PROE 数控加工讲稿 第五章 车削加工(1)
- 格式:ppt
- 大小:2.00 MB
- 文档页数:3
车削工艺01本内容适用于在学生分组后,由指导人员根据具体操作情况进行选择性的讲解。
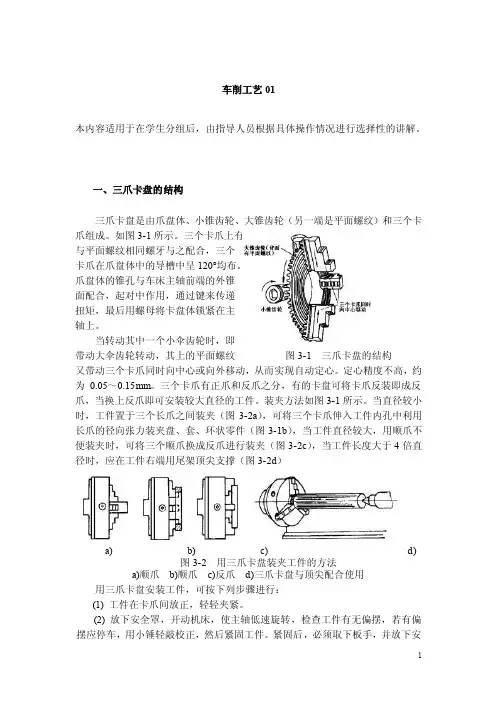
一、三爪卡盘的结构三爪卡盘是由爪盘体、小锥齿轮、大锥齿轮(另一端是平面螺纹)和三个卡爪组成。
如图3-1所示。
三个卡爪上有与平面螺纹相同螺牙与之配合,三个卡爪在爪盘体中的导槽中呈120°均布。
爪盘体的锥孔与车床主轴前端的外锥面配合,起对中作用,通过键来传递扭矩,最后用螺母将卡盘体锁紧在主轴上。
当转动其中一个小伞齿轮时,即带动大伞齿轮转动,其上的平面螺纹图3-1 三爪卡盘的结构又带动三个卡爪同时向中心或向外移动,从而实现自动定心。
定心精度不高,约为0.05~0.15mm。
三个卡爪有正爪和反爪之分,有的卡盘可将卡爪反装即成反爪,当换上反爪即可安装较大直径的工件。
装夹方法如图3-1所示。
当直径较小时,工件置于三个长爪之间装夹(图3-2a),可将三个卡爪伸入工件内孔中利用长爪的径向张力装夹盘、套、环状零件(图3-1b),当工件直径较大,用顺爪不便装夹时,可将三个顺爪换成反爪进行装夹(图3-2c),当工件长度大于4倍直径时,应在工件右端用尾架顶尖支撑(图3-2d)a) b) c) d)图3-2 用三爪卡盘装夹工件的方法a)顺爪b)顺爪c)反爪d)三爪卡盘与顶尖配合使用用三爪卡盘安装工件,可按下列步骤进行:(1) 工件在卡爪间放正,轻轻夹紧。
(2) 放下安全罩,开动机床,使主轴低速旋转,检查工件有无偏摆,若有偏摆应停车,用小锤轻敲校正,然后紧固工件。
紧固后,必须取下板手,并放下安全罩。
(3) 移动车刀至车削行程的左端。
用手旋转卡盘,检查刀架是否与卡盘或工件碰撞。
二、车刀的种类和用途在车削过程中,由于零件的形状、大小和加工要求不同,采用的车刀也不相同。
车刀的种类很多,用途各异,现介绍几种常用车刀(图3-3)。
1.外圆车刀外圆车刀又称尖刀,主要用于车削外圆、平面和倒角。
外圆车刀一般有三种形状。
⑴直头尖刀主偏角与副偏角基本对称,一般在45°左右,前角可在5~30°之间选用,后角一般为6~12°。
机械零件车削加工培训课件简介本课件旨在介绍机械零件车削加工的基本概念、工艺流程、工艺参数和常见工具的使用方法。
通过学习本课件,您将了解机械零件车削加工的基本原理和技术要点,从而掌握机械零件车削加工的基本技能,为未来的实践操作打下坚实的基础。
目录1.机械零件车削加工的基本概念– 1.1 机械零件车削加工的定义– 1.2 机械零件车削加工的发展历程2.机械零件车削加工的工艺流程– 2.1 零件准备– 2.2 工艺规程编制– 2.3 加工设备准备– 2.4 加工操作– 2.5 加工质量检验3.机械零件车削加工的工艺参数– 3.1 加工速度– 3.2 进给量– 3.3 切削深度– 3.4 切削温度4.机械零件车削加工常见工具的使用方法– 4.1 车刀的选择与安装– 4.2 刀具刃磨的基本要求– 4.3 刀具磨床的使用方法– 4.4 切削液的选择与使用5.总结1. 机械零件车削加工的基本概念1.1 机械零件车削加工的定义机械零件车削加工是指利用车床等加工设备,以切削为主要手段,通过放置工件在主轴上旋转的同时,用刀具使工件相对于刀具进行直线或曲线的运动,从而通过切削去除工件上的金属材料,从而得到符合要求的零件形状和尺寸的加工过程。
1.2 机械零件车削加工的发展历程机械零件车削加工技术的发展可以追溯到古代的手工车削加工,随着工业革命的到来,机械车床的出现使得车削加工得到了极大的发展。
现代机械零件车削加工已经成为机械制造工程中不可或缺的一环,广泛应用于汽车、航空、航天、电子、船舶等领域。
2. 机械零件车削加工的工艺流程2.1 零件准备在进行机械零件车削加工前,需要对待加工的零件进行准备工作。
首先,检查零件的图纸和工艺文件,确保了解零件的材料、尺寸和加工要求。
然后,对零件进行清洁处理,清除表面的污物和氧化物,确保加工的质量。
2.2 工艺规程编制编制工艺规程是车削加工的重要环节。
在编制工艺规程时,需要确定加工顺序、加工方法、刀具及切削参数等内容,以确保加工的准确性和高效性。

(数控模具设计)PROE模具设计培训教材第七章直接创建模具体积块------------------------------- 54第八章特征表列管理---------------------------------------- 66第九章以模具基础组件工作------------------------------- 74第十章模具能力设计---------------------------------------- 85第十一章再生失败在模具中---------------------------------- 97第一章模具设计基础简介典型的Pro/MOLDESIGN过程本章为模具设计及使用概论﹐此处将介绍在Pro/MOLDESIGN中进行设计的各项步骤。
Pro/MOLDESIGN是Pro/ENGINEER的一个选用模块﹐提供给使用者仿真模具设计过程所需的工具。
这个模块接受实体模型来创建模具组件﹐且这些模具组件必然是实体零件﹐可以应用在许多其它的Pro/ENGINEER 模块﹐例如零件﹐装配﹐出图及制造等模块。
由于系统的参数化特性﹐当设计模型被修改时﹐系统将迅速更新,幷将修改反映到相关的模具组件上。
典型的Pro/MOLDESIGN过程在Pro/ENGINEER中创建模具组件,将包含某些或所有以下的步骤。
1.创建或叫回设计模型。
2.进行拔模斜度检查或厚度检查﹐以确定零件有恰当拔模斜度﹐可以从模具中完全退出﹔或确认没有过厚的区域以造成下陷。
3.叫回或创建工件(workpiece)﹐这个工件是用来定义所有模具组件的体积﹐而这些组件将决定零件的最后形状.如果需要选取适当的模座。
4.在模具模型上创建缩水率。
缩水率根据选择的形态﹐可以等向(isotropically)或非等向(anisotropically)地增加在整个模型指定的特征尺寸。
5.加入模具装配特征形成流入口﹐流道及浇口。
这此特征创建后将被加到模具设计中﹐且将从模具组件几何中被挖除。

车削加工教案【教学目的及要求】1.了解车床型号、组成、运动和用途。
2.生疏车刀、量具和主要附件的根本构造与使用方法。
3.把握车削加工的根本技能,能加工轴类、盘套类零件。
4.生疏车工安全操作规程。
【教学课时】7 课时车削加工讲授内容一般机器制造中车床约占金属切削机床总台数的20%~35%,主要用于加工内外圆柱面、圆锥面、端面、成形回转外表以及内外螺纹面、蜗杆等。
车床种类很多,其中卧式车床是应用最广泛的一种。
一、车床组成车床上由机床主轴带开工件旋转。
由溜板箱上的大拖板及刀架带动刀具作纵横向直线移动。
为了转变上述运动的大小,尚有主运动变速箱〔主轴箱〕和进给运动变速箱〔进给箱〕。
上述各局部都由床身支承。
车床的组成局部有:1.主轴箱:安装主轴及主轴变速机构;2.进给箱:安装作进给运动的变速机构;3.溜板箱:安装作纵横向运动的传动元件并联接拖板及刀架。
4.刀架:安装车刀,使其作纵向、横向〔可自动〕或斜向〔手动〕进给运动。
5.尾架:安装尾架套筒及顶尖;6.床身:用来支承上述各部件,并保证其间相对位置。
二、卧式车床型号车床型号依据国家标准规定,由汉语拼音和阿拉伯数字组成。
如:C A 6 1 40机床主参数代号表示最大车削直径的格外之一,即400mm机床型别代号〔卧式车床〕机床组别代号〔卧式车床〕沈阳机床厂作了重大改进机床类别代号〔车床类〕三、车削运动及车削用量1.车削运动及车削外表1)车削运动在车床上,切削运动是由刀具和工件作相对运动而实现的。
按其所起的作用,通常可分为以下两种。
(1)主运动。
切除工件上多余金属,形成工件外表必不行少的根本运动。
其特征是速度最高,消耗功率最多。
车削时工件的旋转为主运动,切削加工时主运动只能有一个。
(2)进给运动。
使切削层连续或连续投入切削的一种附加运动。
其特征是速度小,消耗功率少。
车削时刀具的纵、横向移动为进给运动。
切削加工时进给运动可能不只是一个。
2)车削外表在车削外圆过程中,工件上存在着三个不断变化着的外表。