焊接外观检验标准
- 格式:pdf
- 大小:1.71 MB
- 文档页数:7

焊接外观检查基准书
适用范围
本标准适用于阀门焊接部位的外观检查.
适用范围和限制
本基准只作为焊接部位肉眼检查的基准,对焊缝内部质量进行评定时,不适用本基准,对焊缝内部质量要根据相应的其它检查方法评定.但是,无损检测中的渗透(PT)探伤也可适用本基准.
本基准检查项目中,对图纸明确规定的缺陷,应满足图纸要求为原则.
图纸中未注明焊接符号处,多余进行焊接的,原则上不允许.
对于重复缺陷的评定
参考 项目检查.
对于超出检查基准的焊接缺陷,应进行必要的返修,返修结束后重新进行检查.
焊接部外观检查项目:
焊角尺寸(LEG LENGTH)
咬边(UNDER CUT)
焊缝表面气孔(BEAD BLOW HOLE)
焊瘤(OVER LAP)
未焊透
背面余高(烧穿:BURN THROUGH)
未熔合
裂纹(CRACK)
弧坑(CRATER)
焊缝连接
电弧损伤
焊缝形状
焊角不对称
飞溅焊痘
漏焊
重复缺陷
焊缝打磨
连接部错边
检查基准
焊角尺寸
A). 图纸有焊角尺寸的焊角尺寸公差: SPEC: +%
(例:焊角尺寸为10mm时,允许值为,焊角尺寸步允许有负公差,上述公差的情况对B项同样适用.
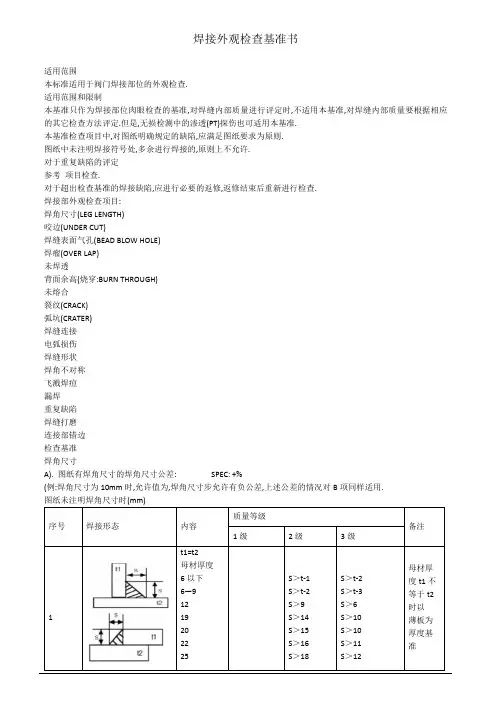
图纸未注明焊角尺寸时(mm)
序号 焊接形态 内容 质量等级
备注
1级 2级 3级
1
t1=t2
母材厚度
6以下
6—9
12
19
20
22
25
S>t-1
S>t-2
S>9
S>14
S>15
S>16
S>18
S>t-2
S>t-3
S>6
S>10
S>10
S>11
S>12 母材厚
度t1不
等于t2
时以
薄板为
厚度基
准 26以上
以薄钢板厚度为厚度基准,焊缝尺寸为母材厚度的75%
以上,公差取0%±25%
咬边
3)焊缝表面气孔
焊缝的概念指的是,焊缝从起弧到收弧的距离
焊缝表面连续出现的线状或群集状态气孔,与它的大小和数量无关,均判定不合格
点焊及弧坑气孔根据上述基准检查,对焊接下一工序带来的障碍不允许 序号 焊接形态 内容 质量等级

- 1 - 焊接外观检验标准有哪些
要实施焊接外观检验,必须遵循钣金物件的焊接外观检验标准,它主要包括以下几条:
一、普通焊接:
1、焊缝表面多层焊晶、气孔,棱角打磨达到光滑,无明显折折未焊熔接处。
2、焊缝外形符合焊接技术卡的要求,焊缝宽度正确,低于1.5mm的焊缝宽度,夹角≤90°,等腰三角形折边角重叠夹角≤45°。
3、熔接表面应无改变厚度,有较强的弹性,完全没有焊熔区。
4、表面应无漏焊、飞溅、滴溅、不良气泡、碳渍和其它缺陷。
5、焊接测试应达到规定的实质要求。
二、特殊焊接:
1、焊缝表面多层焊晶、气孔,棱角打磨达到光滑,无明显折折未焊熔接处。
2、钢板焊接处应无改变厚度,圆角外径和直线宽度符合设计要求。
3、表面应无漏焊、飞溅、滴溅、不良气泡、碳渍和其它缺陷。
4、填充熔焊处,完全无改变厚度,无焊熔区,且表面平滑、有光泽。
5、焊接测试应达到规定的实质要求。

焊缝外观质量检验标准
焊接是金属加工中常见的工艺,而焊缝的外观质量直接关系到焊接件的使用性能和美观度。因此,对焊缝外观质量的检验标准显得尤为重要。本文将就焊缝外观质量的检验标准进行详细介绍,以期为相关从业人员提供参考。
首先,焊缝外观质量的检验主要包括以下几个方面,焊缝的表面平整度、焊缝的凹凸度、焊缝的气孔和夹渣、焊缝的裂纹、焊缝的色泽和光泽等。对于焊缝的表面平整度,应该符合相关标准规定的要求,不能出现太大的凹凸度,以免影响焊接件的使用。同时,焊缝中不应该存在气孔和夹渣,否则会影响焊接件的密封性和强度。此外,裂纹也是焊缝外观质量检验中需要重点关注的问题,焊缝中的裂纹会对焊接件的使用性能造成严重影响。最后,焊缝的色泽和光泽也是焊缝外观质量检验的重要指标,良好的焊缝应该具有均匀的色泽和良好的光泽。
其次,焊缝外观质量的检验标准应该符合国家标准或行业标准的规定。对于不同材料和不同焊接工艺,其外观质量的检验标准也会有所不同,因此在进行焊缝外观质量检验时,需要根据具体情况选择相应的标准进行检验。同时,检验过程中需要严格按照标准规定的方法和步骤进行,以确保检验结果的准确性和可靠性。
最后,对于焊缝外观质量的检验结果,应该及时记录并进行评定。对于符合标准要求的焊缝,应该及时进行标记和归档,以备日后的使用和查阅。而对于不符合标准要求的焊缝,需要及时进行整改和修复,并重新进行检验,直到符合标准要求为止。
综上所述,焊缝外观质量的检验标准对于保障焊接件的使用性能和美观度具有重要意义。相关从业人员应该严格按照标准规定进行检验,并及时记录和评定检验结果,以确保焊缝外观质量符合要求。同时,不断提高焊接工艺水平和加强对焊缝外观质量检验标准的研究,也是提高焊接质量和效率的重要途径。 总之,焊缝外观质量的检验标准是焊接工艺中不可或缺的一环,只有严格按照标准进行检验,才能保证焊接件的质量和可靠性。希望本文的介绍能够对相关从业人员有所帮助,促进焊接质量的提升和工艺的进步。

焊接件检验标准
焊接件是工程结构中常见的连接部件,其质量直接关系到整个结构的安全可靠性。为了确保焊接件的质量,需要进行严格的检验,以便及时发现和排除质量问题。本文将介绍焊接件检验的标准和方法,以供参考。
一、外观检验。
外观检验是焊接件检验的第一步,通过目测检查焊缝的形态、均匀度、平整度、夹渣、气孔、裂纹等缺陷。焊缝应平直、均匀,无夹渣、气孔和裂纹,焊缝与母材的过渡应平滑,无凹凸不平的现象。
二、尺寸检验。
尺寸检验是焊接件检验的重要环节,包括焊缝的宽度、高度、角度、长度等尺寸的测量。焊缝的尺寸应符合设计要求,且应在允许的公差范围内。
三、力学性能检验。
力学性能检验是评定焊接件质量的重要手段,包括拉伸强度、屈服强度、延伸率、冲击韧性等指标的测试。焊接件的力学性能应符合设计要求,能够满足使用条件下的荷载要求。
四、非破坏检验。
非破坏检验是通过对焊接件进行超声波、射线、磁粉或液体渗透等方法的检测,来发现焊接件内部的缺陷和隐患。非破坏检验可以及时发现焊接件的裂纹、气孔等缺陷,对于提高焊接件的质量具有重要意义。
五、化学成分检验。
焊接件的化学成分对其性能具有重要影响,通过对焊接材料和母材的化学成分进行检验,可以确保焊接件的材料质量符合要求,从而保证焊接件的使用性能。
六、表面质量检验。
焊接件的表面质量直接影响其防腐性能和美观度,通过对焊接件表面的清洁度、平整度、氧化皮、锈蚀等方面进行检验,可以保证焊接件的质量和外观要求。
七、环境适应性检验。
焊接件在使用过程中会受到各种环境因素的影响,包括温度、湿度、腐蚀介质等,通过对焊接件的环境适应性进行检验,可以确保焊接件在不同环境条件下的使用性能。
综上所述,焊接件的检验标准涉及外观、尺寸、力学性能、非破坏检验、化学成分、表面质量和环境适应性等多个方面,只有通过全面、严格的检验,才能确保焊接件的质量符合要求,从而保证工程结构的安全可靠性。希望本文所述内容能够对焊接件检验工作有所帮助,提高焊接件的质量水平。