U钻结构及应用知识简介
- 格式:doc
- 大小:1.12 MB
- 文档页数:5
U钻偏心套原理主要是利用了物理学上的偏心原理。
偏心原理主要是指通过钻头中心向外做切削运动,这样在旋转时会产生一种离心力,这种离心力会逐渐将材料给钻通、钻透。
具体来说,偏心套的材质主要是金属,而且它中间是空心的,在加工时,刀具的中心轴会与偏心套内孔的圆心重合。
而偏心套的外圆表面与零件的端面相贴紧,然后再在刀具上进行旋转作业,以此来进行钻孔操作。
其中偏心套的偏心量是比较小的,不会影响到加工的质量。
但如果在切削量大或者需要钻较长的孔时,钻头可能会出现振动问题,这时候可以考虑更换小直径的偏心套,增加装配间隙来起到稳定钻头和延长刀具使用寿命的作用。
以上内容仅供参考,建议咨询专业人士获取更准确的信息。
钻孔机的结构
嘿,咱今天就来聊聊钻孔机的结构哈!你知道吗,钻孔机这家伙就像是一个小巧却很有本事的大力士。
先说说它的“大脑”,也就是控制部分啦,这可是它的指挥中心呢,决定着啥时候开始钻孔,钻多深。
就像我们的脑袋指挥我们做事一样。
然后呢,就是它的“身体”——机身啦。
这可是很重要的支撑结构哦,要足够结实才能稳稳地站住,不然钻孔的时候摇摇晃晃那可不行。
还有那长长的“胳膊”,其实就是钻杆啦。
这钻杆可神奇了,能伸进各种地方去打孔。
就好像它的手臂能伸得长长的去够到我们够不着的地方。
再看看那锋利的“钻头”,这可是钻孔机的关键部位呀!就像战士的武器一样,得足够锋利才能快速地钻出孔来。
当钻孔机开始工作的时候,那可热闹啦!嗡嗡嗡的声音响起,就像它在哼着小曲努力干活呢。
看着它那么认真地打孔,还真有点佩服它。
哎呀,有时候我就在想,这钻孔机要是能说话,肯定会跟我们抱怨工作太累啦,哈哈。
不过没办法呀,它的使命就是打孔嘛。
其实钻孔机的结构虽然不复杂,但每个部分都有着自己重要的作用,少了谁都不行。
就像我们一样,每个人在生活中都有自己的位置和价值。
总之呢,钻孔机这家伙虽然看起来普通,但在很多地方都发挥着大作用呢。
它的结构虽然简单,却蕴含着大大的能量。
下次你再看到钻孔机的时候,可别小瞧它啦,好好欣赏一下它独特的结构吧!这就是钻孔机的结构啦,是不是还挺有趣的呀?哈哈。
“U钻”是一种以U型为主体的钻石切割工艺,也被称为“U Cut”、“U Prong”,而不是一个国际标准。
然而,切割钻石的质量和标准是有统一的国际标准的。
国际切割钻石协会(International Gemological Institute,IGI)制定了规范,用于对切割钻石品质进行评估和鉴定。
其中,切割钻石的四大评价标准是“切工”、“光彩”、“净度”以及“重量”。
每一个品质因素又有严格的标准,如下:
1. 切工(Cut):切工决定了钻石的火彩度、闪耀度等因素。
优秀的切工可以让钻石呈现出最佳的美学效果。
切工的五个级别为:非常优秀(Excellent)、优秀(Very good)、好(Good)、一般(Fair)和差(Poor)。
2. 光彩(Color):钻石的光彩一般指色级,颜色越透明,质量越高。
十级色级依次为D、E、F、G、H、I、J、K、L、M,D级为最高级。
3. 净度(Clarity):钻石表面或内部存在的黑点、气泡等瑕疵会降低它的净度。
把净度分成八个级别,依次为FL、IF、VVS1、VVS2、VS1、VS2、SI1、SI2、I1、I2和I3,FL级最高,I3级最低。
4. 重量(Carat):钻石的重量通常以克拉(Carat)为单位进行计算。
一个克拉等于0.2克。
钻石的分级比较简单,按照五克拉级别划分,分别是0.5ct, 1ct, 1.5ct, 2ct和2.5ct。
以上是国际钻石鉴定机构用来对切割钻石品质进行评价的标准。
对于购买钻石及制作钻石饰品等方面,顾客需要了解这些标准,以更好地判断钻石的品质和价值。
u钻孔孔公差摘要:一、前言- 介绍u钻孔的概念及应用领域二、u钻孔的特点- 钻头结构及切削刃的设计- 切削性能及效率三、u钻孔的分类- 根据切削刃数量分类- 根据切削材质分类四、u钻孔的加工过程- 切削液的选择与使用- 切削参数的设定- 常见的加工问题及解决方法五、u钻孔公差的控制- 影响公差的因素- 控制公差的措施六、u钻孔的发展趋势- 新材料及新技术的应用- 在我国的发展现状及前景正文:u钻孔,作为一种高效、多功能的切削工具,广泛应用于各类金属和非金属材料的孔加工领域。
本文将详细介绍u钻孔的特点、分类、加工过程及公差控制,并展望其发展趋势。
一、前言u钻孔,即U型钻孔,是一种具有独特结构的钻头。
其设计独特,能够在一次进给中完成多个切削刃的切削动作,极大地提高了加工效率。
u钻孔广泛应用于汽车、航空、航天、模具等行业,对于提高零件加工质量、缩短加工周期具有重要意义。
二、u钻孔的特点1.钻头结构及切削刃的设计u钻孔的切削刃呈U型分布,能够在一次进给中实现多个刃片的切削,提高了切削效率。
同时,U型钻头的结构使得切削力分布更均匀,降低了钻头的磨损,提高了钻头的使用寿命。
2.切削性能及效率u钻孔具有较高的切削性能,能够在较短时间内完成孔加工。
与传统的钻头相比,u钻孔的切削力较小,降低了刀具的磨损,也减轻了机床的负荷。
此外,u钻孔在加工过程中能够自动排屑,降低了切削液的使用量,有利于环境保护。
三、u钻孔的分类1.根据切削刃数量分类根据切削刃数量,u钻孔可分为单刃u钻、双刃u钻和多刃u钻。
切削刃数量的增加能够提高切削性能,但同时也会增加钻头的制造成本。
因此,在实际加工过程中,需要根据具体需求选择合适的钻头。
2.根据切削材质分类根据切削材质,u钻孔可分为高速钢u钻、硬质合金u钻和陶瓷u钻等。
不同材质的钻头具有不同的切削性能和耐磨性,需要根据加工材料的性质选择合适的钻头。
四、u钻孔的加工过程1.切削液的选择与使用在u钻孔加工过程中,切削液的选择至关重要。
U钻的使用指导范文接下来是U钻的使用方法。
U钻可以在多个不同的场景中使用,包括但不限于以下几个方面:1.购买虚拟商品和服务:用户可以使用U钻购买虚拟商品和服务,例如虚拟货币、游戏道具、在线会员等。
购买过程通常比较简单,用户只需选择要购买的商品或服务,确认支付方式,输入U钻数量,即可完成交易。
2.转账:用户可以通过U钻将自己的U钻转账给其他U钻账户的用户。
转账操作相对简单,用户只需选择要转账的对象,输入转账金额,确认交易即可。
3.提现:用户可以将U钻提现至自己的银行卡或支付宝等账户中。
提现操作需要用户提供相应的银行或支付宝账户信息,并经过相关验证。
提现流程相对较为繁琐,但用户只需按照相应的指引逐步填写相关信息,就能顺利完成提现操作。
4.换购实物商品:U钻也可以用于换购一些指定的实物商品。
用户只需在U钻官方网站或相应的交易平台上选择要换购的商品,确认支付方式和数量,输入U钻数量,即可完成交易。
换购商品通常会有相应的邮寄或自提等方式。
5.投资理财:有些平台或公司提供U钻投资理财的机会。
用户可以通过将U钻投资到特定的项目或理财产品中,获取相应的收益。
投资理财需要用户充分了解相关项目或产品的风险和收益,确保投资的安全和合法性。
在使用U钻时,用户还应注意以下几点:1.了解U钻的价值:U钻的价值由市场供求关系决定。
用户在购买虚拟商品和服务时,应对U钻的价值进行合理评估,确保不被过度消费。
2.注意账户安全:U钻账户需要用户妥善保管,避免泄漏账户和密码。
使用强密码,定期更换密码,不使用公共设备登录等措施可以提高账户的安全性。
3.遵守规则和政策:在使用U钻时,用户需要遵守U钻的使用规则和相关平台的政策。
任何违反法律法规或平台规定的行为都将受到相应的处罚。
4.注意商品和服务的真实性:购买虚拟商品和服务时,用户需要注意商品和服务的真实性。
选择正规、信誉良好的平台和商家进行购买,避免陷入虚假和欺诈行为。
5.注意信息安全:在使用U钻时,用户需要注意个人隐私和信息安全。

U钻的使用指导U钻的定义:就是用可换的刀片代替整体的钻头,使得加工硬度高的材料特方便. U钻的优点:1.U钻首先来说与普通钻头的区别就是U钻使用刀片周边刀片和中心刀片,在这个角度上看,U钻和普通硬钻的关系其实跟机夹车刀和焊接车刀的关系差不多,刀具磨损后无需重磨直接更换刀片即可。
毕竟使用可转位刀片还是比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
2.U钻的刚性更好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,最大能达到D50~60mm,当然U钻由于装刀片的特性不可能做的太小。
3.U钻遇到各种材料只需要更换同类型不同牌号的刀片即可,硬钻就没这么方便了。
4.相比硬钻,U钻钻出的孔精度还是要高一些的,而且光洁度要好,尤其是冷却润滑不通畅时,更加明显,而且U钻可以修正孔的位置精度,硬钻的话就不行了,可以把U钻当个过心的膛刀。
U钻在数控加工中的优势:1.U钻可以在倾斜角小于30~的表面上打孔,而无需降低切削参数。
2.U钻的切削参数降低30%后,可实现断续切削,如加工相交孔、相贯孔、相穿孔。
3.U钻可实现多阶梯孔的钻削,并能镗孔、倒角、偏心钻孔。
4.U钻钻削时钻屑多为短碎屑,并可利用其内冷系统进行安全排屑, 无需清理刀具上的切屑,有利于产品的加工连续性,缩短加工时间,提高效率。
5.在标准长径比条件下,使用U钻打孔时无需退屑。
6.U钻为可转位刀具,刀片磨损后无需刃磨,更换较为方便,且成本低廉。
7.使用U钻加工出的孔表面粗糙度值小,公差范围小,可替代部分镗刀的工作。
8.使用U钻无需预打中心孔,加工出的盲孔底面较为平直,省去了平底钻头。
9.使用U钻技术不但能减少钻削工具,且因U钻采用的是头部镶硬质合金刀片方式,其切削寿命为普通钻头的十几倍,同时,刀片上有四个切削刃,刀片磨损时可随时更换切削,新的切削节省了大量磨削和更换刀具时间,能平均提高工效6—7倍。
U钻在数控机床上的使用技巧1.U钻使用时对机床的刚性、刀具与工件的对中性要求较高,因此U钻适合在大功率、高刚性、高转速的数控机床上使用。
U钻介绍及使用摘要:作为现代最前沿的高性能切削工具,U钻具有其他钻削工具无可替代的优势,一方面,它使数控机床加工中高效实现插钻、镗削、螺旋插补和交叉孔镗削成为可能,并通过使用U钻获得良好的表面质量和高精度,使数控机床上钻孔不再成为阻碍生产效率提高的“瓶颈”问题。
另一方面,使用转速高、刚性好、冷却系统强的数控机床为有效载体,则更好地发挥了U钻的高效性能,使U钻成为高效生产的倍增器,因此,U钻在数控加工中得到了广泛推广和应用。
关键词:U钻应用一、U钻的定义:就是用可换的刀片代替整体的钻头,使得加工硬度高的材料特方便.二、U钻的优点:1.U钻首先来说与普通钻头的区别就是U钻使用刀片-----周边刀片和中心刀片,在这个角度上看,U钻和普通硬钻的关系其实跟机夹车刀和焊接车刀的关系差不多,刀具磨损后无需重磨直接更换刀片即可。
毕竟使用可转位刀片还是比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
2.U钻的刚性更好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,最大能达到D50~70mm,当然U钻由于装刀片的特性不可能做的太小。
3.U钻遇到各种材料只需要更换同类型不同牌号的刀片即可,硬钻就没这么方便了。
4.相比白钢钻头钻,U钻钻出的孔精度还是要高一些的,而且光洁度要好,尤其是冷却润滑不通畅时,更加明显,而且U钻可以修正孔的位置精度,白钢钻头钻的话就不行了,可以把U钻当个过心的膛刀。
三、U钻在数控加工中的优势:1.U钻可以在倾斜角小于40°的表面上打孔,而无需降低切削参数。
2. U钻的切削参数降低30%后,可实现断续切削,如加工相交孔、相贯孔、相穿孔。
3. U钻可实现多阶梯孔的钻削,并能镗孔、倒角、偏心钻孔。
4. U钻钻削时钻屑多为短碎屑,并可利用其内冷系统进行安全排屑,无需清理刀具上的切屑,有利于产品的加工连续性,缩短加工时间,提高效率。
5. 在标准长径比条件下,使用U钻打孔时无需退屑。
常见钻头的分类及作⽤,机加⼯⼈员都了解的简单⼩知识常见钻头的分类及作⽤1.定⼼钻:⽤于在钻孔前预先钻出孔的中⼼位置,防⽌钻孔时钻头移位,分为60°、90°和120°三种形式。
结构和形状如图:2.中⼼钻:⽤于加⼯中⼼孔,通常为⾼速钢。
分为:A型(60°)、B型(60°并带120°保护锥)、R型(圆弧形)3.⿇花钻:主要⽤于钻孔,标准为:GB/T6135.4-1996。
4.锪孔钻:⽤于在已完成钻孔任务的孔⼝加⼯同轴的平⾯或倒⾓。
分为四种形式:平⾯、60°倒⾓、90°倒⾓和120°倒⾓。
5.深孔钻深孔钻通常是指⽣产加⼯孔深与直径⽐为超过6的孔的数控⼑⽚。
常见的有枪钻、BTA深孔钻、喷涌钻、DF深孔钻等。
套料钻也常见于深孔加⼯。
6.扩孔钻扩孔钻有3——4个⼑齿,其刚度⽐⿇花钻好,⽤以扩张现有的孔并提升⽣产加⼯精密度和光滑度。
7.扁钻扁钻的切削部分为铲形,结构简单,制造成本低,切削液轻易导⼊孔中,但切削和排屑性能较差。
扁钻的结构有整体式和装配式两种。
整体式主要⽤于钻削直径0.03~0.5毫⽶的微孔。
装配式扁钻⼑⽚可换,可采⽤内冷却,主要⽤于钻削直径25~500毫⽶的⼤孔。
8.空⼼钻钻杆中间是中空的钻头,主要⽤于钻物取芯。
9. U钻U钻也叫快速钻,是⼀种内冷钻头,排削好,效率很⾼,可以连续钻孔。
⼑体前端装有可更换的⼑⽚,降低了使⽤的成本。
U钻与普通钻头的区别就是U钻使⽤⼑⽚-----周边⼑⽚和中⼼⼑⽚,⼑具磨损后⽆需重磨直接更换⼑⽚即可,使⽤可转位⼑⽚⽐整体硬钻要节省材料,并且⼑⽚的⼀致性更容易控制零件尺⼨。
U钻的刚性好,可以采⽤很⾼的进给率,⽽且U钻的加⼯直径要⽐普通钻头⼤的多,最⼤能达到D50~60mm。
u钻对刀方法在刀具加工领域,u钻是一种常见的切削工具,它具有高效、精准的特点,广泛应用于各种材料的加工中。
而正确的u钻对刀方法对于保证加工质量、提高生产效率至关重要。
下面将介绍几种常见的u钻对刀方法,希望能为大家在实际操作中提供一些帮助。
首先,我们来介绍一种常见的u钻对刀方法——机械对刀。
机械对刀是指利用专门的对刀仪器,通过调整u钻的位置和角度,使其达到理想的加工状态。
在进行机械对刀时,首先要保证对刀仪器的准确性和稳定性,然后按照加工要求进行调整,最后进行试切,检查加工效果。
机械对刀方法可以保证对刀的精度和稳定性,适用于对刀要求较高的场合。
其次,还有一种常用的u钻对刀方法——光学对刀。
光学对刀是利用光学原理进行对刀,通过观察u钻和工件之间的光线反射情况,来判断u钻的位置和角度是否正确。
在进行光学对刀时,需要保证光线充足、清晰,同时要注意避免光线的干扰,以免影响对刀的准确性。
光学对刀方法操作简便,适用于一般加工要求的场合。
除了机械对刀和光学对刀,还有一种常见的u钻对刀方法——手工对刀。
手工对刀是指通过操作人员的手动调整,来实现u钻的对刀。
在进行手工对刀时,需要操作人员具有一定的经验和技巧,能够准确地判断u钻的位置和角度,并进行及时的调整。
手工对刀方法灵活性较强,适用于一些特殊加工要求的场合。
总的来说,不同的对刀方法各有特点,适用于不同的加工要求。
在实际操作中,我们可以根据具体情况选择合适的对刀方法,以确保加工质量和效率。
同时,在进行对刀时,还需要注意保持u钻的锋利度和稳定性,定期进行维护和更换,以延长其使用寿命,提高加工效率。
希望以上介绍的u钻对刀方法能够为大家在实际工作中提供一些参考,帮助大家更好地进行刀具加工,提高生产效率,保证加工质量。
祝大家工作顺利!。
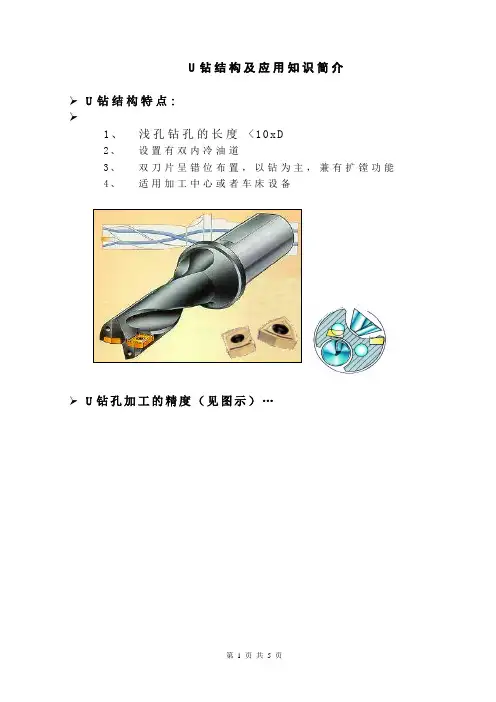
U钻结构及应用知识简介
➢U钻结构特点
1、浅孔钻孔的长度<10x D
2、设置有双内冷油道
3、双刀片呈错位布置,以钻为主,兼有扩镗功能
4、适用加工中心或者车床设备
➢U钻孔加工的精度(见图示)
U钻特殊应用图示
1、倾斜平面钻削
2、交叉孔系钻削
3、半孔钻削
4、偏心孔钻削
工件旋转倾斜平
面钻削
交叉
孔系
钻削
插钻(半个孔)
通过钻头偏心编程钻削:
●一只钻头完成螺纹底孔的钻削
●最大孔径由钻头设计偏心能力决定
U钻标准安装
1、在车床上作为非旋转钻头的安装,应该保证钻头中央
刀片的刃口与工件回转中心的误差在0,03之内
2、保证钻头的周边刀片刃口与车床X轴的运动平面平行
➢U钻的冷却液供给水量
Coromant-
q
(l/min)
➢U钻的冷却液供给压力
2xD 4xD
0,35 1
➢振动对U钻寿命影响
振动带来的疲劳损害会使刀片槽产生塑变和刀体的裂纹(详细原因及解决方法见下表)
➢钻削力对U钻寿命影响
径向和轴向切削力推挤刀片槽,加之冷却液供应不充分,使刀体产生退火塑性变形,刀体产生裂纹或者刀片槽夹紧偏心量的消失。
解决办法
1、根据工件的硬度和刀具悬伸的长度来调整进刀量,工
件越硬,刀具悬伸量越大,走刀量应越小。
2、不要使用过量磨损的刀片,应该在生产中记录刀片磨
损与可加工工件数量的关系,及时更换新的刀片。
3、使用充足和压力正确的内冷却液。
冷却液的主要作用
是排屑和冷却。
U钻的使用指导U钻的定义:就是用可换的刀片代替整体的钻头,使得加工硬度高的材料特方便. U钻的优点:1。
U钻首先来说与普通钻头的区别就是U钻使用刀片周边刀片和中心刀片,在这个角度上看,U钻和普通硬钻的关系其实跟机夹车刀和焊接车刀的关系差不多,刀具磨损后无需重磨直接更换刀片即可。
毕竟使用可转位刀片还是比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
2. U钻的刚性更好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,最大能达到D50~60mm,当然U钻由于装刀片的特性不可能做的太小。
3。
U钻遇到各种材料只需要更换同类型不同牌号的刀片即可,硬钻就没这么方便了.4. 相比硬钻,U钻钻出的孔精度还是要高一些的,而且光洁度要好,尤其是冷却润滑不通畅时,更加明显,而且U钻可以修正孔的位置精度,硬钻的话就不行了,可以把U钻当个过心的膛刀。
U钻在数控加工中的优势:1. U钻可以在倾斜角小于30~的表面上打孔,而无需降低切削参数.2. U钻的切削参数降低30%后,可实现断续切削,如加工相交孔、相贯孔、相穿孔。
3.U钻可实现多阶梯孔的钻削,并能镗孔、倒角、偏心钻孔。
4. U钻钻削时钻屑多为短碎屑,并可利用其内冷系统进行安全排屑,无需清理刀具上的切屑,有利于产品的加工连续性,缩短加工时间,提高效率。
5. 在标准长径比条件下,使用U钻打孔时无需退屑。
6. U钻为可转位刀具,刀片磨损后无需刃磨,更换较为方便,且成本低廉.7. 使用U钻加工出的孔表面粗糙度值小,公差范围小,可替代部分镗刀的工作。
8。
使用U钻无需预打中心孔,加工出的盲孔底面较为平直,省去了平底钻头。
9。
使用U钻技术不但能减少钻削工具,且因U钻采用的是头部镶硬质合金刀片方式,其切削寿命为普通钻头的十几倍,同时,刀片上有四个切削刃,刀片磨损时可随时更换切削,新的切削节省了大量磨削和更换刀具时间,能平均提高工效6-7倍.U钻在数控机床上的使用技巧1.U钻使用时对机床的刚性、刀具与工件的对中性要求较高,因此U钻适合在大功率、高刚性、高转速的数控机床上使用。
U钻结构及应用知识简介
➢U钻结构特点
1、浅孔钻孔的长度<10x D
2、设置有双内冷油道
3、双刀片呈错位布置,以钻为主,兼有扩镗功能
4、适用加工中心或者车床设备
➢U钻孔加工的精度(见图示)
U钻特殊应用图示
1、倾斜平面钻削
2、交叉孔系钻削
3、半孔钻削
4、偏心孔钻削
工件旋转倾斜平
面钻削
交叉
孔系
钻削
插钻(半个孔)
通过钻头偏心编程钻削:
●一只钻头完成螺纹底孔的钻削
●最大孔径由钻头设计偏心能力决定
U钻标准安装
1、在车床上作为非旋转钻头的安装,应该保证钻头中央
刀片的刃口与工件回转中心的误差在0,03之内
2、保证钻头的周边刀片刃口与车床X轴的运动平面平行
➢U钻的冷却液供给水量
Coromant-
q
(l/min)
➢U钻的冷却液供给压力
2xD 4xD
0,35 1
➢振动对U钻寿命影响
振动带来的疲劳损害会使刀片槽产生塑变和刀体的裂纹(详细原因及解决方法见下表)
➢钻削力对U钻寿命影响
径向和轴向切削力推挤刀片槽,加之冷却液供应不充分,使刀体产生退火塑性变形,刀体产生裂纹或者刀片槽夹紧偏心量的消失。
解决办法
1、根据工件的硬度和刀具悬伸的长度来调整进刀量,工
件越硬,刀具悬伸量越大,走刀量应越小。
2、不要使用过量磨损的刀片,应该在生产中记录刀片磨
损与可加工工件数量的关系,及时更换新的刀片。
3、使用充足和压力正确的内冷却液。
冷却液的主要作用
是排屑和冷却。