卷尺校准报告有效性确认记录
- 格式:doc
- 大小:34.00 KB
- 文档页数:1

第页共页
第页共页
第页共页
第页共页
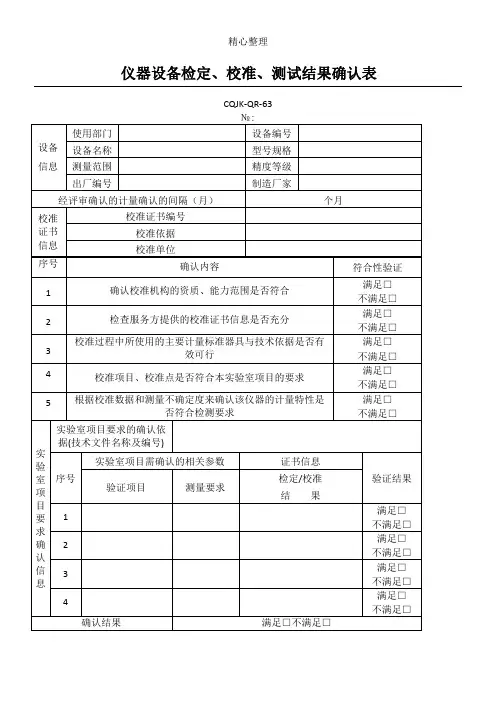
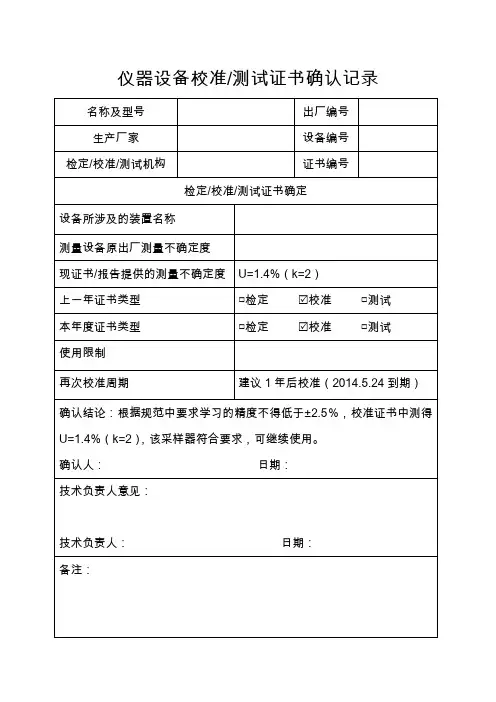
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
DHJS-QR-036
第页共页
DHJS-QR-036
第页共页
DHJS-QR-036
第页共页
DHJS-QR-036
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
第页共页
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页
仪器设备检定/校准结果有效性确认表
DHJS-QR-036
第页共页。
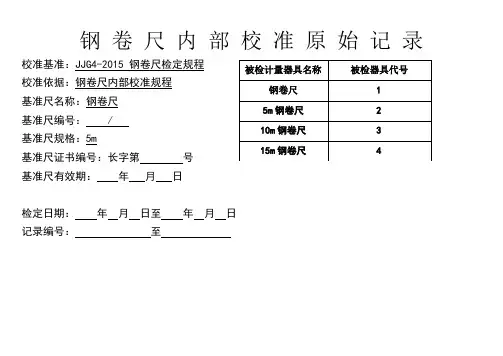
钢卷尺内部校准原始记录校准基准:JJG4-2015 钢卷尺检定规程Array校准依据:钢卷尺内部校准规程基准尺名称:钢卷尺基准尺编号: /基准尺规格:5m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(m)不少于3段,按每米逐段比对。
Ep: (0-1)m、(1-2)m(2-3)mEP:0-5m (0-1)m、(1-2)m、(2-3)m、(3-4)m、(4-5)m EP:0-10m (0-2)m、 (2-4)m、(4-6)m、(6-8)m、(8-10)m、EP:0-15m (0-3)m、(3-6)m、(6-9)m、(9-12)m、(12-15)m EP:0-20m (0-4)m、(4-8)m、(8-12)m、(12-16)m、(16-20)m钢卷尺内部校准原始记录钢直尺内部校准原始记录校准基准:JJG4-1999钢直尺检定规程校准依据:钢直尺内部校准规程基准尺名称:钢直尺基准尺编号: /基准尺规格:1m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(cm)不少于3段,逐段比对。
Ep:0-15cm (0-5)cm、((5-10)cm、(10-15)cmEP:0-30cm (0-10)cm、((10-20)cm、(20-30)cmEP:0-50cm (0-10)cm、((10-20)cm、(20-30)cm、(30-40)cm、(40-50)cmEP:0-100cm (0-20)cm、(20-40)cm、(40-60)cm、(60-80)cm、(80-100)cm钢直尺内部校准原始记录直角尺内部校准原始记录校准依据:直角尺内部校准规程基准尺名称:钢直角尺基准尺编号: /基准尺规格:500mm基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至宽度直角尺内部校准原始记录。
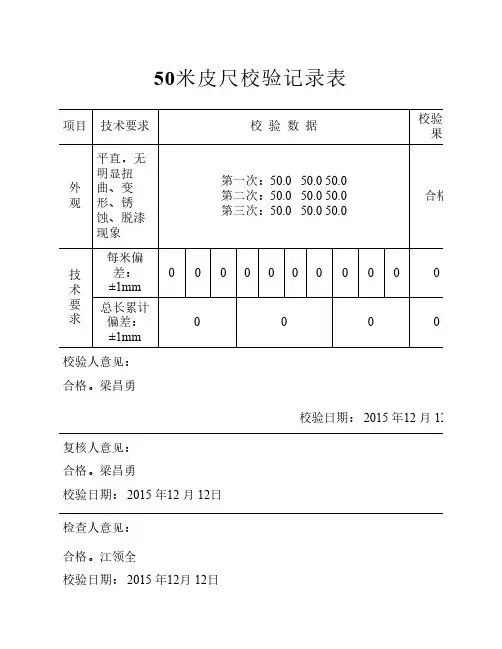
50米皮尺校验记录表
项目技术要求校验数据校验结果
外观平直,无
明显扭
曲、变
形、锈
蚀、脱漆
现象
第一次:50.0 50.0 50.0
第二次:50.0 50.0 50.0
第三次:50.0 50.0 50.0
合格
技术要求
每米偏
差:
±1mm
00000000000
总长累计
偏差:
±1mm
0000
校验人意见:
合格。
梁昌勇
校验日期: 2015 年12 月 12日复核人意见:
合格。
梁昌勇
校验日期: 2015 年12 月 12日
检查人意见:
合格。
江领全
校验日期: 2015 年12月 12日
5米钢卷尺校验记录表
项目技术要求校验数据校验结果
外观平直,无
明显扭
曲、变
形、锈
蚀、脱漆
现象
第一次:5.0 5.0 5.0
第二次:5.0 5.0 5.0
第三次:5.0 5.0 5.0
合格
技术要求
每米偏
差:
±1mm
00000000000
总长累计
偏差:
±1mm
0000
校验人意见:
合格。
梁昌勇
校验日期: 2014 年12 月 12日复核人意见:
合格。
梁昌勇
校验日期: 2014 年12 月 12日
检查人意见:
合格。
江领全
校验日期: 2014 年12月 12日。
卷尺校准作业指导书一、引言卷尺是一种常用的测量工具,用于测量长度、宽度等尺寸。
为了保证测量结果的准确性,卷尺的校准非常重要。
本作业指导书旨在提供一套标准化的卷尺校准流程,确保卷尺的测量结果符合精确度要求。
二、校准设备和材料1. 校准设备:- 校准板:具有已知精确度的平面板。
- 计量千分尺:用于测量卷尺的刻度误差。
- 平行垫片:用于校准卷尺的垂直度误差。
- 温度计:用于测量校准环境的温度。
2. 校准材料:- 干净的布:用于清洁卷尺表面。
- 酒精:用于清洁卷尺表面。
三、卷尺校准流程1. 准备工作:- 确保校准环境温度稳定在20℃±2℃。
- 清洁卷尺表面,确保没有灰尘或者污渍。
2. 刻度误差校准:- 将卷尺固定在校准板上,使其与校准板成垂直放置。
- 使用计量千分尺测量卷尺上的刻度,记录每一个刻度的实际长度。
- 将测量结果与卷尺刻度进行比较,计算出刻度误差。
- 如果刻度误差超出允许范围,需要进行调整或者更换卷尺。
3. 垂直度误差校准:- 将卷尺固定在校准板上,使其与校准板成水平放置。
- 在卷尺的两端放置平行垫片,使其与卷尺接触。
- 使用计量千分尺测量卷尺两端与校准板的距离差,记录每一个位置的距离差。
- 将测量结果与允许的垂直度误差进行比较,计算出垂直度误差。
- 如果垂直度误差超出允许范围,需要进行调整或者更换卷尺。
4. 温度补偿:- 使用温度计测量校准环境的温度。
- 根据卷尺的温度系数和环境温度的差异,计算出温度补偿值。
- 将测量结果根据温度补偿值进行修正,得到最终的校准结果。
四、校准结果记录与报告1. 校准结果记录:- 记录每次卷尺校准的日期、时间和校准人员信息。
- 记录刻度误差和垂直度误差的测量结果。
- 记录校准环境的温度和温度补偿值。
2. 校准报告:- 根据校准结果记录生成校准报告。
- 报告中应包含校准日期、时间和校准人员信息。
- 报告中应详细描述卷尺的刻度误差和垂直度误差。
- 报告中应包含校准环境的温度和温度补偿值。
量具校准报告模板
校准项目和目的
1.校准项目:请列出校准的量具类型和型号,如:游标卡尺、外径卡尺、螺旋测微计等。
2.校准目的:请概述本次校准的目的,如保证量具的精度、判断量具是否符合使用要求等。
校准时间和地点
1.校准时间:请记录校准开始和结束的时间。
2.校准地点:请记录校准的地点,如标准间、生产现场等。
校准标准和仪器
1.校准标准:请说明使用的校准标准和其精度等级,如国家标准、公司内部标准等。
2.校准仪器:请说明使用的校准仪器和其准确度等级,如标准卡尺、干涉仪等。
校准方法和过程
1.校准方法:请概括本次校准所采用的方法,如参照标准比对法、平行线测量法等。
2.校准过程:请详细记录每个量值的测量结果和校准过程中出现的问题及处理措施。
校准结果和结论
1.校准结果:请列出每个量具在校准前后的测量结果及其误差值,如“量具A校准前测量结果为11.00mm,校准后为10.98mm,误差值为-
0.02mm”。
2.结论:请根据本次校准结果,判断每个量具是否符合要求,如可以继续使用或需要修理或报废等。
校准人员和签名
1.校准人员:请列出参与本次校准的人员姓名,并说明其所负责的工作内容和职位。
2.签名:请校准人员在报告最后留下签名和日期。
以上是量具校准报告模板的内容,可以根据实际情况进行相应的修改和补充。
校准报告的编写需要严格按照标准要求执行,保证校准结果的精度和可信度。
检验仪器校准记录仪器校准对于确保仪器的准确性和可靠性非常重要。
通过定期校准仪器,可以提高仪器的测量精度,并确保测试结果的可信度。
以下是一份对仪器校准记录的检验报告:检验报告日期:2024年10月1日仪器型号:XYZ-123校准结果有效期:2024年10月1日至2024年10月1日一、校准目的仪器校准的目的在于检查仪器是否满足制定的技术要求,以及确定其准确度和可靠性。
校准记录提供了仪器的校准状态和标准要求之间的比较结果。
二、校准设备1. 校准仪器:Calib-456-型号:ABCD-123-证书编号:78902. 校准工具:Calib-789-型号:EFGH-456-证书编号:1234三、校准标准校准标准依据XYZ标准公司制定的技术要求进行,确保校准的可追溯性和准确性。
四、校准过程1.校准准备a.检查仪器是否处于正常工作状态,包括是否存在损坏、松动或异常的部件。
b.清洁仪器表面,确保无尘、无污物或其他杂质。
c.预热仪器至工作温度,确保仪器处于稳定状态。
2.校准测量采用校准仪器Calib-456和校准工具Calib-789对仪器进行以下测量:a.准确度测试:在不同范围内进行测试,记录仪器的测量结果。
b.线性度测试:在不同输入信号条件下测试仪器的线性特性。
c.重复性测试:重复使用相同样品进行多次测量,记录仪器的测量结果并计算重复度。
d.稳定性测试:在一定时间内,连续对同一样品进行测量,记录测量结果并分析仪器的稳定性。
五、校准结果根据对仪器的校准测量,得到以下结果:-准确度测试:在不同范围内,仪器的测量结果与校准标准的误差在允许范围内。
-线性度测试:仪器在各输入信号条件下的线性误差在可接受范围内。
-重复性测试:仪器的重复度在允许的误差范围内。
-稳定性测试:仪器在一定时间内的测量结果变化在允许的误差范围内。
综上所述,仪器校准结果表明该仪器在校准期内满足标准要求,可以继续使用。
六、校准记录保存本次校准记录将被保存在公司的校准记录库中,以备将来的参考和审核。
工程项目钢卷尺自校验规程
1、总则
本规程适用于工程项目5m以下(含5m)钢卷尺的自校验,校验周期要求为一次检:5m以上钢卷尺必须由各使用项目送法定计量检测单位进行校验:各使用项目必须建立所有现场使用钢卷尺的校验记录(记录表样附后),公司计量人员不定期检查签字;校验合格的钢卷尺由项目计量人员在其不易磨损部位作好标记(建议打孔),校验不合格的钢卷尺由原采购人员进行退货。
2、技术要求
2.1自校验基准尺的选定
项目应选定1把5m钢卷尺作为校验对比基准尺,基准尺事先必须经过法定计量检测单位校验并签定合格。
2.2自校验要求
2.2.1、校验的钢卷尺外观平直,无明显扭曲、变形、锈蚀、脱漆现象。
2.2.2、校验的钢卷尺应与基准尺0点重合,以每米作为比对单位。
2.2.3参数要求:
每米偏差:+1mm 总长累计偏差:+2mm
3、校验用标准器具:游标卡尺,量程20mm
4、校验方法
4.1目测外观
4.2游标卡尺测量长度误差
5、校验结果评定
钢卷尺必须满足全部技术要求
钢卷尺校验记录表。