板金常用物料代码尺寸表
- 格式:xls
- 大小:69.50 KB
- 文档页数:1
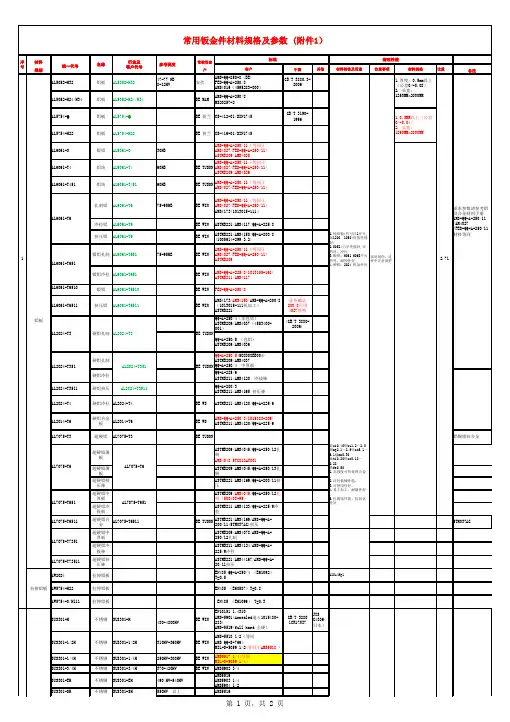
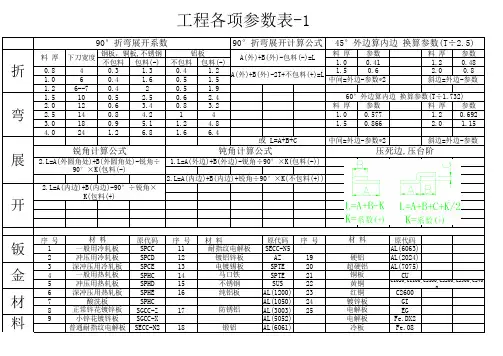
第1页 共6页料 厚 参数料 厚 参数不包料(+)包料(-)不包料(+)包料(-) 1.00.41 1.20.480.840.3 1.30.4 1.2 1.50.6 2.00.81.060.4 1.60.5 1.51.26--70.420.5 1.91.5100.52.50.6 2.42.0120.63.40.8 3.2料 厚 参数料 厚 参数2.5140.84.214 1.00.577 1.20.6923.0180.95.1 1.2 4.8 1.50.866 2.0 1.154.0241.2 6.8 1.6 6.4序 号原代码序 号材 料原代码序 号原代码1SPCC 11SECC-N5AL(6063)2SPCD 12AZ 19AL(2024)3SPCE 13SPTE 20AL(7075)4SPHC 14SPTE 21CU5SPHD 15SUS 226SPHE 16AL(1200)23C26007SPHC AL(1050)24GI 8SGCC-Z 17AL(3003)25EG 9SGCC-X AL(5052)Fe.DX2SECC-N218AL(6061)Fe.08锻铝折开料冷板C1020,C1100,C2100,C2200,C2300,C2400压死边,压台阶马口铁不锈钢纯铝板深冲压用热轧板深冲压用冷轧板弯展电解板小锌花镀锌板材 料一般用冷轧板冲压用冷轧板钣金材斜边=外边-参数60°外边算内边 换算参数(T÷1.732)中间=外边-参数*2斜边=外边-参数1.L=A(外边)+B(外边)-锐角÷90°×K(包料(-))工程各项参数表-145°外边算内边 换算参数(T÷2.5)中间=外边-参数*2或 L=A+B+C 钝角计算公式2.L=A(内边)+B(内边)+锐角÷90°×K(不包料(+))2.L=A(外圆角处)+B(外圆角处)-锐角÷90°×K(包料(-)90°折弯展开计算公式A (外)+B(外)-包料(-)=L材 料防锈铝硬铝超硬铝铜板耐指纹电解板电解板黄铜红铜镀锌板酸洗板锐角计算公式正常锌花镀锌板钢板,铜板,不锈钢铝板2.L=A(内边)+B(内边)-90°÷锐角×K(包料(+)料 厚 下刀宽度90°折弯展开系数A(外)+B(外)-2T+不包料(+)=L一般用热轧板冲压用热轧板镀铝锌板电镀锡板普通耐指纹电解板。
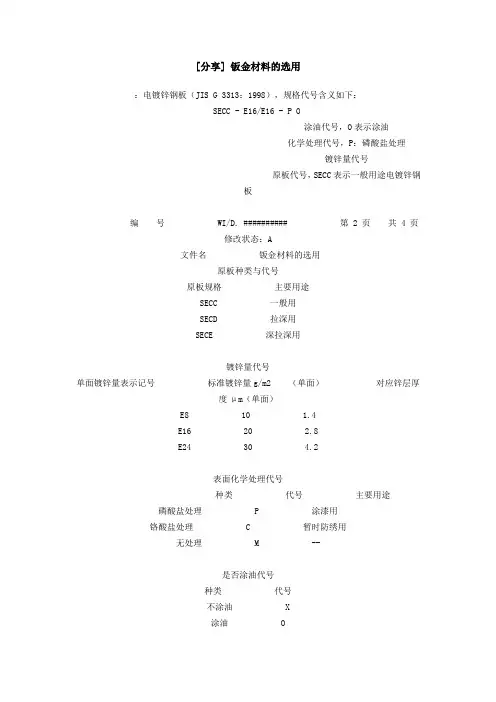
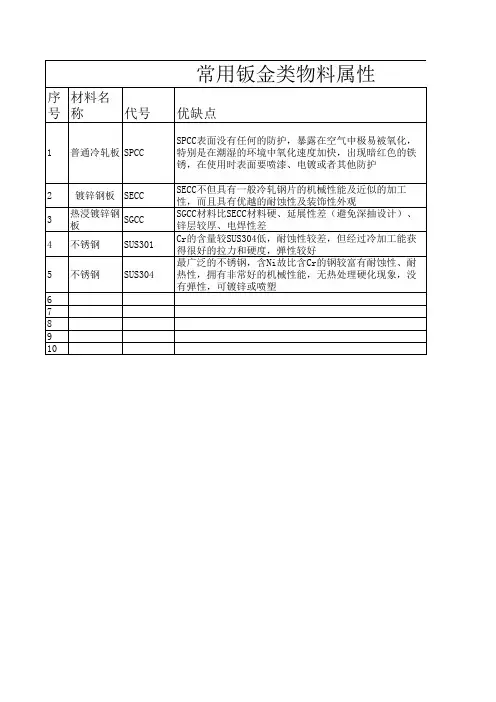
[分享] 钣金材料的选用:电镀锌钢板(JIS G 3313:1998),规格代号含义如下:SECC - E16/E16 - P O涂油代号,O表示涂油化学处理代号,P:磷酸盐处理镀锌量代号原板代号,SECC表示一般用途电镀锌钢板编号 WI/D. ########## 第 2 页共 4 页修改状态:A文件名钣金材料的选用原板种类与代号原板规格主要用途SECC 一般用SECD 拉深用SECE 深拉深用镀锌量代号单面镀锌量表示记号标准镀锌量g/m2 (单面)对应锌层厚度μm(单面)E8 10 1.4E16 20 2.8E24 30 4.2表面化学处理代号种类代号主要用途磷酸盐处理 P 涂漆用铬酸盐处理 C 暂时防绣用无处理 M --是否涂油代号种类代号不涂油 X涂油 O附2:热镀锌钢板(JIS G 3302:1998),规格代号含义如下:SGCC – R - X O - Z22镀锌量代号,其说明见本规格书第4条涂油代号,O表示涂油化学处理代号,C:铬酸盐处理,一般防锈用;表面精加工处理,R表示标准锌花原板代号,SGCC为一般用途热镀锌钢板;编号 WI/D. ########## 第 3 页共 4 页修改状态:A文件名钣金材料的选用原板代号原板规格主要用途SGCC 一般用SGCH 一般硬质用SGCD1 深冲用表面精加工处理种类代号主要用途正常锌花 R 普通的花纹表面小锌化 Z 有进行微细化处理镀锌量代号单面镀锌量表示记号标准镀锌量g/m2 (双面)对应锌层厚度mm(单面)非合金化 Z18 180 0.034Z22 220 0.043Z25 250 0.049Z27 275 0.054合金化 F06 60 0.013F10 100 0.021表面化学处理代号种类代号主要用途铬酸盐处理 C 一般防锈用铬酸盐+有机树脂(混合)处理 X 高耐蚀性铬酸盐处理+特殊处理 S 耐蚀性较好无处理 M --是否涂油代号种类代号不涂油 X涂油 O编号 WI/D.########## 第 4 页共 4 页修改状态:A文件名钣金材料的选用编写及修改情况记录单条款日期编写及修改说明编写及修改人备注SPCC 一般用钢板,表面需电镀或涂装处理SECC 镀锌钢板,表面已做烙酸盐处理及防指纹处理SUS 301 弹性不锈钢SUS304 不锈钢工 1A99业 1A97纯 1A95铝 1A801A502A01硬 2A11铝 2A122B16不锈钢抗大气、酸、碱、盐等介质腐蚀作用的不锈耐酸钢总称。
品名:不锈钢板代号:SUS,STAINLESS STEEL常用型号:SUS304(18-8不锈钢,无磁性)SUS301(弹簧不锈钢,轻微磁性)SUS430(有磁性,较易生锈)抗拉强度:53kgf/mm2以上。
材料厚度:0.1~10.0mm。
10.0mm以上材料较难买到。
材料宽度:最宽5’(1524mm),一般为4’,即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。
材料长度:可依需要裁切任意尺寸。
一般为8’,即2438mm或2500mm。
材料特性:1、金属白色光泽,表面不易生锈,依表面状态可分:雾面、亮面、镜面、拉丝面等。
为保护表面,经常贴上PVC保护膜。
2、一般不做表面处理。
如要烤漆须经特殊表面处理。
3、不适宜做电镀,可做电解。
4、适宜做冷冻、空调、家电、装饰结构件。
比重:7.95重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如:SUS304 2.0×1220×2440重量为:2.0×1.22×2.44×7.95=44.65kg 又如:SUS430 1.0×1000×2000重量为:1×1×2×7.95=15.9kg注:1、材料厚度一般公差+0,-0.08,亦即板厚2.0mm实测可能只有1.92mm。
2、量测材料厚度应使用测微器(micrometer),不要使用光标卡尺。
品名:冷轧钢板(COLD ROLLING STEEL)代号:SPCC、CRS (SPCD:抽拉用冷板,SPCE深抽用冷板。
)硬度:HRB 1/2H=74~89 1/4H=65~80 1/8H=50~71 H=89以上抗拉强度:28kgf/mm以上。
材料厚度:0.25~3.2mm。
3.2mm以上材料必须订制材料宽度:最宽5’(1524mm),一般为4’即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。
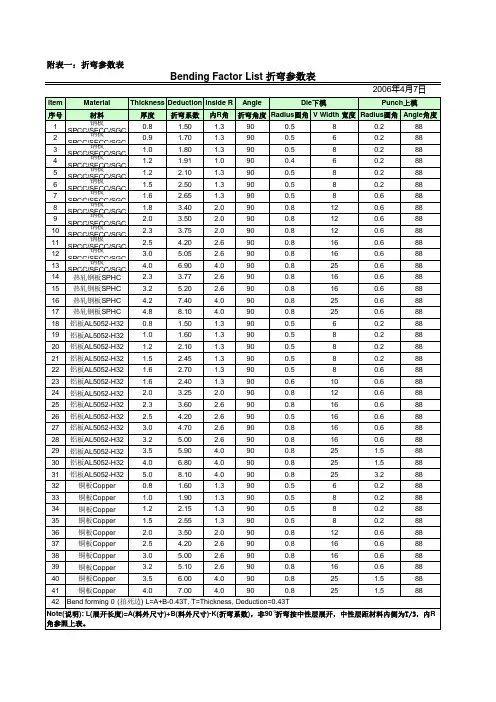
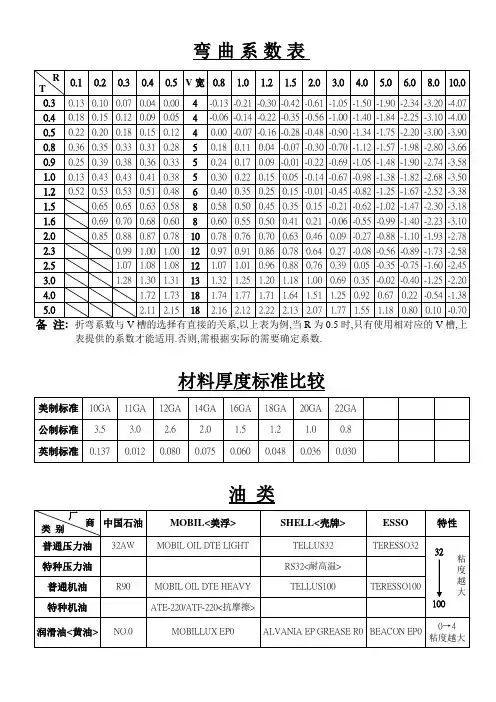
附表一:折弯参数表
Bending Factor List 折弯参数表
V槽为板厚的6-8倍,非90度展开=180度-角度/90度*折弯系数
折弯系数为板厚的1.8倍(铁板),铝板为(1.6倍)
在2mm以下的板材中,K因子为0.432,R=板厚时,展开尺寸能精确到0.05以内
Solidworks 如何设计钣金折弯的K因子(原创)2010-02-04 12:49
一般设计钣金最小内半径r=厚度/2,如果小于这个数,工艺上要开槽解决。
但客户指定的r情况下:用比如客户非要用r4或者r20对应的K因子就不同了。
不管r=多少,对普通Q235钢的K因子可以这样设置
请打开EXCEL用这个公式 K=POWER(内半径/板厚,1/7)*0.41 其他POWER表示某数的乘幂
比如在A1输入板厚"2",A2输入内半径"1",A3输入"=power(a2/a1,1/7)*0.41"
最后会在A3上显示0.371347,这个就是K因子了。
大家注意到0。
41了吗?对不同材料可以用下面的数据。
软黄铜或软铜材料:0.35
半硬铜或黄铜、软钢和铝等材料:0.41
青铜、硬铜、冷轧钢和弹簧钢等材料: 0.45
最后说明:
不同机器折弯的尺寸可能不一样,要更精确的数据要自己根据这个数据的基础上,折几个实物去修正。


DKBA华为技术有限公司内部技术规范Technical Specification of Huawei Technologies Co., LtdDKBA0.400.0174 REV.A钣金件公差技术要求Technical Specification of Sheetmetal Tolerance2011年08月30日发布 2011年09月01日实施Released on Aug 30, 2011 Implemented on Sep 01,2011华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明 Revision declaration 本规范拟制与解释部门:华为技术有限公司整机工程部本规范的相关系列规范或文件:相关国际规范或文件一致性:替代或作废的其它规范或文件:相关规范或文件的相互关系:目录1.钣金件公差等级代号及数值 (7)2.公差等级表的应用 (19)2.1. 公差等级选用要求 (19)2.2. 公差在图纸中的标注 (19)3.其它说明 (20)4.参考文献 (20)表目录表1.钣金公差数值表 (7)图目录未找到目录项。
钣金件公差技术要求Technical Specification of范围:本规范规定了钣金结构件的尺寸公差等级代号及公差数值。
本规范适用于钣金结构件。
非金属材料冲裁件、成型件可参照执行。
本规范只是对公差精度等级及其数值的定义,不是对结构公差设计的具体指导,结构公差设计指导请参考《结构公差设计指南》。
简介:结构件尺寸公差是结构件的重要属性,本规范规定了钣金结构件的尺寸公差等级代号及公差数值,以及如何选用这些公差数值。
不同的加工方式所能达到的精度等级也有说明。
关键词:钣金、尺寸、公差引用文件:下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。