标准工时推广及效率分析实施报告.pptx
- 格式:pptx
- 大小:310.93 KB
- 文档页数:20

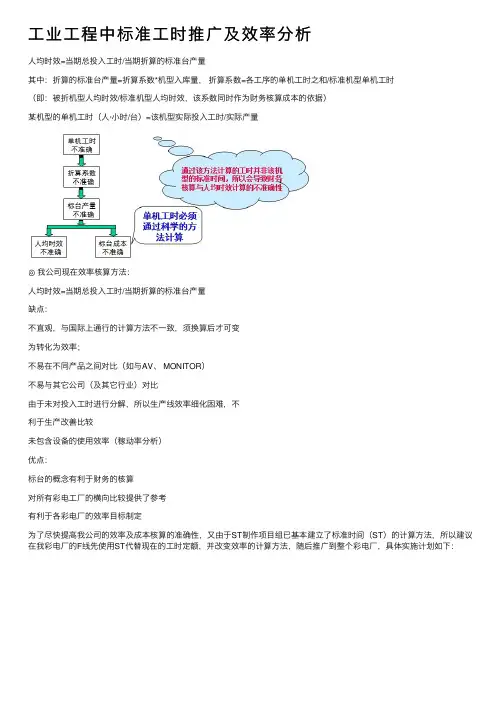
⼯业⼯程中标准⼯时推⼴及效率分析⼈均时效=当期总投⼊⼯时/当期折算的标准台产量其中:折算的标准台产量=折算系数*机型⼊库量,折算系数=各⼯序的单机⼯时之和/标准机型单机⼯时(即:被折机型⼈均时效/标准机型⼈均时效,该系数同时作为财务核算成本的依据)某机型的单机⼯时(⼈·⼩时/台)=该机型实际投⼊⼯时/实际产量◎我公司现在效率核算⽅法:⼈均时效=当期总投⼊⼯时/当期折算的标准台产量缺点:不直观,与国际上通⾏的计算⽅法不⼀致,须换算后才可变为转化为效率;不易在不同产品之间对⽐(如与AV、 MONITOR)不易与其它公司(及其它⾏业)对⽐由于未对投⼊⼯时进⾏分解,所以⽣产线效率细化困难,不利于⽣产改善⽐较未包含设备的使⽤效率(稼动率分析)优点:标台的概念有利于财务的核算对所有彩电⼯⼚的横向⽐较提供了参考有利于各彩电⼚的效率⽬标制定为了尽快提⾼我公司的效率及成本核算的准确性,⼜由于ST制作项⽬组已基本建⽴了标准时间(ST)的计算⽅法,所以建议在我彩电⼚的F线先使⽤ST代替现在的⼯时定额,并改变效率的计算⽅法,随后推⼴到整个彩电⼚,具体实施计划如下:⽣产性 = 产出(OUTPUT)/投⼊(INPUT)* 劳动⽣产性 = ⽣产量/实际时间◎⼯时是...作为⼯作负荷量或⼯作能⼒的单位,表⽰连续⼯作时间,具有能进⾏加减乘除的性质◎⼯时单位- ⼈,⽇(Man,Day)/机械,⽇(Machine,Day)- ⼈,时(Man,Hour)/机械,时(Machine,Hour)- ⼈,分(Man,Minute)/机械,分(Machine,Minute)◎运⽤⼯时的优点能把诸⽣产要素的单位统⼀起来,能进⾏相互⽐较和评价。
能进⾏加减乘除的计算,能有效利⽤于各种计划的制定和管理⽅⾯。
标准时间在效率计算中的重要性来源:佚名1.应该是具有科学根据的标准时间-适当性:管理者和作业者认为是适当的尺度,误差应该少。
-普遍性:具备⼀般的标准作业速度,稳定的尺度。