常用金属材料热处理硬度
- 格式:doc
- 大小:69.00 KB
- 文档页数:6
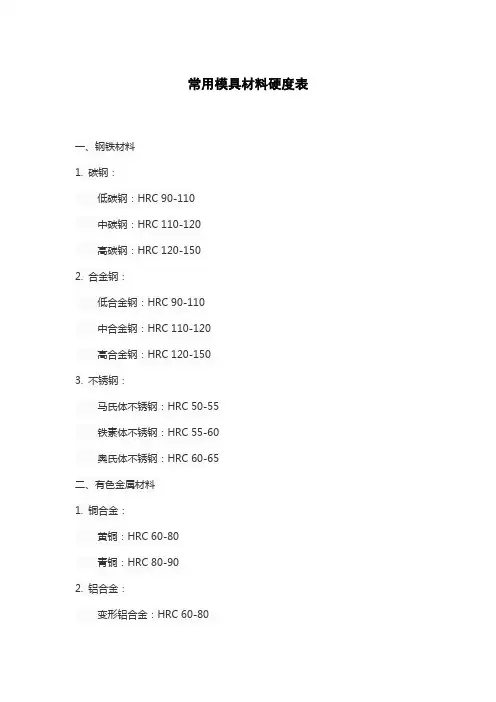
常用模具材料硬度表
一、钢铁材料
1. 碳钢:
低碳钢:HRC 90-110
中碳钢:HRC 110-120
高碳钢:HRC 120-150
2. 合金钢:
低合金钢:HRC 90-110
中合金钢:HRC 110-120
高合金钢:HRC 120-150
3. 不锈钢:
马氏体不锈钢:HRC 50-55
铁素体不锈钢:HRC 55-60
奥氏体不锈钢:HRC 60-65
二、有色金属材料
1. 铜合金:
黄铜:HRC 60-80
青铜:HRC 80-90
2. 铝合金:
变形铝合金:HRC 60-80
铸造铝合金:HRC 80-90
3. 镁合金:HRC 60-80
4. 锌合金:HRC 50-60
5. 钛合金:HRC 60-75
三、非金属材料
1. 塑料模具钢:HRC 65-75
2. 高分子材料:HRC 65-75
3. 其他非金属材料:HRC 65-75
实际硬度可能因材料种类、热处理状态和制造工艺等因素而有所差异。
在选择模具材料时,应综合考虑硬度、耐磨性、韧性、耐腐蚀性等因素,以确保模具的耐用性和使用寿命。
430热处理是一种常见的金属加工工艺,主要应用于不锈钢和合金钢等金属材料的热处理过程中。
这种热处理工艺可以通过对金属材料的加热和冷却过程进行控制,改变材料的物理性能和组织结构,达到增加材料硬度和耐磨性的效果。
在430热处理过程中,淬火是其中的重要环节,其结果将决定材料的硬度。
在进行430热处理淬火硬度测试时,需要根据具体材料的成分和热处理工艺参数来确定淬火硬度的范围。
以下是关于430热处理淬火硬度hrc范围的内容:1. 材料成分对430热处理淬火硬度的影响:430不锈钢是一种铬含量较高的不锈钢材料,其主要成分包括铬、镍、硅和铁等。
在进行热处理时,不同成分的含量会对材料的淬火硬度产生影响。
一般来说,铬含量越高,材料的淬火硬度也会随之增加。
在进行430热处理淬火硬度测试时,需要考虑材料的具体成分,以确定其淬火硬度范围。
2. 热处理工艺参数对430热处理淬火硬度的影响:除了材料成分外,热处理工艺参数也是决定430热处理淬火硬度范围的重要因素。
加热温度、保温时间和冷却速度等参数都会对淬火硬度产生影响。
一般来说,通过控制热处理工艺参数,可以在一定范围内调节材料的淬火硬度,以满足不同的使用要求。
3. 淬火硬度hrc范围的确定方法:在进行430热处理淬火硬度测试时,可以采用硬度测试仪进行测试,通过对不同淬火硬度测试样品进行测试,得到一组淬火硬度数据。
然后根据测试结果,确定材料的淬火硬度范围,以便在实际生产中进行参考和应用。
430热处理淬火硬度hrc范围是一个在材料加工和生产过程中非常重要的参数,它直接影响着材料的加工性能和使用寿命。
在进行430热处理淬火硬度测试和控制时,需要对材料成分和热处理工艺参数进行合理的分析和设计,以确保材料的淬火硬度满足设计要求。
在实际生产中,确定430热处理淬火硬度hrc范围的过程需要引起高度重视,因为淬火硬度的精确范围直接关系到材料的使用性能和品质。
对于不同的材料成分及热处理工艺参数,其淬火硬度的确定方法也会有所不同。

热处理材料硬度降低的原因热处理是一种常用的金属材料加工方法,通过加热和冷却来改变材料的性质和结构,其中之一的效果就是降低材料的硬度。
本文将从原子结构和晶粒尺寸两个方面解释热处理材料硬度降低的原因。
我们来看原子结构对材料硬度的影响。
材料的硬度与原子之间的结合力有关。
在晶体结构中,原子通过共享、捐赠或接受电子来形成原子之间的化学键。
这些化学键的强度决定了材料的硬度。
当材料加热到一定温度时,原子之间的结合力会减弱。
这是因为高温会增加原子的热振动,使原子之间的结合更容易被打破。
当材料冷却时,原子的热振动减小,但由于结合力的减弱,原子重新排列形成了新的晶体结构,这种结构比原来的结构更稳定,但也更容易被外力破坏。
因此,热处理后的材料硬度降低。
晶粒尺寸对材料硬度的影响也是导致热处理材料硬度降低的重要原因之一。
在晶体结构中,晶粒是由大量原子组成的。
晶粒尺寸的大小与材料的硬度直接相关。
当材料加热时,原子的热振动会使晶粒边界发生移动,导致晶粒尺寸增大。
晶粒尺寸增大后,晶粒之间的晶界面积减小,从而使材料的硬度降低。
此外,晶粒尺寸的增大还会导致晶粒内部的位错(原子之间的错位)增加,进一步削弱了材料的硬度。
除了以上两方面的原因,热处理材料硬度降低还与材料的组织和相变有关。
热处理过程中,材料的组织会发生变化,比如晶粒长大、晶界迁移、相分解等。
这些变化会导致材料内部的缺陷和位错减少,从而使材料的硬度降低。
另外,相变也会改变材料的硬度。
在相变过程中,材料的晶体结构发生改变,原子重新排列形成新的晶体结构。
新的晶体结构可能具有比原来的结构更低的硬度。
热处理材料硬度降低的原因主要包括原子结构的变化、晶粒尺寸的增大、材料组织的变化和相变等。
热处理是一种常用的材料加工方法,可以通过改变材料的性质和结构来满足不同的工程需求。
研究热处理过程对材料硬度的影响,有助于了解材料的性能和行为,为工程设计和材料选择提供参考。
"F6NM" 通常是一种不锈钢的牌号,主要用于工程或结构应用。
这种不锈钢通常含有较高的铬和镍含量,以及其他合金元素,以提供优异的耐腐蚀性、高温强度和加工性能。
"热处理"是指通过加热和冷却金属材料来改变其物理和机械性能的过程。
淬火是热处理的一种形式,其中金属被加热到高温,然后迅速冷却,以增加硬度和强度。
"HRC" 是"洛氏硬度"的缩写,是一种衡量材料硬度的标准方法。
HRC 58 表示材料经过淬火和可能的回火处理后的硬度等级。
如果你正在寻找如何使F6NM 不锈钢达到HRC 58 的硬度,这通常涉及以下步骤:
1.加热:将材料加热到适当的温度,使其奥氏体化(即转变为易于变形的状态)。
2.淬火:迅速冷却材料,通常通过水或油淬火,以固定奥氏体组织,并增加硬度和强度。
3.可能的回火:在较低的温度下加热材料,以减少淬火过程中产生的内部应力,并调整其机械性能。
需要注意的是,具体的热处理参数(如加热温度、淬火介质、回火温度和时间)需要根据具体的材料和应用进行优化。
这些参数通常由材料供应商或专业的热处理工程师提供。
如果你正在处理特定的应用或项目,建议与材料供应商或专业的热处理服务提供商联系,以确保达到所需的性能。
30crmnsi热处理工艺及硬度30CrMnSi是一种低合金高强度钢,具有良好的机械性能和热处理响应性。
本文将探讨30CrMnSi的热处理工艺及其对硬度的影响。
热处理是通过对金属材料进行加热和冷却处理,以改变其组织和性能的方法。
对于30CrMnSi钢,常用的热处理工艺包括退火、正火和淬火。
退火是将材料加热到高温,然后缓慢冷却。
对于30CrMnSi钢,退火可以改善其塑性和韧性,降低硬度。
退火温度通常在800-900摄氏度范围内,保温时间根据材料的厚度和尺寸而定。
退火后,30CrMnSi钢的硬度通常在HB180左右。
正火是将材料加热到高温,然后迅速冷却。
正火可以提高30CrMnSi 钢的硬度和强度,但也会降低其塑性和韧性。
正火温度通常在850-900摄氏度范围内,保温时间根据材料的厚度和尺寸而定。
正火后,30CrMnSi钢的硬度通常在HB220-250之间。
淬火是将材料加热到高温,然后迅速冷却。
淬火可以使30CrMnSi钢达到最高的硬度和强度,但也会导致脆性增加。
淬火温度通常在850-900摄氏度范围内,保温时间根据材料的厚度和尺寸而定。
淬火后,30CrMnSi钢的硬度通常在HRC45-50之间。
除了热处理工艺,冷却介质也对30CrMnSi钢的硬度有影响。
常见的冷却介质包括水、油和空气。
水冷却速度最快,可以得到最高的硬度,但也容易产生变形和开裂。
油冷却速度适中,适合对30CrMnSi 钢进行正火和淬火。
空气冷却速度最慢,适合对30CrMnSi钢进行退火。
总结起来,30CrMnSi钢的热处理工艺及其对硬度的影响如下:退火可以提高材料的塑性和韧性,降低硬度;正火可以提高材料的硬度和强度,但也降低塑性和韧性;淬火可以达到最高的硬度和强度,但也会增加脆性。
冷却介质的选择也会影响30CrMnSi钢的硬度,水冷却速度最快,油冷却速度适中,空气冷却速度最慢。
在实际应用中,根据30CrMnSi钢的具体要求和使用条件选择合适的热处理工艺和冷却介质,以获得最佳的性能和硬度。
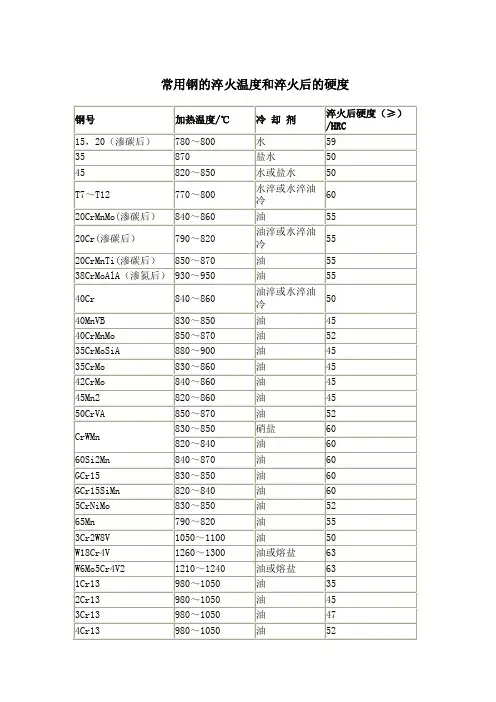
常用钢的淬火温度和淬火后的硬度HRC(洛氏硬度)和HB(布氏硬度)具体区别布式硬度是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。
布式硬度值是载荷除以压痕球形表面积所得的商。
洛式硬度是以压痕塑性变形深度来确定硬度值指标。
以0.002毫米作为一个硬度单位。
1.HRC含意是洛式硬度C标尺,HB含意是布式硬度。
2.HRC和HB在生产中的应用都很广泛3.HRC适用范围HRC 20--67,相当于HB225--650若硬度高于此范围则用洛式硬度A标尺HRA。
若硬度低于此范围则用洛式硬度B标尺HRB。
布式硬度上限值HB650,不能高于此值。
4.洛氏硬度计C标尺之压头为顶角120度的金刚石圆锥,试验载荷为一确定值,中国标准是150公斤力。
布氏硬度计之压头为淬硬钢球(HBS)或硬质合金球(HBW),试验载荷随球直径不同而不同,从3000到31.25公斤力。
5.洛式硬度压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。
布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。
6.洛式硬度的硬度值是一无名数,没有单位。
(因此习惯称洛式硬度为多少度是不正确的。
)布式硬度的硬度值有单位,且和抗拉强度有一定的近似关系。
7.洛式硬度直接在表盘上显示,操作方便,快捷直观,适用于大量生产中。
布式硬度需要用显微镜测量压痕直径,然后查表或计算,操作较繁琐。
8.在一定条件下,HB与HRC可以查表互换。
其心算公式可大概记为:1HRC≈1/10HB。
洛氏硬度(HRC)和布氏硬度(HB)具体区别和换算硬度是衡量材料软硬程度的一个性能指标。
硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。
最常用的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA,HRB,HRC)、维氏硬度(HV),其值表示材料表面抵抗坚硬物体压入的能力。
35铬钼钢经过热处理后,其硬度可以达到HRC50~55。
热处理是一种金属加工工艺,通过改变金属材料的内部结构,提高其力学性能和耐腐蚀性。
对于35铬钼钢,热处理通常包括淬火和回火两个步骤。
淬火是将35铬钼钢加热到一定温度后,迅速冷却,使其内部结构发生改变,从而提高其硬度和强度。
回火则是将淬火后的35铬钼钢再次加热到一定温度,使其内部结构进一步稳定,同时降低其硬度和脆性。
需要注意的是,热处理过程中的温度、时间和冷却方式等因素都会影响35铬钼
钢的硬度。
因此,在进行热处理时,需要根据具体的材料和工艺要求进行精确控制。
12crmov热处理硬度
12CrMoV是一种低合金高强度钢,主要用于制造高温高压设备,如石油化工、核电站等。
钢材经过热处理后可以提高其硬度和强度。
热处理是指对金属材料进行加热、保温和冷却等一系列工艺过程,以改变其组织和性能。
钢材的热处理一般包括退火、正火、淬火和回火等步骤。
12CrMoV的热处理硬度取决于热处理工艺参数和钢材的组织结构。
一般来说,正火后的12CrMoV钢材硬度可以达到250-300HB,淬火后的硬度可以达到350-400HB。
回火可以降低钢材的硬度,使其更具韧性和塑性,同时保持一定的硬度。
需要注意的是,不同厂家生产的12CrMoV钢材可能存在差异,因此热处理工艺参数和硬度值也可能有所不同。
在实际生产中,应根据具体情况选择适当的热处理工艺,以保证钢材的性能符合要求。
304材质热处理硬度热处理是一种通过控制材料的加热和冷却过程,改变其内部结构和性能的工艺。
在金属材料中,热处理可以显著影响材料的硬度。
对于304材质来说,热处理可以改善其硬度和耐磨性,使其具备更好的力学性能和耐腐蚀性。
304是一种常见的不锈钢材料,含有18%的铬和8%的镍。
这种材质具有优异的耐腐蚀性和良好的加工性能,广泛应用于制造业中。
然而,304材质在某些特定的工况下,例如高温和强腐蚀环境下,其硬度和强度可能无法满足需求。
因此,通过热处理可以改善304材质的硬度,提高其使用性能。
热处理的方法包括退火、固溶处理和淬火等。
退火是一种将材料加热至高温后缓慢冷却的过程,目的是消除材料中的内部应力和晶界。
对于304材质来说,退火处理可以提高其硬度和强度,使其具备更好的机械性能。
固溶处理是一种将材料加热至高温后迅速冷却的过程,目的是溶解材料中的固溶体,使其均匀分布在晶界中。
通过固溶处理,可以提高304材质的硬度和耐腐蚀性,提高其综合性能。
淬火是一种将材料加热至高温后迅速冷却至室温的过程,目的是快速形成马氏体结构,提高材料的硬度和强度。
对于304材质来说,淬火处理可以显著提高其硬度和耐磨性,使其具备更好的使用性能。
在进行热处理之前,需要对304材质进行预处理,包括去除杂质、清洗表面和进行表面处理等。
预处理的目的是为了提供一个干净的材料表面,以便热处理过程中得到更好的效果。
在热处理过程中,需要控制加热温度、保持时间和冷却速率等参数,以确保热处理的效果。
热处理后,需要对304材质进行再次检测,以确保其硬度和性能达到要求。
除了热处理,还可以通过加工和合金化等方式改善304材质的硬度。
加工是一种通过塑性变形改变材料的内部结构和性能的方法。
对于304材质来说,可以通过冷变形、轧制和拉伸等加工方式,提高其硬度和强度。
合金化是一种通过添加合金元素改变材料的组成和性能的方法。
对于304材质来说,可以添加钼、钛和铌等合金元素,以提高其硬度和抗腐蚀性能。
40mn热处理硬度1.引言1.1 概述40mn是一种常见的合金钢材料,被广泛应用于制造机械零件、工具和车辆部件等领域。
在实际应用中,40mn经常需要进行热处理,以增加其硬度和强度,从而提高其耐磨性和抗变形能力。
热处理是一种通过加热和冷却的工艺,可改变材料的晶粒结构和组织,从而影响其性能。
对40mn来说,热处理的过程中温度、时间和冷却速率等条件的选择都会对其硬度产生影响。
本文的主要目的是研究和分析40mn在热处理过程中的硬度变化规律,并对其影响因素进行探讨。
通过实验和数据分析,我们将探究不同热处理条件下40mn的硬度变化趋势,并深入研究其与材料组织、晶粒尺寸和相变等因素的关系。
通过深入研究40mn热处理对硬度的影响,我们将能够更好地理解热处理对材料性能的影响机制,为40mn的优化设计和应用提供科学依据。
此外,本研究还有望为材料科学领域的进一步研究提供有价值的参考和启示。
在接下来的报告中,我们将首先介绍40mn热处理的背景和意义,然后详细探讨其对硬度的影响机制。
最后,我们将总结40mn热处理对硬度的影响,并展望未来的研究方向。
通过本文的研究,我们希望为相关领域的研究人员和工程师提供有益的参考和指导。
1.2文章结构文章结构本文主要包含以下几个部分:1. 引言:在引言部分,将对本文的主题进行一个简要的概述,并介绍本文的结构和目的。
2. 正文:正文部分将分为两个子部分。
2.1 40Mn热处理的背景:在该部分,将介绍40Mn钢的基本性质和应用领域,并重点讨论热处理在40Mn钢中的作用与意义。
同时,将对热处理过程中的关键参数和工艺进行介绍。
2.2 40Mn热处理对硬度的影响:该部分将详细探讨40Mn钢经过不同热处理工艺后在硬度方面的变化。
首先,将介绍硬度测试的原理和方法,然后阐述40Mn钢在不同热处理条件下的硬度变化规律。
同时,也将探讨热处理中可能影响硬度的因素,并对其作用机制进行分析和解释。
3. 结论:在结论部分,将对40Mn热处理对硬度的影响进行总结,并指出研究的局限性和未来的研究方向。
、常见热处理方法8407 HB185DAC HB1854Cr5MoSHB185 iV1VIKING HB225NAK80 HRC37~43P20 HRC29~35 良好。
520〜560。
回火二次硬度•热处为HRC50〜58,回火程度佳。
兼具理易加高韧性、高硬度及高的耐磨性。
工预硬塑胶模具钢塑胶模具钢预硬塑胶模FDAC HRC40〜44具钢S-136H HRC30〜36高精度镜面抛光、抗腐蚀能力极佳、热处理变形少。
STAVAX HB2001020~1050RAMAX HRC30〜36易加工不锈钢、良好抗腐蚀性、高强度。
的韧性,耐热疲劳性、抗热龟裂透性好,性佳。
随回火温度升高韧性更淬火模高、耐热疲劳性、抗热龟裂性更式为空佳。
淬或油淬。
变寸约为0.03〜0.08 %。
预加硬,不须淬火。
500~520 ℃回二次硬度为HRC50〜53,回火程度佳。
具有优良的抛光性及高的耐腐蚀性。
•热处理易加工PE、EP塑胶模。
厚钢板剪冲模、耐冲击冷锻模、温锻模、工程塑胶模具。
电蚀及抛光性模具。
长期生产高质塑胶模具。
适用于热作、锌、铝、镁、铝合金压铸模及塑胶模具并具有加工后不需淬火之特点。
预加硬,不须淬火。
(1)抛光度高之模具,适合PA、POM、PS、PE、PP、ABS 塑料。
(2)防酸性高之模胚、与STAVAX配合成整组不锈钢模,可保证冷却不受侵蚀,适合PVC、PP、EP、PC、 PMMA、塑料、食品工业、机械构件。
三、加工铜及铜合金的热处理材料 牌号再婚品返火不完全再结晶退火在应力退火 密度 C 时间 mE榜即方式温度■c 时风!冷却 h方式福度时间 11簿却 方式TI T2T3TU1 TU2500 650204-1 ~3/rnrn 水挣 空冷 或沪 碎3604201f1■空冷 或炉 玲1KQ26017空降 或炉谱.ThGr材料牌号普通再转晶退火去威力退火祖度 r保温时间蛰却 方式祖度C 保温时 1间 mih冷却方式H96 520—600180〜加Q ,H90 6sg 两 H85 S5O-72O 1^0—200Hg 。
固溶热处理后硬度变化固溶热处理是一种常见的金属热处理工艺,通常应用于合金材料,旨在改善材料的力学性能。
其中,硬度是评估金属材料性能的重要指标之一。
在固溶热处理后,材料的硬度通常会发生一定程度的变化,这种变化是由于固溶处理对合金组织结构的影响所致。
固溶热处理的过程是将合金材料加热至固溶温度,使固溶体中的溶体元素充分溶解,并且保持一定时间,然后经过适当的冷却过程。
固溶处理可以有效消除合金材料中的过饱和固溶物或析出物,使其再次形成均匀的单一相结构。
这样的处理过程通常会引起材料硬度的改变。
在固溶热处理后,材料的硬度可能会出现以下几种情况:1.硬度降低:固溶热处理可以将合金中的固溶相溶解,消除合金中的析出相,使合金变得更加均匀,减少了强化相的作用,从而导致硬度的降低。
这种情况通常发生在固溶过程中,处理温度和时间过长,导致过多的析出相溶解的情况下。
2.硬度增加:在某些情况下,固溶热处理后,材料的硬度也可能会有所增加。
这是因为固溶处理可以促使合金中的溶质元素均匀地分布在晶格中,形成更加紧密的晶体结构,提高了材料的硬度。
此外,固溶后析出相的析出形态和数量也会对硬度产生影响。
3.硬度基本保持不变:在一些情况下,固溶热处理对材料的硬度影响并不明显,硬度基本保持不变。
这可能是因为合金材料的组织结构在固溶处理后并没有发生显著的变化,硬度随之保持相对稳定。
综上所述,在进行固溶热处理后,材料的硬度变化是一个复杂的过程,受到多种因素的影响。
合理的固溶处理工艺参数选择和控制可以有效地调控材料的硬度变化,从而使合金材料达到更好的力学性能。
对于工程实践中的材料设计和应用,理解固溶处理后硬度变化规律具有重要意义,并有助于优化材料的性能。
1。
⾦属材料硬度对照表⼀、硬度简介:硬度表⽰材料抵抗硬物体压⼊其表⾯的能⼒。
它是⾦属材料的重要性能指标之⼀。
⼀般硬度越⾼,耐磨性越好。
常⽤的硬度指标有布⽒硬度、洛⽒硬度和维⽒硬度。
1.布⽒硬度(HB)以⼀定的载荷(⼀般3000kg)把⼀定⼤⼩(直径⼀般为10mm)的淬硬钢球压⼊材料表⾯,保持⼀段时间,去载后,负荷与其压痕⾯积之⽐值,即为布⽒硬度值(HB),单位为公⽄⼒/mm2 (N/mm2)。
2.洛⽒硬度(HR)当HB>450或者试样过⼩时,不能采⽤布⽒硬度试验⽽改⽤洛⽒硬度计量。
它是⽤⼀个顶⾓120°的⾦刚⽯圆锥体或直径为1.59、3.18mm的钢球,在⼀定载荷下压⼊被测材料表⾯,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,分三种不同的标度来表⽰:HRA:是采⽤60kg载荷和钻⽯锥压⼊器求得的硬度,⽤于硬度极⾼的材料(如硬质合⾦等)。
HRB:是采⽤100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,⽤于硬度较低的材料(如退⽕钢、铸铁等)。
HRC:是采⽤150kg载荷和钻⽯锥压⼊器求得的硬度,⽤于硬度很⾼的材料(如淬⽕钢等)。
3 维⽒硬度(HV)以120kg以内的载荷和顶⾓为136°的⾦刚⽯⽅形锥压⼊器压⼊材料表⾯,⽤材料压痕凹坑的表⾯积除以载荷值,即为维⽒硬度HV值(kgf/mm2)。
#############################################################################################注:洛⽒硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。
洛⽒硬度试验是现今所使⽤的⼏种普通压痕硬度试验之⼀,三种标尺的初始压⼒均为98.07N(合10kgf),最后根据压痕深度计算硬度值。
标尺A使⽤的是球锥菱形压头,然后加压⾄588.4N(合60kgf);标尺B使⽤的是直径为1.588mm(1/16英⼨)的钢球作为压头,然后加压⾄980.7N(合100kgf);⽽标尺C使⽤与标尺A相同的球锥菱形作为压头,但加压后的⼒是1471N(合150kgf)。
常用金属材料热处理规范 (1HRC≈1/10HB)┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 880- 930 ┃空冷┃HB≤156 ┃┃20┃Ac3 855 ┃渗碳┃ 920- 950 ┃┃┃┃┃Ar3 835 ┃渗碳淬火┃ 860- 880 ┃水或油冷┃HRC>56 ┃┃┃Ar1 680 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB150 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃正火┃ 850- 890 ┃空冷┃HB≤185 ┃┃35┃Ac3 802 ┃退火┃ 840- 890 ┃炉冷┃┃┃┃Ar3 774 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 680 ┃淬火┃ 850- 890 ┃水冷┃HRC≥47 ┃┃┃┃回火┃ 500- 540 ┃空冷┃HB241-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃退火┃ 820- 840 ┃炉冷┃HB≤207 ┃┃45┃Ac3 780 ┃正火┃ 830- 870 ┃空冷┃HB≤229 ┃┃┃Ar3 751 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 682 ┃淬火┃ 820- 860 ┃水冷┃HRC50-60 ┃┃┃┃回火┃ 520- 560 ┃空冷┃HB228-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 900- 930 ┃空冷┃HB≤179 ┃┃┃Ac3 854 ┃高温回火┃ 659- 680 ┃空冷┃┃┃20Mn ┃Ar3 835 ┃┃┃┃┃┃┃Ar1 682 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 734 ┃退火┃ 830- 880 ┃炉冷┃┃┃35Mn ┃AC3 812 ┃正火┃ 850- 880 ┃空冷┃HB≤187 ┃┃┃Ar3 796 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 675 ┃淬火┃ 850- 880 ┃水或油冷┃HRC50-55 ┃┃┃┃回火┃ 400- 500 ┃空冷┃HB302-332 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 820- 850 ┃炉冷┃HB≤217 ┃┃45Mn ┃Ac3 790 ┃正火┃ 830- 860 ┃空冷┃┃┃┃Ar3 768 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 810- 840 ┃水或油冷┃HRC54-60 ┃┃┃┃回火┃根据需要回火┃水或空冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 725 ┃退火┃ 840- 870 ┃炉冷┃HB≤187 ┃┃20Mn2 ┃Ac3 844 ┃正火┃ 870- 900 ┃空冷┃┃┃┃┃高温回火┃ 650- 680 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃35SiMn┃Ac1 750 ┃退火┃ 850- 870 ┃炉冷┃HB≤229 ┃┃┃Ac3 830 ┃正火┃ 880- 920 ┃空冷┃┃┃┃Ar3 --- ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 645 ┃淬火┃ 880- 900 ┃油冷┃HRC≥┃┃┃┃回火┃ 580- 600 ┃油冷┃HB235-277 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃42Mn2V┃Ac1 725 ┃正火┃ 860- 900 ┃空冷┃┃┃┃Ac3 770 ┃高温回火┃ 640- 680 ┃空冷┃HB≤217 ┃┃┃┃淬火┃ 850- 870 ┃水冷┃HRC56-58 ┃┃┃┃回火┃ 530- 670 ┃空冷┃HB362-375 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 765 ┃退火┃ 850- 870 ┃炉冷┃HB≤187 ┃┃30CrMn┃Ac3 838 ┃正火┃ 870- 890 ┃空冷┃┃┃┃Ar3 798 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 850- 880 ┃油或水冷┃HRC≈45 ┃┃┃┃回火┃ 560- 580 ┃空冷┃HB223-269 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 760 ┃退火┃ 840- 860 ┃炉冷550℃后空冷┃┃30CrMn┃AC3 830 ┃正火┃ 860- 880 ┃空冷┃HB≤217 ┃┃Si ┃Ar3 705 ┃高温回火┃ 630- 710 ┃空冷┃┃┃(35) ┃Ar1 670 ┃淬火┃ 860- 900 ┃油冷┃┃┃┃┃回火┃ 590- 610 ┃油或水冷┃HB269-302 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 740 ┃正火┃ 950- 970 ┃空冷┃HB156-207 ┃┃20CrMn┃Ac3 825 ┃渗碳淬火┃ 930- 950/850┃油冷┃HRC58-63 ┃┃Ti ┃Ar3 730 ┃┃┃┃芯部┃┃┃Ar1 650 ┃┃┃┃HRC30-45 ┃┃┃┃┃┃┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 766 ┃退火┃ 860- 890 ┃炉冷┃HB≤179 ┃┃20Cr ┃Ac3 838 ┃正火┃ 870- 900 ┃空冷┃┃┃┃Ar3 799 ┃渗碳淬火┃ 920- 950/850┃水或油冷┃HRC58-63 ┃┃┃Ar1 702 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB≤300 ┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 743 ┃退火┃ 825- 845 ┃炉冷┃HB≤207 ┃┃40Cr ┃Ac3 782 ┃正火┃ 850- 880 ┃空冷┃HB156-207 ┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 693 ┃淬火┃ 830- 860 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 540- 580 ┃油或水冷┃HB269-302 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃退火┃ 840- 850 ┃炉冷┃HB≤241 ┃┃40CrMn┃Ac3 780 ┃正火┃ 850- 880 ┃空冷┃HB≤321 ┃┃Mo ┃Ar3 - ┃高温回火┃ 660- 680 ┃空冷┃HB≤241 ┃┃┃Ar1 680 ┃淬火┃ 840- 860 ┃油冷┃┃┃┃┃回火┃ 670- 690 ┃水冷┃HB241-286 ┃┃┃┃正火回火┃ 680- 700 ┃空冷┃HB179-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃正火┃ 860- 880 ┃空冷┃HB241-286 ┃┃35CrMo┃Ac3 800 ┃淬火┃ 850- 880 ┃水或油冷┃┃┃┃Ar3 750 ┃回火┃ 570- 590 ┃空冷┃HB235-277 ┃┃┃Ar1 695 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 800 ┃退火┃ 840- 870 ┃炉冷┃HB≤229 ┃┃38CrMo┃AC3 940 ┃正火┃ 930- 970 ┃空冷┃┃┃Al ┃Ar3 - ┃高温回火┃ 700- 720 ┃空冷┃┃┃┃Ar1 730 ┃淬火┃ 930- 950 ┃油或水冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃回火┃ 650- 670 ┃水或油冷┃HB241-277 ┃┃┃┃氮化┃ 550- 650 ┃┃HV≥850 ┃┃┃┃┃┃┃┃┃┃┃┃┃┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 727 ┃退火┃ 810- 860 ┃炉冷┃HB≤220 ┃┃65┃Ac3 752 ┃正火┃ 820- 860 ┃空冷┃┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 780- 830 ┃水或油冷┃┃┃┃┃回火┃ 550- 650 ┃空冷┃HB207-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 780- 840 ┃炉冷┃HB≤229 ┃┃65Mn ┃Ac3 765 ┃正火┃ 820- 860 ┃空冷┃HB≤269 ┃┃┃Ar3 741 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 780- 800 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 500- 540 ┃油或水冷┃HB415-444 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃退火┃ 740- 760 ┃炉冷┃HB≤222 ┃┃60Si2 ┃Ac3 810 ┃正火┃ 830- 860 ┃空冷┃HB≤302 ┃┃Mn ┃Ar3 770 ┃高温回火┃ 640- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 840- 870 ┃油或水冷┃┃┃┃┃回火┃ 400- 450 ┃空冷┃HB387-477 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 745 ┃退火┃ 790- 810 ┃炉冷┃┃┃GCr15 ┃Ac3 900 ┃球化退火┃ 780- 790 ┃炉冷┃┃┃┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB207-229 ┃┃┃Ar1 700 ┃正火┃ 900- 950 ┃空或风冷┃HB ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃HB229-285 ┃┃┃┃淬火┃ 825- 850 ┃油冷┃┃┃┃┃回火┃ 150- 170 ┃空冷┃HRC61-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 730 ┃退火┃ 750- 770 ┃炉冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃T7┃AC3 770 ┃等温退火┃ 780- 790 ┃炉冷┃┃┃T8┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB229-285 ┃┃┃Ar1 700 ┃正火┃ 790- 820 ┃空冷┃HB228-241 ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃┃┃┃┃淬火┃ 800- 830 ┃水或油冷┃┃┃┃┃回火┃ 149- 160 ┃空冷┃HRC60-61 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 730 ┃退火┃ 750- 780 ┃炉冷┃┃┃T10 ┃Ac3 752 ┃等温退火┃ 620- 680 ┃炉或空冷┃HB≤197 ┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 770- 810 ┃水或油冷┃┃┃┃┃回火┃ 140- 160 ┃空冷┃HRC58-62 ┃┃┃┃正火┃ 800- 850 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 800 ┃退火┃ 850- 870 ┃炉冷┃┃┃Cr12 ┃Ac3 ┃等温退火┃ 720- 750 ┃炉或空冷┃HB228-255 ┃┃┃Ar3 ┃淬火┃ 1000-1050 ┃油冷┃┃┃┃Ar1 760 ┃回火┃ 400- 450 ┃空冷┃HRC60-63 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 850- 870 ┃炉冷┃┃┃W18Cr4┃Ac3 ┃等温退火┃ 850- 870 ┃炉冷┃┃┃V ┃Ar3 ┃┃(等温720-750) ┃炉或空冷┃HB207-255 ┃┃┃Ar1 ┃淬火┃1.预热800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃┃2.预热550-650 ┃┃┃┃┃┃┃ 800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃回火┃550-570回3次┃空冷┃HRC63-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┃2Cr13 ┃Ac3 ┃淬火┃ 1000-1050 ┃油或空冷┃ -180┃┃┃Ar3 - ┃回火┃ 150- 510 ┃空或油冷┃HRC35-45 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃3Cr13 ┃AC3 ┃淬火┃ 980-1100 ┃油或空冷┃ -180┃┃┃Ar3 ┃回火┃ 230- 540 ┃空冷┃HRC38-53 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃退火┃ 880- 920 ┃炉冷至600℃空冷HB207┃┃9Cr18 ┃┃淬火┃ 1010-1050 ┃油或空冷┃ -235┃┃┃┃回火┃ 230- 375 ┃空冷┃HRC55-59 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛。