手机外壳阳极氧化工艺原理与常见故障分析
- 格式:pptx
- 大小:555.72 KB
- 文档页数:52
铝合金哑光黑色阳极氧化铝合金哑光黑色阳极氧化是一种常见的表面处理技术,可以使铝合金表面形成一层均匀且致密的氧化膜,具有较好的耐腐蚀性、耐磨损性和装饰性。
本文将从铝合金哑光黑色阳极氧化的原理、工艺以及应用领域等方面进行介绍。
一、铝合金哑光黑色阳极氧化的原理铝合金哑光黑色阳极氧化的原理是通过在铝合金表面形成氧化膜来提高其性能。
氧化膜是在酸性电解液中,利用铝合金作为阳极,在外加电压的作用下,通过阳极氧化反应生成的。
在哑光黑色阳极氧化过程中,通过控制电解液成分、电解条件和后处理等工艺参数,可以使氧化膜形成均匀、致密且具有一定厚度的黑色氧化膜。
铝合金哑光黑色阳极氧化的工艺主要包括预处理、电解液配制、阳极氧化、封孔、染色和后处理等步骤。
首先,需要对铝合金进行表面清洗和除油处理,以保证表面的清洁度。
然后,根据要求配置合适的电解液,通常包括硫酸、草酸、硫酸铜等成分。
接下来,将铝合金作为阳极,通过控制电解液的温度、浓度和电流密度等参数,进行阳极氧化。
在阳极氧化后,还需要进行封孔处理,以提高氧化膜的密封性。
染色是可选的工艺步骤,通过在氧化膜表面形成一层有机颜料,使铝合金呈现出黑色。
最后,进行后处理,如清洗、干燥等,以获得最终的哑光黑色阳极氧化铝合金产品。
三、铝合金哑光黑色阳极氧化的应用领域铝合金哑光黑色阳极氧化广泛应用于建筑、航空航天、汽车、电子等领域。
在建筑领域,哑光黑色阳极氧化的铝合金常用于室内装饰材料、门窗、家具等产品,其黑色氧化膜不仅具有装饰效果,还具有耐磨损、耐腐蚀等性能。
在航空航天领域,哑光黑色阳极氧化的铝合金常用于飞机零部件、卫星等产品,其氧化膜具有良好的耐高温性能。
在汽车领域,哑光黑色阳极氧化的铝合金常用于汽车外饰件、车门把手等产品,其黑色氧化膜不仅能够提高产品的质感,还能够增加其耐用性。
在电子领域,哑光黑色阳极氧化的铝合金常用于手机壳、电脑外壳等产品,其黑色氧化膜既能够提供良好的装饰效果,又能够提高产品的耐腐蚀性。
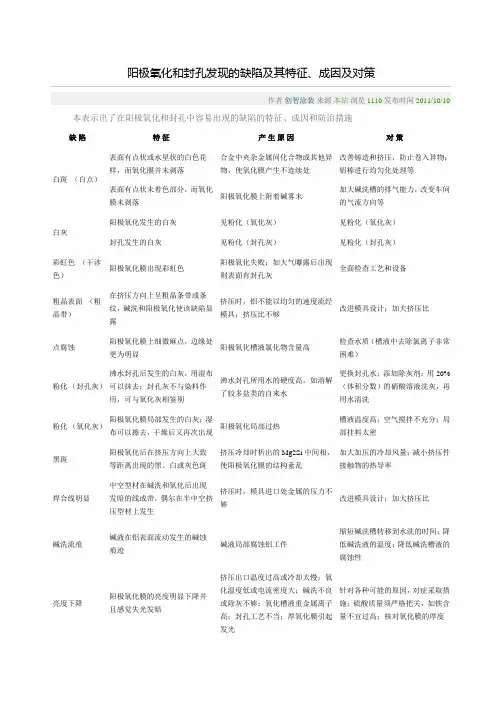
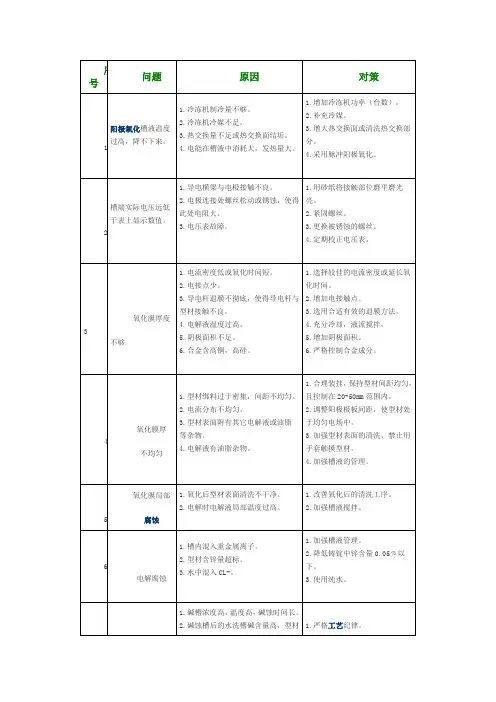
作者创智涂装来源本站浏览1110 发布时间2011/10/10本表示出了在阳极氧化和封孔中容易出现的缺陷的特征、成因和防治措施铝材阳极氧化封孔,不挂灰时间短.•信息名称:铝材阳极氧化封孔,不挂灰时间短.所在地:山东省威海市发布时间:2011-07-08加入收藏夹联系人:郭小姐威海云清化工开发院联系人:郭小姐女士电话:86-手机:传真:86-邮件:地址:山东省威海市文化中路89-2号查看全部产品进入展厅一、产品用途:本品为浅绿色粉末,适用于建筑铝型材和其他铝制品的封孔处理,本品封孔温度范围宽,它能够改善表面装饰的无色金属络合物, 在其它物质的支持下,依靠镍和氟化物离子的协同效应,发挥作用。
二、性能特点:1、同热水封孔的工艺相比, 冷封孔能缩短处理时间和节约加热所需的能源, 从能源成本和阳极氧化物生产线能力的角度来考虑这种优点就相当重要。
2、这种产品的结合能防止干净阳极氧化铝部件发绿的退色现象。
不产生白霜,其耐蚀性和耐磨性及硬度均高于沸水封孔处理.三、槽液组成及工艺条件:本品浓度 3.5-5.0克/升去离子水余量PH值5-5.6温度25-35℃时间8-15分钟(一分钟能封一个微米厚的氧化膜)Ni+ 0.9-1.2克/升F- 0.3-0.85克/升消耗量:0.8-1.5千克/吨材(约400m2)* 封孔后第一道用冷水洗,然后在进行温水洗.温水槽温度:60℃;时间:5分钟四、注意事项1、槽材料: 衬有塑料的钢或不锈钢。
特别须知要点:建议对溶液作过滤处理, (不可用筒式过滤器)。
为了保证溶液能长期使用, 避免溶液被全部排放, 每立方米中物料通过量达到1000m2,就应排放50 L/m3的槽液.2、用量: 产品用量和被处理氧化层的厚度和生产率有关。
3、阳极氧化层的质量:通过用封孔液的处理, 氧化层会产生一种反应, 这种反应约在24小时以后结束,然后才能用常规方法检查氧化层的质量。
4、用热水对上述处理层作5-10分钟的后冲洗, 就可以缩短这种反应时间, 经冲洗后处理层可以立即作质量的检验。
双色阳极氧化双色阳极氧化是一种常见的金属表面处理技术,它可以为金属制品赋予不同的颜色,同时提高其硬度和耐腐蚀性能。
这项技术广泛应用于航空航天、汽车制造、建筑装饰等领域。
本文将从原理、优势和应用等方面进行探讨。
一、原理双色阳极氧化是通过在金属表面形成一层氧化膜来实现的。
在这个过程中,金属制品作为阳极,通过电解的方式与电解液中的阴极反应,形成氧化膜。
不同的氧化膜厚度会导致不同的颜色,从而实现了双色效果。
二、优势1. 颜色丰富多样:双色阳极氧化可以实现多种颜色,如黑色、灰色、蓝色、绿色等。
这为金属制品的外观设计提供了更多的选择。
2. 提高硬度:经过阳极氧化处理的金属表面形成了一层坚硬的氧化膜,能够显著提高金属制品的硬度和耐磨性,增加其使用寿命。
3. 增强耐腐蚀性:氧化膜可以有效阻隔外界的氧气、水分和化学物质,从而降低金属制品的腐蚀速度,延长其使用寿命。
4. 环保节能:双色阳极氧化过程中不需要使用有毒有害的化学物质,对环境无污染。
同时,该技术的能耗相对较低,符合可持续发展的要求。
三、应用领域1. 航空航天领域:飞机零部件、导弹外壳等金属制品经过双色阳极氧化处理后,不仅具有良好的耐腐蚀性和耐磨性,还能够提高外观质量,增强产品的竞争力。
2. 汽车制造领域:汽车发动机零部件、排气管等金属制品需要具备较高的耐腐蚀性和耐磨性。
双色阳极氧化技术可以满足这些要求,并且能够赋予汽车更好的外观质感。
3. 建筑装饰领域:不锈钢、铝合金等金属制品在建筑装饰中广泛应用。
通过双色阳极氧化处理,可以使这些金属制品呈现出不同的色彩,增添建筑的美感。
4. 电子产品领域:手机外壳、笔记本电脑外壳等电子产品的外观设计十分重要。
双色阳极氧化技术可以为这些产品赋予丰富的颜色,提高产品的市场竞争力。
双色阳极氧化技术在金属表面处理中具有重要的应用价值。
它不仅可以赋予金属制品丰富多样的颜色,还能够提高其硬度和耐腐蚀性能。
随着人们对产品外观要求的提高,双色阳极氧化技术有望在更多领域得到应用和推广。
氧化处理是工业生产中常见的一种加工方法,它可以改善材料的表面性能,增强材料的抗腐蚀能力以及美化产品外观。
然而,在实际的氧化处理过程中,由于操作不当、设备老化、原材料质量等原因,常常会出现一些质量问题。
为了保证氧化处理的效果,需要及时处理这些质量问题并采取相应的措施。
一、氧化处理过程中常见的质量问题1. 色差问题由于氧化处理的温度、时间、溶液浓度等因素的不同,常常会导致氧化处理后的产品出现色差问题,严重影响产品的外观和质量。
2. 膜层质量问题氧化膜层是氧化处理的关键,它直接影响产品的性能和使用寿命。
膜层质量问题包括薄膜、不均匀膜层、脆性膜层等。
3. 氧化处理不彻底氧化处理不彻底会导致产品在使用过程中容易出现生锈、腐蚀等问题,严重影响产品的使用寿命。
4. 成本控制问题氧化处理过程中使用的化学药剂、能源等都会对成本造成影响,控制成本需要对整个氧化处理过程进行综合考虑。
二、氧化处理过程质量问题的处理措施1. 优化工艺流程根据产品的要求和原材料的特性,优化氧化处理工艺流程,合理控制温度、时间、溶液浓度等参数,确保产品的氧化处理效果。
2. 设备维护保养定期检查和维护氧化处理设备,保证设备的正常运行和稳定性,及时更换老化的设备和零部件。
3. 原材料质量把关严格把关原材料的质量,选择优质的原材料进行氧化处理,确保产品的质量稳定性和一致性。
4. 加强人员培训对氧化处理操作人员进行培训,提高其操作技能和质量意识,确保操作规范,减少操作失误。
5. 质量上线监控引入先进的质量上线监控设备,对氧化处理过程进行实时监控和数据采集,及时发现问题并进行调整。
6. 成本控制通过优化工艺、提高原料利用率、节约能源等方式控制成本,降低氧化处理的生产成本。
结论氧化处理是一种重要的表面处理方法,对材料的性能和外观有着重要的影响。
在氧化处理过程中,质量问题是需要重视和关注的。
通过优化工艺流程、加强设备维护保养、严格把控原材料质量、加强人员培训、质量上线监控以及成本控制等措施,可以有效处理氧化处理过程中出现的质量问题,确保产品的质量稳定,提高企业的竞争力。
手机外壳用6×××系铝合金阳极氧化黑线缺陷产生的原因郭世杰;张保存;张文静;张瑞忠;赵健【摘要】6×××系铝合金具有优异的力学性能和阳极氧化效果,可用于制备智能手机外壳.手机外壳的生产工艺流程为,半连续铸造圆铸锭→挤压→机械加工→阳极氧化着色.在产品后期检验过程中,阳极氧化后外壳表面常常出现黑线缺陷,导致材料大量浪费.黑线缺陷在显微镜下主要由沿挤压方向连续或非连续分布的微小孔洞组成,孔洞内存在弥散状或团簇状分布的颗粒物,分析认为主要是熔体处理过程中残留的夹杂物,在挤压过程中受到剪切作用脱落所致.因此,通过改进熔体处理工艺、控制颗粒物种类和含量能够降低挤压材黑线缺陷出现概率.【期刊名称】《轻合金加工技术》【年(卷),期】2018(046)008【总页数】5页(P13-17)【关键词】铝合金;手机外壳;黑线缺陷;阳极氧化;夹杂物【作者】郭世杰;张保存;张文静;张瑞忠;赵健【作者单位】中铝材料应用研究院有限公司苏州分公司,江苏苏州215026;山东华宇合金材料有限公司,山东临沂276017;中铝材料应用研究院有限公司苏州分公司,江苏苏州215026;山东华宇合金材料有限公司,山东临沂276017;中铝材料应用研究院有限公司苏州分公司,江苏苏州215026【正文语种】中文【中图分类】TG292根据工信部最新数据,2014年1~8月中国大陆生产手机11.23亿部,同比增加11.2%,预计全年中国大陆手机产量约17亿部,占全球手机总出货规模约89%。
手机已经成为广大民众的日常消费品,拥有非常广阔的市场前景。
我国已成为全球第一大手机制造基地,随着手机工业的蓬勃发展,金属手机外壳的消费市场前景广阔。
在金属手机外壳产品中,以铝-镁-硅合金为代表的挤压金属手机外壳具有诸多优点:1)耐冲击,强度、韧性高;2)热传导性能以及电磁辐射屏蔽性能较工程塑料好;3)比强度高;4)外观及触摸质感极佳,而且易于上色,可以通过表面处理工艺变成个性化颜色,更能表现出产品的美观及设计感;5)铝合金为可回收材料,可以最大限度地减少废弃物的产生。
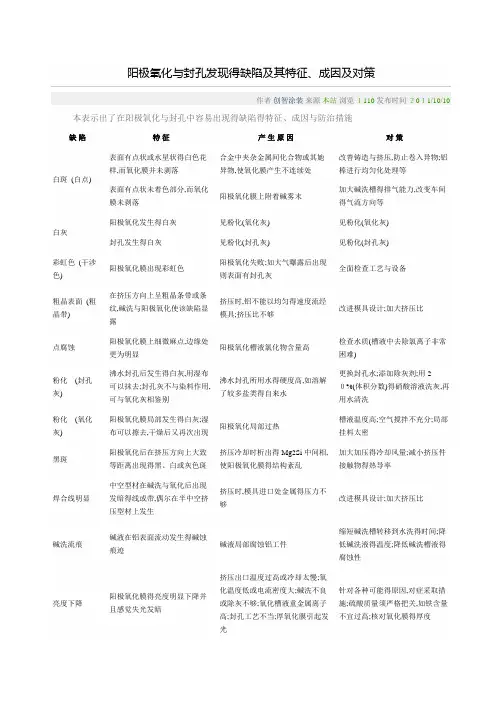
作者创智涂装来源本站浏览1110 发布时间2011/10/10本表示出了在阳极氧化与封孔中容易出现得缺陷得特征、成因与防治措施铝材阳极氧化封孔,不挂灰时间短.•信息名称:铝材阳极氧化封孔,不挂灰时间短。
所在地:山东省威海市发布时间:2011—07—08加入收藏夹联系人:郭小姐威海云清化工开发院联系人:郭小姐女士电话:86-手机:传真:86-邮件:地址:山东省威海市文化中路89—2号查瞧全部产品进入展厅•详细信息一、产品用途:本品为浅绿色粉末,适用于建筑铝型材与其她铝制品得封孔处理,本品封孔温度范围宽,它能够改善表面装饰得无色金属络合物,在其它物质得支持下,依靠镍与氟化物离子得协同效应,发挥作用、二、性能特点:1、同热水封孔得工艺相比,冷封孔能缩短处理时间与节约加热所需得能源, 从能源成本与阳极氧化物生产线能力得角度来考虑这种优点就相当重要。
2、这种产品得结合能防止干净阳极氧化铝部件发绿得退色现象、不产生白霜,其耐蚀性与耐磨性及硬度均高于沸水封孔处理、三、槽液组成及工艺条件:本品浓度 3、5—5。
0克/升去离子水余量PH值5—5、6温度25—35℃时间8—15分钟(一分钟能封一个微米厚得氧化膜)Ni+ 0.9—1、2克/升F—0。
3—0、85克/升消耗量: 0、8-1.5千克/吨材(约400m2)*封孔后第一道用冷水洗,然后在进行温水洗。
温水槽温度:60℃;时间:5分钟四、注意事项1、槽材料:衬有塑料得钢或不锈钢。
特别须知要点:建议对溶液作过滤处理, (不可用筒式过滤器)。
为了保证溶液能长期使用,避免溶液被全部排放, 每立方米中物料通过量达到1000m2,就应排放50 L/m3得槽液.2、用量: 产品用量与被处理氧化层得厚度与生产率有关。
3、阳极氧化层得质量:通过用封孔液得处理,氧化层会产生一种反应, 这种反应约在24小时以后结束,然后才能用常规方法检查氧化层得质量。
4、用热水对上述处理层作5—10分钟得后冲洗, 就可以缩短这种反应时间, 经冲洗后处理层可以立即作质量得检验。
阳极氧化退膜-回复题目:阳极氧化退膜——为什么发生及如何解决引言:阳极氧化是一种常见的金属表面处理方法,可提高金属材料的耐腐蚀性和装饰性。
然而,有时在阳极氧化后的表面上出现了退膜现象,这对于工件的质量和耐用性来说是个问题。
本文将深入探讨阳极氧化退膜的原因,以及解决这一问题的方法。
一、退膜现象的原因:1.1 阳极氧化膜质量问题:阳极氧化膜的质量取决于工艺参数、材料组成和设备状况等因素。
如果在处理过程中某一环节出现问题,如溶液成分不均匀或工件与阳极不良接触等,会导致膜层质量不稳定,从而引起退膜现象。
1.2 金属材料组织不合理:金属材料的组织结构直接影响阳极氧化膜的质量。
如果金属内部含有过多的杂质或组织不均匀,膜层的附着力就会受到影响,从而易于退膜。
1.3 温度和湿度变化:温度和湿度是阳极氧化过程中需要密切控制的因素。
如果环境温度和湿度变化较大,会导致膜层内部产生应力变化,使得膜层容易脱落。
二、解决退膜现象的方法:2.1 优化工艺参数:通过调整阳极氧化过程中的工艺参数,如电压、电流密度、溶液浓度和处理时间等,可以改善膜层的质量。
严格控制每个步骤的操作要求,确保全过程的稳定性和一致性。
2.2 提升金属材料的纯度:通过优化金属材料的生产工艺,减少杂质的含量,并控制金属的组织结构,可以提高阳极氧化膜的附着力和稳定性。
合理选择原材料,并对金属材料进行预处理,以确保其质量达到要求。
2.3 控制处理环境的温湿度:在阳极氧化过程中,严格控制处理环境的温度和湿度变化,避免因环境变化而导致膜层受力变化进而退膜。
可以通过使用恒温恒湿的设备,或者采取湿度和温度自动调节系统进行控制。
2.4 加强膜层之间的亲和力:在阳极氧化处理后,可以通过进行化学处理或热处理等方法,增强膜层与基材之间的结合力。
这些处理方法能够促使膜层与基材之间形成更牢固的化学键,增加膜层的附着力。
2.5 检测和质量控制:建立一套完善的质量检测体系,对阳极氧化处理后的产品进行检测,及时发现退膜等质量问题。

铝合金的阳极氧化处理和表面涂覆技术是铝合金扩大应用范围、延长使用期限的关键,表面技术一直受到我国铝合金材料工业的特别关注。
而铝表面阳极氧化膜的封孔也是铝表面处理的重要一步,其能提高膜层的耐腐蚀性、耐磨性以及绝缘性,对工件起到良好的保护作用。
那么阳极氧化封孔又有那些缺陷,我们又应该怎么应对呢?封孔处理后常见的一些缺陷有一下几点:1、封孔白灰。
这是热封孔常见的缺陷。
起源于水中钙离子或镁离子过高,但是一般可以用湿布擦掉。
封孔灰应该与粉化膜区分,封孔灰不会与染料作用,而粉化的阳极氧化膜与染料能发生作用。
解决方法常在热封孔的纯水中加入ht410封孔抑灰剂,效果较好。
2、热封孔膜龟裂。
这种缺陷多见于硬质阳极氧化膜,尤其发生在抛光铝表面的热封孔膜上。
主要原因是由于热封孔时阳极氧化膜的热膨胀系数低,而金属铝的热膨胀系数高,使得氧化膜中产生大的拉应力所致。
此时一般应考虑降低阳极氧化的电流密度,或适当升高槽液温度来解决。
3、热封孔膜发黄。
这在热封孔中偶尔发生,主要由于水中铁或铜的污染,很可能是金属在热水中腐蚀引起的,一般铁或铜超过50μg/g就存在发黄的危险。
解决办法是一旦发现就立即更换溶液。
4、封孔不合格。
热封孔不合格的原因很多,主要有封孔温度低、pH值偏低、封孔时间短以及溶液中的杂质超标等。
在杂质控制中尤其要控制二氧化硅和磷酸根的含量。
针对封孔不合格的原因,采取相应措施。
一般槽液温度应该高于95摄氏度,pH值保持在6.0左右,封孔时间应该维持在阳极氧化时间的一倍以上。
以上都是我总结的一些热封孔工艺中常见的问题,以及解决方案。
其实这些问题也可以尽量去避免,在封孔处理的时候注意操作规范,减少槽液的污染和杂质含量。
最好的话,可以使用槽液耐杂质离子和耐干扰性比较好的高温封孔剂。
阳极氧化工艺出现问题和解决方案铝不论是天然氧化,电化学氧化,化学氧化,碱性氧化,酸性氧化还是阳极氧化,它的氧化膜的构成成分都是一样的,主要是Al2O3组成。
这层膜的构成,能保护铝基体不被继续氧化腐蚀,不会像铁一般经年后都是铁锈。
我们接着上次介绍的阳极氧化过程中出现的问题。
膜厚不均。
用一根料的膜厚或同一挂料上下的膜厚不同,挂料工件过于密集;阴阳极的面积比不当;槽液上下温差太大。
调整挂料之间、阴阳极之间的距离。
合理布置阴极;加大槽液的循环量。
膜厚不均容易出现染色不均问题,也可以尝试用ht429染色抑制剂均匀染色。
膜硬度下降(软膜)。
阳极氧化膜的硬度或耐磨性下降,硬质阳极氧化更为多见,槽液温度或硫酸浓度高;槽液的循环或搅拌不够。
降低槽温和加强搅拌膜烧损。
阳极氧化膜局部灾难性的程度不同的浸蚀,或伴有金属溶解,阳极氧化时局部过热,尤其多见于高铜铝合金的金属间化合物大块析出位置。
维持良好搅拌;保持槽液温度;控制电流上升速度,最好采用脉冲电源阳极氧化氧化膜龟裂。
氧化膜发现裂纹(氧化,封孔、大气曝露或弯曲加工以后),沸水封孔发生由于膨胀产生的应力;由于电流密度太大发生硬质氧化;阳极氧化膜的塑性不够。
对症采取措施;冷封孔之后热水浸泡提高氧化膜的塑性。
另外,沸水封孔容易出现封孔灰,建议使用ht410封孔除灰剂做处理和预防。
氧化膜疏松。
膜的致密性差,疏松容易擦坏,阳极氧化温度高;电流密度大;氧化时间长。
检查工艺参数并照章改正人们利用铝氧化膜的这些特性,开始了对铝合金在实用性和视觉上的追求。
像阳极氧化膜的染色已经应用十分普遍,我们使用的手机(如:iPhone)其各种颜色的外壳很多都是铝合金阳极氧化膜染色而成,而且市场上也有很多这方面知名的生产商,日本的奥野系列,中国的华深染料等。
本色阳极氧化处理表面问题
本色阳极氧化处理是一种常见的表面处理方法,用于增强金属材料的耐腐蚀性、耐磨性和美观性。
然而,在进行本色阳极氧化处理时,可能会遇到一些表面问题,以下是一些常见的问题及可能的原因和解决方法:
1. 颜色不均匀:颜色不均匀可能是由于氧化过程中电流分布不均匀或电解液不纯等原因导致的。
解决方法包括检查电解设备的导电性,确保电流均匀分布;使用纯净的电解液,并定期更换。
2. 表面粗糙度不一致:表面粗糙度不一致可能是由于氧化前的表面处理不当或氧化过程中的参数控制不准确引起的。
可以通过优化表面预处理工艺,如酸洗、抛光等,以及精确控制氧化时间、温度和电流密度来改善。
3. 膜层厚度不均匀:膜层厚度不均匀可能是由于金属基材的表面质量问题或氧化过程中的夹具不当造成的。
确保基材表面平整、无缺陷,并合理设计夹具,以保证氧化均匀。
4. 划伤和磨损:表面划伤和磨损可能是在处理过程中或使用过程中受到物理损伤所致。
可以采取防护措施,如使用保护膜、避免碰撞和摩擦,以及定期维护和清洁。
5. 污渍和污垢:污渍和污垢可能来自生产环境或使用过程中的污染。
应保持生产环境清洁,并在处理后及时清洗表面,以防止污渍附着。
6. 气泡和缺陷:气泡和缺陷可能是由于电解液中的气体或基材表面的污染物引起的。
可以通过充分搅拌电解液、排除气体和进行彻底的表面清洗来解决。
要解决本色阳极氧化处理表面问题,需要对整个处理过程进行仔细的分析和控制。
选择合适的工艺参数、保证设备和材料的质量,以及严格的质量控制措施都是关键。
此外,与供应商和专业人士的沟通和合作也有助于解决特定的表面问题,并获得更好的处理效果。