生产,确保生产不受影响。
5.1.2.2生产部与工厂负责发电人员联系,启动发电机。
5.1.2.3具体流程请参见附件一。
5.1.3火灾5.1.3.1发生火灾时,要对现场人员进行紧急疏散后,由后勤部负责组织人员进行灭火或拨打119请求支援。
5.1.3.2灭火后,由后勤部组织人员对火灾现场进行清理,总经理组织人员对现场物资进行统计。
制程异常处理流程Company number :【0089WT-8898YT-W8CCB-BUUT-202108】制程异常处理流程MK-QF-PIE-0001 A/0 制订:审核:批准:受控状态:发放号:2017-05-06 发布2017-05-06 实施1 .目的规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围适用于制程出现异常时的处理。
3.职责3 . 1各生产车间:当生产过程中制程出现异常时发出《制程品质异常联络函》通知IPQC3 . 2品质部IPQC :对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理3 . 3品质部QE :对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证3 . 4工程部PE :对功能及结构性制程异常进行原因分析并确认责任部门3 . 5责任部门:负责制定异常的临时对策和永久对策并实施。
4.工作流程4 . 1制程异常发生的时机,当同一不良现象重复出现且不良率达到一定比例时;4 . 2制程异常的发出、确认及通知:4.2.1由车间生产线根据不良现象和事实填写《制程品质异常联络函》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。
经车间主管(经理)审核后给车间IPQC确认;4.2. 2 IPQC在收到车间发出的《制程品质异常联络函》后,对异常现象、不良数量、不良率进行确认,如果确认结果与车间填写的内容不相符时,可退回车间重新填写。
4 . 2.3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析:(1 )如果是外观异常,电话通知QE工程师与PE工程师到现场进行原因分析;(2 )如果是功能和结构性异常,电话通知结构工程师和PE工程师到现场进行原因分析;4 . 3原因分析:4.3.1QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。