钢卷尺GRR分析报告
- 格式:xls
- 大小:65.50 KB
- 文档页数:51
GRR测量系统分析报告范例一、引言GRR(Gage Repeatability and Reproducibility)是用来评估测量系统可重复性和一致性的方法。
该方法主要应用于检测设备的校准和评估,以确保测量结果的准确性和稳定性。
本报告旨在分析并评估测量系统的GRR。
二、实验目的本次实验的目的是评估测量设备所引入的测量误差和变异性,并确定该设备能否在溢出范围内提供一致准确的测量结果。
三、实验方法1.选择合适的测量设备:确保测量设备满足所需测量范围和准确性的要求。
2.根据测量需求,选择一组典型样本。
制定测量方案,包括测量次数和不同操作员的参与。
3.实施测量:根据测量方案要求,分别由不同操作员对样本进行多次测量。
4.数据收集:记录每次测量的数值,并整理成数据表格。
5.数据分析:使用GRR统计方法,对测量数据进行分析。
四、实验结果与讨论通过对测量数据进行分析,我们得到了以下结论:1. 测量设备的可重复性(Repeatability):根据GRR方法的定义,可重复性是指在同一操作员对样本进行多次测量时,测量结果的变异性。
可重复性通过测量系统内部误差来衡量。
经过分析,我们得到了测量设备的可重复性为X%。
根据测量标准的要求,此可重复性符合要求。
2. 测量设备的一致性(Reproducibility):一致性是指在不同操作员对同一样本进行测量时,测量结果之间的变异性。
一致性通过测量系统间误差来衡量。
经过分析,我们得到了测量设备的一致性为X%。
根据测量标准的要求,此一致性符合要求。
3.单次测量误差:通过计算测量系统的稳定性指标,我们得到了单次测量误差为X。
根据测量标准的要求,此误差在可接受范围内。
五、结论与建议根据我们对测量系统的分析,结合测量标准的要求,我们得出以下结论:1.所评估的测量系统的可重复性和一致性符合要求,能够满足预期的测量准确性和稳定性。
2.单次测量误差也在可接受的范围内。
3.根据实验结果,我们建议对测量系统进行定期的校准和维护,以确保其性能的稳定性和准确性。
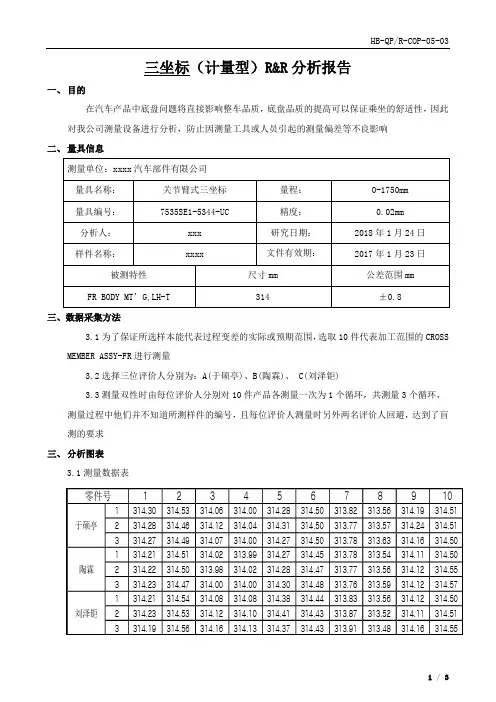
三坐标(计量型)R&R 分析报告一、 目的在汽车产品中底盘问题将直接影响整车品质,底盘品质的提高可以保证乘坐的舒适性,因此对我公司测量设备进行分析,防止因测量工具或人员引起的测量偏差等不良影响 二、 量具信息三、数据采集方法3.1为了保证所选样本能代表过程变差的实际或预期范围,选取10件代表加工范围的CROSS MEMBER ASSY-FR进行测量3.2选择三位评价人分别为:A(于硕亭)、B(陶霖)、 C(刘泽钜)3.3测量双性时由每位评价人分别对10件产品各测量一次为1个循环,共测量3个循环,测量过程中他们并不知道所测样件的编号,且每位评价人测量时另外两名评价人回避,达到了盲测的要求 三、 分析图表3.1测量数据表3.2双性分析图量具 R&R 研究 - XBar/R 法方差分量来源方差分量贡献率合计量具 R&R 0.0010291 1.10重复性 0.0006551 0.70再现性 0.0003740 0.40部件间 0.0921935 98.90合计变异 0.0932226 100.00过程公差 = 1.6研究变异 %研究变 %公差来源标准差(SD) (6 * SD) 异 (%SV) (SV/Toler) 合计量具 R&R 0.032080 0.19248 10.51 12.03 重复性 0.025596 0.15357 8.38 9.60 再现性 0.019339 0.11603 6.33 7.25 部件间 0.303634 1.82180 99.45 113.86 合计变异 0.305324 1.83194 100.00 114.50可区分的类别数 = 133.4 六合图分析四、结论及改进措施4.1结论4.2改进措施测量系统可接受,无需进一步改进制作者:审核:批准:日期:日期:日期:。
GRR测量系统分析报告范例
摘要
本报告旨在评估GRR(一致性比率)测量系统的性能。
报告分析了GRR测量系统的重要功能,包括强制校准,可重复性测量,跨设备可比性测量以及可靠性和可验证性。
本报告由对GRR测量系统的实际实施情况进行评估。
最后,报告建议将GRR作为给定产品系列的产品质量保证。
关键词:GRR测量系统;可重复性测量;可靠性;可验证性;质量保证
1. Introduction
GRR(一致性比率)测量系统是一种测量系统,用于评估和监控批量制造过程中产品的一致性。
它是用于评估机加工过程中产品变动的重要工具,它的主要功能是强制校准,可重复性测量,跨设备可比性测量,可靠性和可验证性。
本报告将评估GRR测量系统的性能,以帮助客户使用GRR 测量系统来控制产品质量。
2.GRR测量系统
GRR测量系统实际上是一种计量学方法,用于评估指定批次产品的多个尺寸特征(如深度、宽度或高度)的变化程度。
GRR测量系统由一组量规(或称为测量设备)和一套软件组成。
GRR测量系统量规一般用于计算变量特征的测量值,同时软件程序用于计算多个变量特征的一致性比率,以评估产品的一致性水平,并判断产品是否合格。
三坐标(计量型)R&R 分析报告一、 目的在汽车产品中底盘问题将直接影响整车品质,底盘品质的提高可以保证乘坐的舒适性,因此对我公司测量设备进行分析,防止因测量工具或人员引起的测量偏差等不良影响 二、 量具信息三、数据采集方法3.1为了保证所选样本能代表过程变差的实际或预期范围,选取10件代表加工范围的CROSS MEMBER ASSY-FR进行测量3.2选择三位评价人分别为:A(于硕亭)、B(陶霖)、 C(刘泽钜)3.3测量双性时由每位评价人分别对10件产品各测量一次为1个循环,共测量3个循环,测量过程中他们并不知道所测样件的编号,且每位评价人测量时另外两名评价人回避,达到了盲测的要求 三、 分析图表3.1测量数据表3.2双性分析图量具 R&R 研究 - XBar/R 法方差分量来源方差分量贡献率合计量具 R&R 0.0010291 1.10重复性 0.0006551 0.70再现性 0.0003740 0.40部件间 0.0921935 98.90合计变异 0.0932226 100.00过程公差 = 1.6研究变异 %研究变 %公差来源标准差(SD) (6 * SD) 异 (%SV) (SV/Toler) 合计量具 R&R 0.032080 0.19248 10.51 12.03 重复性 0.025596 0.15357 8.38 9.60 再现性 0.019339 0.11603 6.33 7.25 部件间 0.303634 1.82180 99.45 113.86 合计变异 0.305324 1.83194 100.00 114.50可区分的类别数 = 133.4 六合图分析四、结论及改进措施4.1结论4.2改进措施测量系统可接受,无需进一步改进制作者:审核:批准:日期:日期:日期:。
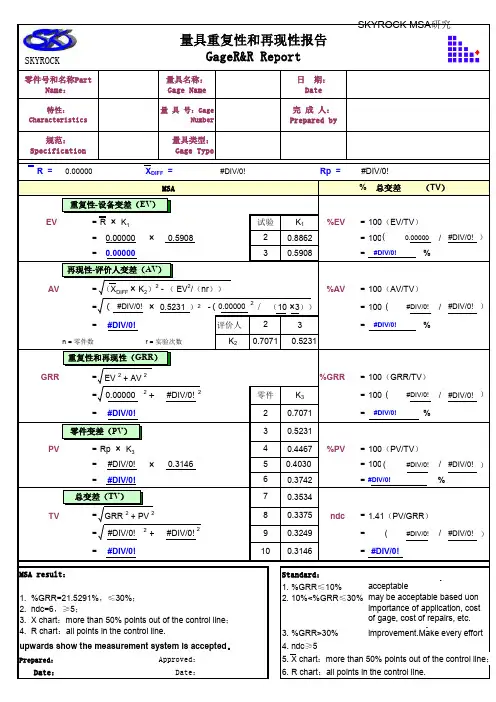
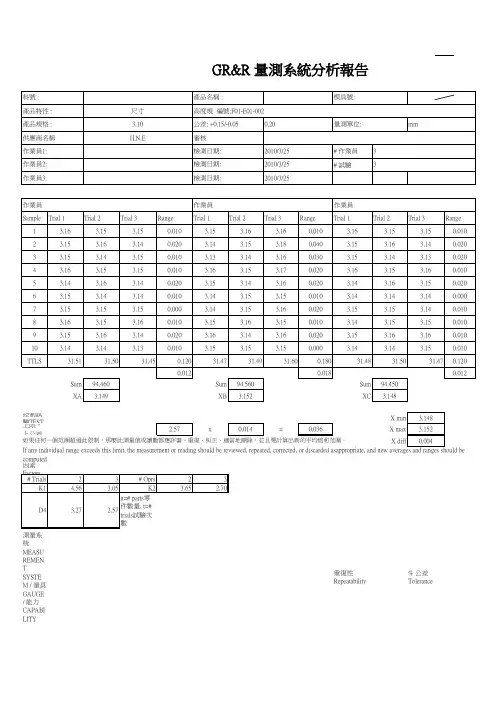
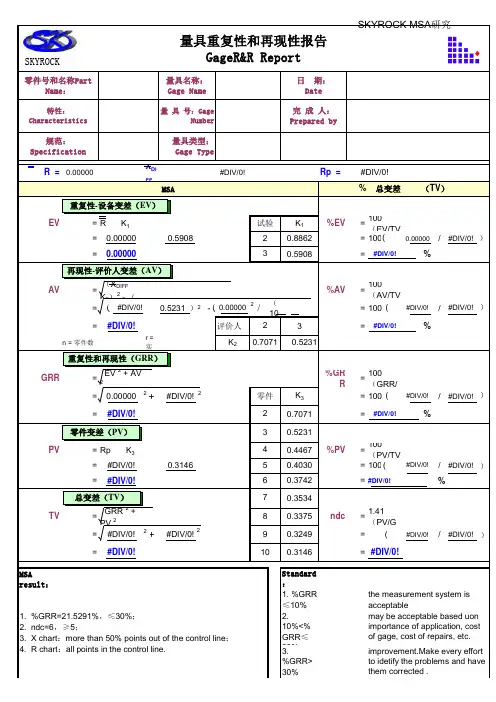
R = 0.00000X DIFF =#DIV/0!Rp =EV=R × K 1K 1%EV=100(EV/TV )=0.00000×0.59080.8862=1000.00000/#DIV/0!=0.000000.5908=#DIV/0!%AV= (X DIFF × K 2)2 - ( EV 2/(nr ))%AV=100(AV/TV )=#DIV/0!×0.5231-0.00000/(10 ×3))=100#DIV/0!/#DIV/0!=#DIV/0!评价人3=#DIV/0!%n = 零件数r = 实验次数K 20.5231GRR= EV 2 + AV 2%GRR =100(GRR/TV )=0.00000+#DIV/0!K 3=100#DIV/0!/#DIV/0!=#DIV/0!0.7071=#DIV/0!%0.5231PV=Rp × K 30.4467%PV=100(PV/TV )=#DIV/0!×0.31460.4030=100#DIV/0!/#DIV/0!=#DIV/0!0.3742=%0.3534TV= GRR 2 + PV 20.3375ndc =1.41(PV/GRR )=#DIV/0!+#DIV/0!0.3249=1.41#DIV/0!/#DIV/0!=#DIV/0!0.3146=#DIV/0!MSA result:Standard:1. %GRR ≤10%2. 10%<%GRR ≤30%3. %GRR>30%upwards show the measurement system is accepted 。
4. ndc ≥5Prepared:Approved:5. X chart :more than 50% points out of the control line ;Date:Date:6. R chart :all points in the control line.#DIV/0!% 总变差 (TV )#DIV/0!1. %GRR=21.5291%,≤30%;2. ndc=6,≥5;3. X chart :more than 50% points out of the control line ;4. R chart :all points in the control line.may be acceptable based uonimportance of application, cost of gage, cost of repairs, etc.MSA7103量具名称:Gage Name量具类型:Gage Type完 成 人:Prepared by日 期:Date2试验230.7071量具重复性和再现性报告GageR&R Report零件号和名称PartName:特性:Characteristics规范:Specification 量 具 号:GageNumberthe measurement system isacceptable measurement system needs improvement.Make every effort 98零件2456( )2 ( 22222( )( )( )( ) ( )重复性-设备变差(EV ) 再现性-评价人变差(AV ) 重复性和再现性(GRR )零件变差(PV ) 总变差(TV )SKYROCK))))):more than 50% points out of the control line;。
GRR测量系统分析报告
随着经济的发展,市场竞争的日益激烈,企业对质量的要求越来越高。
怎样不断提升产品质量,满足消费者的需求,是企业的重要研究课题。
GRR(控制检查比例/限制控制图)测量系统是一种可以有效地控制产品质
量的有效工具。
第一步对比样品测试是用来计算样品之间可重复性和可比性的,它是
根据比较针对不同样品不同性能指标,计算每个指标的绝对误差和相对误差,以便检测样品之间的差异,该差异是指一个样品与另一个样品之间的
差异。
描述性统计分析是根据样本的性能数据绘制出箱线图,分析样本的性
能特性,一般分析的结果有中位数、平均数、标准差、峰值、最大值、最
小值等;
最后一部分是非参数统计,这是根据样本的数据来建立非参数控制图,可以检查样本数据是否在允许范围内,具有良好的可比性和可重复性,从
而达到控制产品质量的目的。
GRR分析报告范文
在进行GRR分析之前,首先需要明确评估的测试特性,比如尺寸、重量、颜色等。
然后,选择一个适当的样本大小,并由多个不同的操作员在
一定的时间范围内测量相同的测试特性。
为了保证可靠性,每个操作员都
应接受过适当的培训,以确保他们正确理解和执行测量过程。
在进行实际测量之后,可以使用统计工具进行数据分析,如平均值、
标准偏差、极差等。
通过计算这些统计指标,可以评估测试的准确性和可
重复性。
然后,可以根据测量结果确定GRR的几个组成部分,即操作员间
的变异、零件间的变异和操作员与零件间的相互作用。
操作员间的变异可以通过计算GRR中各个不同操作员的差异来评估。
如果差异较大,说明操作员之间的技术水平差异较大,从而影响了测试结
果的准确性和可重复性。
在这种情况下,可以通过增加培训的频率和质量
来提高操作员的一致性。
零件间的变异可以通过计算同一操作员对同一零件进行多次测量的差
异来评估。
如果差异较大,说明零件本身的特性存在较大的变异,从而影
响了测试结果的准确性和可重复性。
在这种情况下,可以通过更换或改进
零件来减小这种变异。
操作员与零件间的相互作用可以通过计算不同操作员在不同零件上的
差异来评估。
如果差异较大,说明在不同零件上的测量结果存在较大差异,从而影响了测试结果的准确性和可重复性。
在这种情况下,可以通过调整
测试方法和过程来减小这种相互作用。
测量仪器GRR分析报告关键信息项1、测量仪器名称:____________________________2、测量仪器型号:____________________________3、测量仪器编号:____________________________4、测量参数:____________________________5、测量样本数量:____________________________6、测量人员数量:____________________________7、测量次数:____________________________8、重复性标准偏差:____________________________9、再现性标准偏差:____________________________10、 GRR 值:____________________________11、可接受标准:____________________________12、分析日期:____________________________1、引言11 本协议旨在对测量仪器进行 GRR(重复性与再现性)分析,以评估测量仪器的精度和可靠性。
2、测量仪器描述21 详细描述测量仪器的功能、工作原理、测量范围等。
3、测量参数确定31 明确本次分析所针对的测量参数。
4、测量样本准备41 说明测量样本的选取方法、数量和特性。
42 确保样本具有代表性,能够涵盖测量仪器的正常工作范围。
5、测量人员安排51 确定参与测量的人员数量和资质要求。
52 对测量人员进行必要的培训,确保其熟悉测量操作和数据记录方法。
6、测量过程61 详细描述测量的步骤和方法。
62 规定每个测量人员对每个样本的测量次数。
63 强调测量过程中的环境条件和注意事项。
7、数据记录与处理71 设计统一的数据记录表格,包括测量人员、样本编号、测量值等信息。
72 说明数据处理的方法和使用的统计软件。