钣金折弯系数
- 格式:pdf
- 大小:95.40 KB
- 文档页数:2
3mm钣金折弯系数
3mm钣金折弯系数
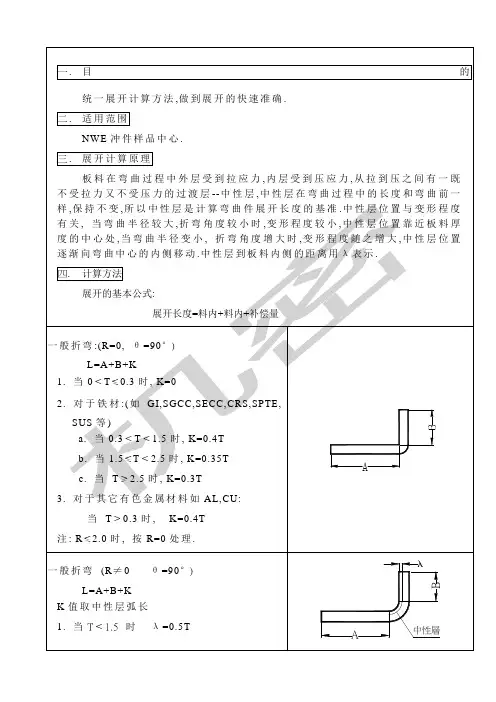
一、折弯系数及允许弯曲限度
折弯系数(k):用来表示折弯部件弯曲半径与试样长度之比值,它与弯曲应力息息相关,有一定的计算系数,早已规定用作计算折弯应力分步的依据,一般公式如下:
K = R / L
其中:K=折弯系数
R=弯曲半径(m)
L=试样长度(m)
允许弯曲限度:钣金折弯部件的允许弯曲限度,是指在满足弯曲容许值要求的情况下,弯曲半径与试样长度之比值在什么范围之内就不会引起折弯材料断裂或塑性变形。
二、3mm钣金折弯系数
3mm厚钣金折弯系数:根据现行有关国家标准的规定,3mm厚钣金折弯系数的允许弯曲限度为:
1.铝合金板材:最大允许系数K<=0.5
2.不锈钢板材:最大允许系数K<=0.4
3.低碳钢板材:最大允许系数K<=0.4
4.其它材料:根据材料特性,由专业人员进行定制得出允许系数。
三、折弯系数计算公式
材料厚度折弯系数计算公式,折弯系数K=R/L,其中:
R=弯曲半径(m)
L=试样长度(m)
根据上述公式,可以计算出3mm厚钣金板弯曲所需要的折弯系数等参数。
钣金折弯系数最简单的算法
钣金折弯系数最简单的算法是90度弯曲系数的经验公式:1.7倍材料厚度的计算方法。
钣金弯曲不仅是90度弯曲,而且是非90度弯曲。
有最简单的计算方法吗?这真的不是真的。
有一个精确计算非90度弯曲系数的计算公式,即使用中性层的概念来计算弯曲过程中电弧的弧长,最后计算弯曲系数。
对于特殊角度,可以通过简单的方法计算弯曲系数。
当钣金弯曲角度为135度时,弯曲系数可以减少材料厚度的0.5倍。
例如,如果材料为1mm铁板,弯曲角度为135度,弯曲尺寸分别为100和50,则计算和展开方法为:100+50-0.5=149.5mm。
其他钣金厚度也可以通过该方法计算。
它仅适用于135度,其他角度不可用。
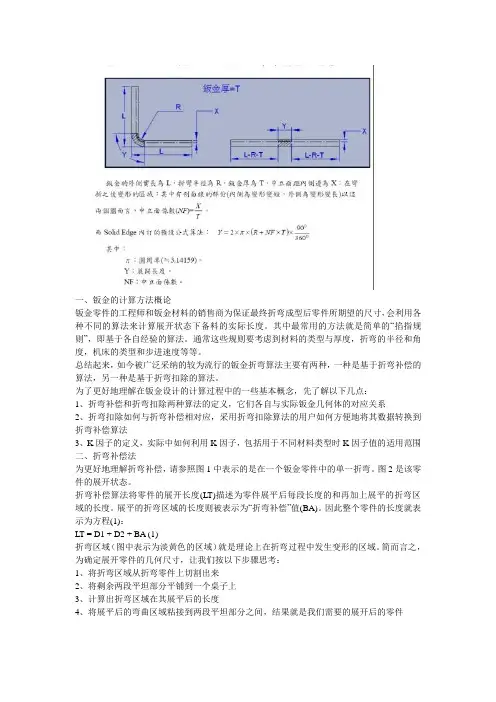
一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA)。
因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1)折弯区域(图中表示为淡黄色的区域)就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:1、将折弯区域从折弯零件上切割出来2、将剩余两段平坦部分平铺到一个桌子上3、计算出折弯区域在其展平后的长度4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件图1五、K-因子法K-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径/折弯角度等广泛情形下的弯曲补偿(BA)的一个独立值。
图4和图5将用于帮助我们了解K-因子的详细定义。
我们可以肯定在钣金零件的材料厚度中存在着一个中性层或轴,钣金件位于弯曲区域中的中性层中的钣金材料既不伸展也不压缩,也就是在折弯区域中唯一不变形的地方。
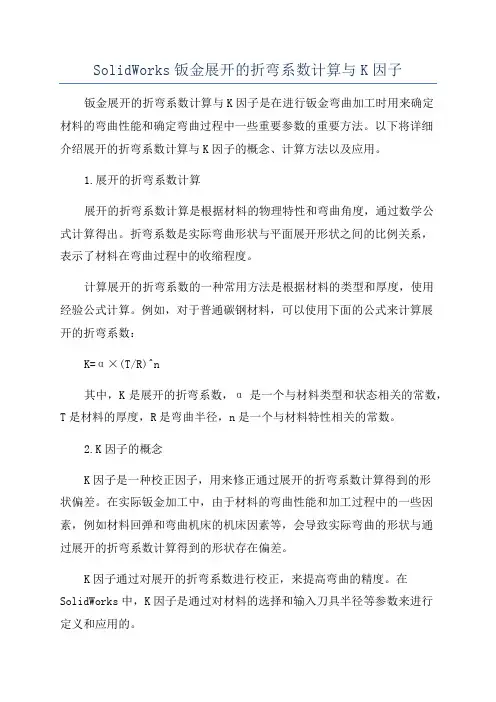
SolidWorks钣金展开的折弯系数计算与K因子钣金展开的折弯系数计算与K因子是在进行钣金弯曲加工时用来确定材料的弯曲性能和确定弯曲过程中一些重要参数的重要方法。
以下将详细介绍展开的折弯系数计算与K因子的概念、计算方法以及应用。
1.展开的折弯系数计算展开的折弯系数计算是根据材料的物理特性和弯曲角度,通过数学公式计算得出。
折弯系数是实际弯曲形状与平面展开形状之间的比例关系,表示了材料在弯曲过程中的收缩程度。
计算展开的折弯系数的一种常用方法是根据材料的类型和厚度,使用经验公式计算。
例如,对于普通碳钢材料,可以使用下面的公式来计算展开的折弯系数:K=α×(T/R)^n其中,K是展开的折弯系数,α是一个与材料类型和状态相关的常数,T是材料的厚度,R是弯曲半径,n是一个与材料特性相关的常数。
2.K因子的概念K因子是一种校正因子,用来修正通过展开的折弯系数计算得到的形状偏差。
在实际钣金加工中,由于材料的弯曲性能和加工过程中的一些因素,例如材料回弹和弯曲机床的机床因素等,会导致实际弯曲的形状与通过展开的折弯系数计算得到的形状存在偏差。
K因子通过对展开的折弯系数进行校正,来提高弯曲的精度。
在SolidWorks中,K因子是通过对材料的选择和输入刀具半径等参数来进行定义和应用的。
3. SolidWorks中的展开的折弯系数计算与K因子应用在SolidWorks中,展开的折弯系数计算与K因子的应用是通过设置钣金设计参数来实现的。
在设计钣金零件时,用户可以先选择钣金材料的属性,并设置适当的厚度。
然后,在对零件进行弯曲操作时,用户可以选择适当的坐标系和参考平面,并使用工具栏上的弯曲工具进行弯曲操作。
在弯曲设置中,用户需要输入弯曲的角度、弯曲半径、K因子等参数。
SolidWorks会根据输入的参数进行展开的折弯系数计算,并生成与实际形状相匹配的展开图形。
在使用SolidWorks进行钣金展开的折弯系数计算与K因子应用时,需要注意以下几点:-对于不同材料,应选择适当的展开的折弯系数公式和K因子值。

一.规范LASER工程图面,达到作业的快速准确.二NWE冲件样品中心.三.1.除非特别指明,工程图毛刺面一律向下;2.主视图本工程LASER加工像素放在0层,前次加工像素放在对应的加图按像素本次加工中一定完成名一致.四.规范NCT工程图面,达到作业的快速准确.五NWE冲件样品中心.六.1.受现场加工模具的限制,NCT加工范围如下:倒对应上;标注, 图面X向零80.0一定完, 档名一.规范压板简易模具设计, 达到易模设计的快速﹑准确.二.NWE冲件样品中心三.压板易模: 由几块钢板迭合而成, 用来在油压机﹑冲床上成形五金板., 则零件……)如中d.图面须标注易模各零件最大外形尺寸﹑成形部分形状尺寸﹑定位尺寸.2. 设计标准典型的压板易模工作方式见下图:设计时一般以外形定位,冲子与下模尺寸决定凸包形状与尺寸,上模用来定位冲子,在设计时参照下列设计原则:2.1 冲子与上模之间的配合间隙0.05(单边),避免现场装配加工困难.2.2 抽形高度按原设计尺寸增加0.1, 并按四舍五入取到小数点后一位;2.3 抽形时,下模高度等于工件抽形高度,冲子高度等于上模与下模高度之和; 抽孔时,下模高度等于抽形高度加上2倍料厚(至少1.5mm),并取整数,冲子高度等于上模﹑下模﹑本体和料厚之和,并取整数.2.9当段差部分宽度 30.0时, 用折床易模加工, 当宽度 30.0时, 用压板易模加工, 设计时注意:a.易模成形部分面积应大于展开部分面积: 下模段差成形部分取工件上段差对应投影尺寸, 其它部分取外边孔口尺寸; 冲子段差成形部分取工件上段差对应投影尺寸(与下模部分对应相差一个料厚), 其它部分由本体展开部分向外偏移一半的缝隙宽度, 如图B所示:b.成形部分向后移0.4~0.6(视宽度而定, 宽度为50.0时后移0.6), 如图B所示:(影线部分为成形区域)2.10 易模材料及易模厚度的选用:当料厚小于2.0时, 选用SUS301﹑GI材料;当料厚大于2.0时, 选用SPHC, 并且优先选用2.0﹑3.0﹑4.0﹑5.0﹑6.0﹑8.0等厚度一.规范LASER CAM 作业,使切割工件符合工程图面要求,并达到作业的快速统一.二.NWE冲件样品中心.三.LASER CAM: 计算机辅助激光加工编程.PART: 附带激光加工参数的图形.四1.DXF档输入(1) 确认输入的DXF文件与对应工程图是否相符, 是否有遗漏或增加像素.(2) 检查DXF文件是否有断线、断点和重迭线,若有则应对其清除及串接.(3) 将图形最大外形之左下角点置于(0,0)点.2.切割方式的选择切割方式有如下几种:连续切割、脉冲切割、刻蚀.(1) 下列情形应选有脉冲切割方式:A:切割材质为马口铁(SPTE).B:切割直径小于料厚之圆孔.C:切割厚度大于4mm的材料.(2) 图面有要求刻字、线、及图案标记的部分,选用刻蚀方式.(3) 其作余一律用连续切割方式.3.引线方式的选择(1) 一般情况下, 引割线长度设定为5mm, 采用直线切入及直接引出方式. 小工件引割长度可适当减少. 在下列情形中,必须设定为脉冲穿孔方式:A:单线切割.、圆:自动.., 工3.一张板上排一种工件(即一种工件生成一个.LCC文檔).(三) 后处理及NC代码输出1.可依据工件之材质、料厚选择恰当之激光加工参数, 生成一份工作报表, 可从中获取单件切割工时, 材料利用率等数据.2.模拟切割, 检查是否有异常情形发生, 在档案总管中打开相应之.LCC文, 检查工件排版有无异常,3.依据切割方式之不同, 正确修正M指令.(四).相关文档管理应正确管理、存放作业过程中生成之各种文档. 具体操作参见《激光档案管理作业标准一.规范NCT程序转换作业, 使作业快速、规范, 从而保证产品质量符各工程图面要求.二.NWE样品中心.B 确认刀具安装是否正确,注意刀具型号匹配.C 确认排刀时是否有废料留落于工作台上,应采用全冲落或留料连接.D 确认是否正确设置留料或架桥.E 有特殊刀具时, 应正确添加M指令.2) 进行刀具路径仿真.检查刀具编排是否合理.应注意以下几点:A 排刀应遵循:先小后大,先圆后方,先常用后特殊的一般原则.刀具尽量做到少选,选刀尽量往大的方向选, 并保证切边总长不小于所选刀具长度的1.5倍.B 有特殊刀具的工件加工时, 应注意相邻加工像素之间的距离, 避免凸形在加工时相互造成损伤, 相邻加工像素中心间距应大于刀具上模直径.C 外形冲裁时,X方向刀具置于后, 且靠近夹爪水平边最后冲.D 检查有无有危险区内的冲裁动作.E 生成并储存.PPF文檔.3) 将刀具路径多数取, 应注意留料宽度是否足够, 并考虑排版的经济性.4.NC代码输出1) 检查生成的NC代码中材料、厚度、规格是否正确,有使用特殊刀具的有列M指令生成.NCT程寸精确.成品进的左廓类型不同(内孔或外形或未闭合轮廓线)对LASER切割位置进行调整从而保证产品的呎寸精确的方法. 补正方式有内补正、外补正、自动补正、不补正.四.1. 工件本体切割软体能自动判别工件的内孔和外形,分别对其设置补正的方式,因此,将补正方式设置为自动补正.2. 二次加工工件(两种情况)a 二次切割时切割内孔第一次切割之定位孔及第二次切割之工件内孔,补正均设置为内补正方式.b 二次切割时切割内孔,并切割形成工件外形第一次切割之定位孔及第二次切割之工件内孔,补正设置为内补正方式.工件之外形切割补正设置为外补正方式.3. 未闭合轮廓线切割a 线间距较大,可以忽略补正值时,于PART中将未闭合轮廓线补正设置为OFF,即生成代码G40.b 线间距较小,补正之值不能忽略时,将相关未闭合轮廓线往相反方向偏移0.1MM再将补正设置为。
钣金折弯系数表在钣金加工中,折弯是一项常见的工艺操作。
通过折弯,我们可以将平板钣金加工成各种形状和结构,从而满足不同零部件的需求。
在进行折弯过程中,钣金的材料、厚度、弯曲角度等因素都会影响到折弯的精度和质量。
为了帮助工程师和操作人员更好地进行钣金折弯工艺设计,我们制作了以下钣金折弯系数表。
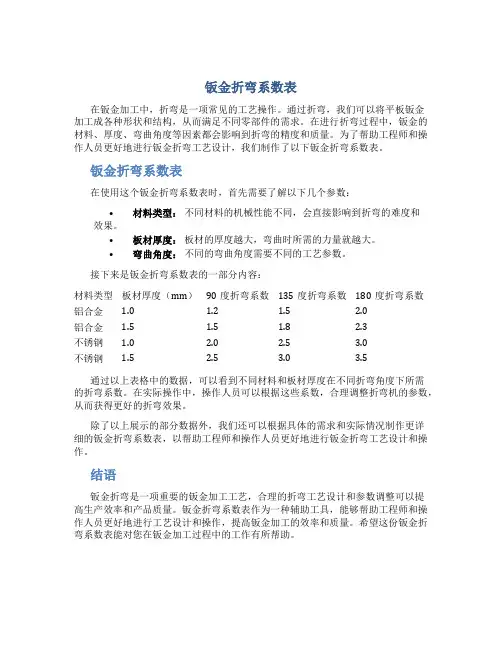
钣金折弯系数表在使用这个钣金折弯系数表时,首先需要了解以下几个参数:•材料类型:不同材料的机械性能不同,会直接影响到折弯的难度和效果。
•板材厚度:板材的厚度越大,弯曲时所需的力量就越大。
•弯曲角度:不同的弯曲角度需要不同的工艺参数。
接下来是钣金折弯系数表的一部分内容:材料类型板材厚度(mm)90度折弯系数135度折弯系数180度折弯系数铝合金 1.0 1.2 1.5 2.0铝合金 1.5 1.5 1.8 2.3不锈钢 1.0 2.0 2.5 3.0不锈钢 1.5 2.5 3.0 3.5通过以上表格中的数据,可以看到不同材料和板材厚度在不同折弯角度下所需的折弯系数。
在实际操作中,操作人员可以根据这些系数,合理调整折弯机的参数,从而获得更好的折弯效果。
除了以上展示的部分数据外,我们还可以根据具体的需求和实际情况制作更详细的钣金折弯系数表,以帮助工程师和操作人员更好地进行钣金折弯工艺设计和操作。
结语钣金折弯是一项重要的钣金加工工艺,合理的折弯工艺设计和参数调整可以提高生产效率和产品质量。
钣金折弯系数表作为一种辅助工具,能够帮助工程师和操作人员更好地进行工艺设计和操作,提高钣金加工的效率和质量。
希望这份钣金折弯系数表能对您在钣金加工过程中的工作有所帮助。
折弯系数计算
以下方程用来决定使用折弯系数数值时的总平展长度。
Lt= A + B + BA
向左转|向右转
向左转|向右转
钣金折弯系数表:
铁板△T
0.1
8
0.2
4
0.3
0.3
6
0.4
2
0.45 0.48
0.5
4
0.57 0.6 0.75 0.9 0.96 1.05 1.2 △K
1.0
2
1.3
6
1.7
2.0
4
2.3
8
2.55 2.72
3.0
6
3.23 3.4
4.25
5.1 5.44 5.95
6.8
说明: 1.不锈钢材料在PROE软件折弯系数Y因子为0.1(所有的内折弯系数为0.1)
2.常用材料在PROE软件折弯系数Y因子为0.4
常用V槽选择
料厚0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0
V槽宽度 5 6 6 10 12 16 20 25 注明: 2.5的料厚没有20宽的V槽用25替代。
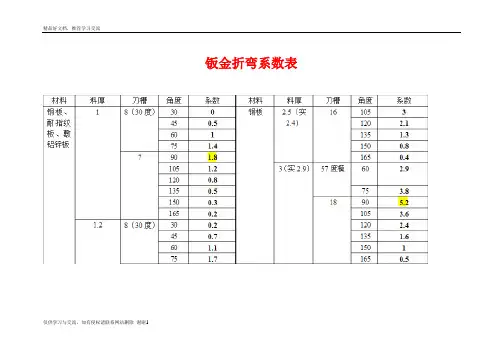
常用钣金折弯系数表1
材料料厚刀槽角度系数材料料厚刀槽角度系数
1 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4
2 此折弯系数表要求对非直角尺寸标注及测量方式如下:。
钣金折弯系数
钣金折弯系数是指在钣金加工过程中用来衡量材料在折弯时的变形程度的一个
重要指标。
钣金加工是一种常见的制造工艺,广泛应用于汽车制造、航空航天等领域。
在钣金加工过程中,折弯是一种常见的操作,通过对材料进行弯曲来制作不同形状的零件和构件。
钣金折弯系数的大小直接影响到折弯过程中材料的变形程度和最终加工零件的
质量。
通常情况下,钣金折弯系数越小,说明材料在折弯时的变形越小,加工精度也就越高。
反之,钣金折弯系数越大,变形程度越大,加工精度也就相对较低。
要计算钣金折弯系数,需要考虑材料的弹性模量、材料厚度、折弯角度等因素。
弹性模量是材料在受力时产生弹性变形的能力的指标,材料厚度则决定了材料在折弯过程中的受力和变形情况。
折弯角度也会影响到折弯系数的大小,通常情况下,折弯角度越大,材料的变形程度也就越大。
钣金折弯系数的计算方法多种多样,可以通过数学模型、实验验证等途径进行
确定。
在实际生产中,工程师们可以根据具体的加工要求和材料特性来选择合适的折弯系数,以确保加工零件的质量和精度。
在钣金加工领域,钣金折弯系数是一个至关重要的参数,它不仅关系到加工零
件的质量和精度,还直接影响到制造成本和生产效率。
因此,掌握钣金折弯系数的计算方法和影响因素,对于提高钣金加工的质量和效率具有重要意义。
钣金折弯系数
b为中性层到板材内壁的距离,a为折弯角度T为板厚,K为一个折弯因子。
K=b/T,K就是中性层折弯系数。
材料在折弯时,产生变形,外层的材料拉伸,内层材料压缩,中性层长度不变。
硬度大的材料拉伸变形小,中性层就靠外,硬度小的材料拉伸变形大,中性层就靠内。
普通材料中性层就趋中。
图中,左边的为铜材和软钢,中间的是普通钢板,右边的是硬钢和不锈钢。
材料的展开长度就是中性层的弧长。
它和几个参数有关,折弯半径,折弯角度,板厚及中性层系数。
如图,展开长度为:DL=Pi*(R+K*T)*a/180
PROE还用Y因子来计算展开长度,Y=Pi/2*K
公式变为:DL=(Pi/2*R+Y*T)*a/90
如果没有专门的折弯表,PROE就用这个公式来计算展开长度。
所以我们在开始一个钣金制作时要先
定义K值或Y值。
系统默认的Y值为0.5,K值就是0.318,相当于软钢和铜材。
如果用的是普通钢板,可以设
置K值为0.45,即Y值为0.707。
钣金折弯系数表123456钣金折弯系数钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE 在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:L=0.5π×(R+K系数×T)×(θ/90)L: 钣金展开长度(Developed length)R: 折弯处的内侧半径(Inner radius)T: 材料厚度θ: 折弯角度Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数上海2010年世博会PPTNO.1张PPT: 无解说词NO.2张PPT:尊敬的各位来宾,各位朋友。
今天我们很荣幸能代表中国上海来为大家介绍我们上海和即将在我们上海举办的2010年7上海世博会。
希望各位能通过我们接下来两分多钟的简短介绍对我们美丽的上海与令人期待的2010年上海世博会能有更进一步的认识与了解。
谢谢!NO.3张PPT:众所周知,我们大上海早在上世纪二、三十年代就被誉为“远东第一大都市”,其时尚与繁华的程度可见一斑。
“文人骚客、志士英豪、商贾(gu)名流,云集海上”早已成为往事,现如今的大上海仍旧是备受全中国乃至全世界瞩目的一颗冉冉上升的新星!NO.4张PPT:我们大上海的交通线可谓纵横交错,四通八达,体现出作为新兴的世界经济、金融、贸易中心所应具备的实力。
大上海的发展进程犹如穿梭于南浦、黄浦与卢浦三条巨龙之间,大上海经济腾飞的速度仿佛驰骋在磁悬浮轨道之上!NO.5张PPT:便利的交通载着四方来宾大快朵颐我们大上海驰名中外的美食小吃。
钣金折弯系数表钣金折弯系数是指在钣金折弯加工中,通过经验和实验测量得出的材料在不同弯角和弯曲半径下的伸长率和压缩率的比值。
在钣金加工中,了解钣金折弯系数是非常重要的,因为它能够帮助我们决定钣金的弯曲半径和折弯角度,从而确保加工出来的钣金零件符合设计要求和标准。
本文将详细介绍钣金折弯系数的相关知识,包括什么是钣金折弯系数、折弯系数的计算方法、常见材料的折弯系数表和使用注意事项等。
一、什么是钣金折弯系数折弯系数也称弯曲收缩系数,是指材料在经过折弯加工后,伸长率和压缩率的比值,通常用K表示。
折弯系数的大小受到材料的影响,常见的折弯材料有冷轧板、热轧板、不锈钢板、铝板等。
不同的材料折弯系数是不同的,同一材料不同条件下折弯系数也可能不同。
二、折弯系数的计算方法折弯系数的计算方法比较复杂,可以通过实验测量得出,也可以通过数学模型计算得出。
不同的计算方法应用于不同的折弯材料和折弯工艺。
通常来讲,折弯系数越小,材料的剧变越大,所以在实际加工中要尽量选择折弯系数较大的材料和工艺。
三、常见材料的折弯系数表下面是常见的折弯材料的折弯系数表:冷轧板材料的折弯系数:抽象138.16HRS137.80410S不锈钢148.13316不锈钢167.57铝板156.75铝合金125.94热轧板材料的折弯系数:普通碳钢板168.25低合金钢板166.96高合金钢板173.7465Mn弹簧钢板186.7420CrMnTi合金钢板174.35铝合金板155.95不锈钢板材料的折弯系数:304不锈钢177.41321不锈钢194.49316不锈钢167.57410S不锈钢148.132205不锈钢178.95以上数据仅供参考,具体的折弯系数值可能会因为不同的工艺和设备而有所不同,具体的情况需要根据实际情况进行测试和计算。
四、使用注意事项1.在进行钣金加工时,需要根据材料的性质和折弯条件选择合适的折弯角度和折弯半径,避免超过材料的最大折弯角度和折弯半径。
钣金折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关 4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。