冲裁模说明书
- 格式:doc
- 大小:396.00 KB
- 文档页数:24
目录
一:零件的工艺性分析 ............................................... 2
二:冲压工艺方案的确定 ............................................ 2
三:冲裁排样设计 .................................................... 4
1:排样方案的确定 ..................................... 4
2:搭边的选取 ......................................... 5
四:计算冲裁件的面积 ............................................... 7
五:一个进距的材料利用率 .......................................... 7
六:冲裁力和压力中心的计算 ....................................... 8
1 冲裁力 .............................................. 8
2.压力中心的计算 ..................................... 11
七:刃口尺寸计算 .................................................. 13
八:模具类型的选择 ............................................... 16
九:卸料装置选择 .................................................. 17
十:凸模.凹模.凸凹模设计 ........................................ 18
1:凹模设计 .......................................... 18
2:凸凹模的设计 ...................................... 20
3:凸模的设计 ........................................ 21
十一:模架及组成零件的设计 ..................................... 23
十二:压力机的选择 ............................................... 23
十三:模具的组装图 ............................................... 24
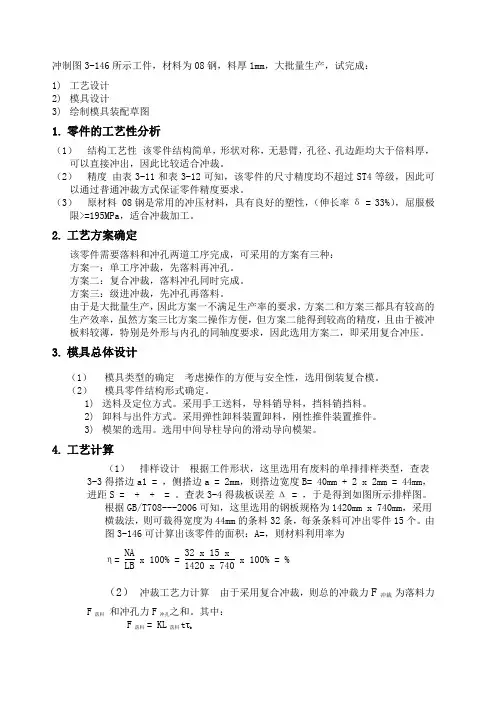
一:零件的工艺性分析
根据制件的材料、厚度、形状及尺寸,在进行冲裁工艺和模具设计时应注意以下几点:
(1)冲裁件虽尺寸不大,形状简单,但要保证制件的尺寸公差,尤其是对空和槽的位置的确定。板材的尺寸还是一个总要点。
(2)凸凹模的制造尺寸要按落料部分以落料凹模为基准计算 ,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
二:冲压工艺方案的确定
该工件包括冲孔、落料两个基本工序,可以有以下三种方案:
方案一:先落料,后冲孔,采用单工序模生产; 方案二:落料—冲孔复合冲压,采用复合模生产;
方案三:冲孔—落料连续冲裁,采用级进模生产。
三种方案比较见表2.1
表2.1三种方案的比较
模具种类
比较项目 单工序模 复合模 级进模
冲件精度 较低 高 一般
生产效率 较低 较高 高
生产批量 适合大、中、小批量 适合大批量 适合大批量
模具复杂程度 较易 较复杂 复杂
模具成本 较低 较高 高
模具制作精度 较低 较高 高
模具制造周期 较快 较长 长
模具外形尺寸 较小 中等 较大
冲压设备能力 较小 中等 较大
工作条件 一般 较好 好
方案一模具结构简单,但需要两道工序,两副模具,生产率较低,难以满足该零件的年产量要求。 方案二只需一套模具,冲压件的形位精度容易保证,且生产率也高。尽管模具结构较方案一复杂,但由于零件的几何形状简单,模具制造并不困难。
方案三也只需要一副模具,生产率也高,但零件的冲压精度较差。欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造安装较复合模复杂,且成本高。
通过对上述三种方案的分析比较,该件的冲压生产采用方案二为佳。
三:冲裁排样设计
1:排样方案的确定
排样是指冲裁零件在条料、带料或板料上布置的方法。合理有效的排样有利于保证在最低的材料消耗和高生产率的条件下,得到符合设计技术要求的工件。在冲压生产过程中,保证很低的废料百分率是现代冲压生产重要的技术指标之一。合理利用材料是降低成本的有效措施,尤其在大批量生产中,冲压件的年产量达数十万件,甚至数百万件,材料合理利用的经济效益更为突出。
保证在最低的材料消耗和最高的劳动生产率的条件下得到符合技术要求的零件,同时要考虑方便生产操作、冲模结构简单、寿命长以及车间生产条件和原材料供应等情况,以选择较为合理的排样方案。
根据材料的合理利用情况,条料排样方法可以分为以下三种: (一)有废料排样:冲件与冲件之间、冲件与条料之间都存在搭边废料,冲件尺寸完全由冲模来保证,因此精度高,模具寿命也高,但材料利用率低。
(二)少废料排样:只在冲件与冲件之间或冲件与条料之间留有搭边值,因受剪裁条料质量和定位误差的影响,其冲件质量稍差,同时边缘毛刺被凹模带入间隙也影响模具寿命,但材料利用率高,冲模结构简单。
(三)无废料排样:冲件与冲件之间或冲件与条料之间均无搭边,沿直线或曲线切断条料而获得冲件。冲件的质量较差,模具寿命较短,但材料利用率高。
采用少、无废料的排样可以简化冲裁模结构,减小冲裁力,提高材料利用率。但是,因条料本身的公差以及条料导向与定位所产生的误差影响,冲裁件公差等级低。同时,由于模具单边受力,不但会加剧模具磨损,降低模具寿命,而且也直接影响冲裁件的断面质量。
综上分析,并考虑冲裁零件的形状、尺寸、材料,选取有废料排样。
2:搭边的选取
排样时,工件及工件与条料侧边之间的余料叫搭边,搭边的作用是补偿定位误差和保持条料有一定的刚度,以保证冲压件质量和送料方便。搭边太宽,浪费材料;搭边太窄会引起搭边断裂或翘曲,可能“啃刃”现象或冲裁时会被拉断,有时还会拉入模具间隙中、损坏模具刃口,从而影响模具寿命。 搭边值的大小与下列因素有关:
① 材料的力学性能。硬材料可小些,软材料的搭边可要大些。
② 工件的形状与尺寸。尺寸大或有尖突的复杂的形状时,搭边要取得大值。
③ 材料厚度。薄材料的搭边值应取的大一些。
④ 送料方式及挡料方式。用手工送料、有侧压板导向的搭边值可以取小些。
表3.1 搭边值表
材料厚度t 圆形件或圆角r>2t 矩形件或边长L<50 矩形件边长L>50或r<2t
工件间 侧面 工件间 侧面 工件间 侧面
0~0.25 1.8 2.0 2.2 2.5 2.8 3.0
0.25~0.5 1.2 1.5 1.8 2.0 2.2 2.5
0.5~0.8 1.0 1.2 1.5 1.8 1.8 2.0
0.8~1.2 0.8 1.0 1.2 1.5 1.5 1.8
1.2~1.6 1.0 1.2 1.5 1.8 1.8 2.0
注:表中数值适用于低碳钢,对于其他材料,应将表中数值乘以下系数;中等硬度钢0.9,硬钢0.8
查表得:最小搭边值a=1.5×0.9=1.35㎜为了取整数则a=1.5㎜
a1=1.8×0.9=1.62㎜为了取整数则a1=2㎜
条料宽度:B=60+2×1.8 =64㎜ 进距:S=40+1.5=41.5㎜
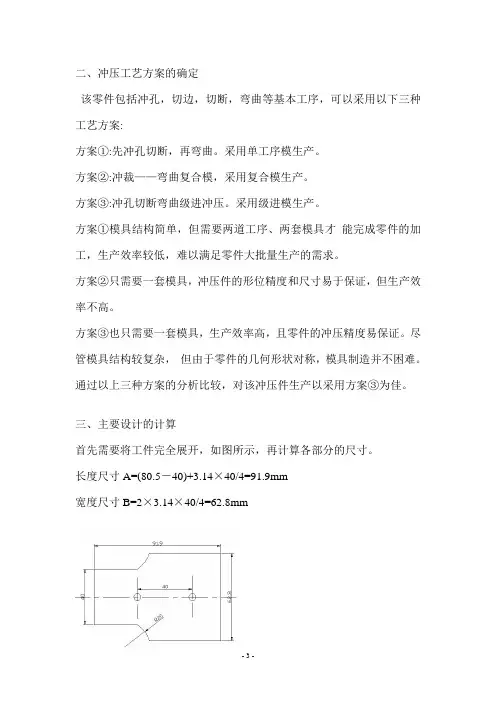
四:计算冲裁件的面积
A=40×60- 10×(60-26)-52≈1981.5㎜²
五:一个进距的材料利用率
η=﹙nA﹚/﹙BS﹚×100%=﹙1×1981.5﹚/﹙64×41.6﹚×100%≈74.6%
六:冲裁力和压力中心的计算
1 冲裁力
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进入材料的深度而变化的。通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
材料名称 牌号 材料
状态 力学性能
(MPa) b
(MPa) s
(MPa) 10(%) E(×103MPa)
优质碳素结构钢 10 265~373 295~430 206 29 194
15 392~490 335~470 225 26 198
20 275~392 355~500 245 25 206
25 314~432 390~540 275 24 195
30 353~471 440~590 294 22 197 35 392~511 490~635 315 20 197
40 432~549 510~650 333 18 109
45 392~490 540~685 353 16 100
65(65Mn) 正火 588 ≥716 412 12 207
(1)冲裁力: F=Ltb (4-1)
式中 F-------冲裁力
L-------冲裁周边长度
t-----材料厚度
b----材料抗拉强度(查表得b=685MPa)
L=60×2+40×2+34×2=272
t=1
b=685MPa
F=272×1×685N=1.8632×105
(2)冲孔力:F冲=Ltb
L=10
t=1
b=685MPa
F冲=101685=2.1509104