常减压加热炉温度控制系统的设计
- 格式:doc
- 大小:361.00 KB
- 文档页数:24


第1章常压塔工程实例1.1 工艺生产过程简介常减压装置是用来加工原油的第一个装置,是根据原油的沸点不同,用蒸馏的方法从原油中分离出各种石油组份,即汽油、煤油、柴油及各种组份的润滑油料和二次加工原料。
在石油炼制过程中,常、减压塔是具有多侧线产品的塔。
常减压装置一般包括三个部分,即初馏部分、常压部分和减压部分。
常压塔是一个复合塔,非标准精馏塔,只有精馏段,没有提馏段。
一般只能是塔顶出产品或塔底出产品,不能两者兼得。
而常压塔把原油切割成汽油、煤油、轻柴油、重柴油和重油,塔底没有再沸器,而通入水蒸汽,没有提馏段。
这样侧线产品中必然有相当数量的轻组分。
解决的办法是增加汽提塔。
过热水蒸汽420℃。
常压塔的负荷往往决定了炼油厂的生产能力,所以负荷是很大的。
另一方面,它是一个多馏份的切割塔,所以产品纯度没有一般精馏塔要求高,各侧线产品纯度允许在一定的馏份范围内变化,这是多馏份蒸馏塔的特点。
常减压工艺流程可以简化为:根据原油中各组份的沸点(挥发度)不同,将混合物切割成不同沸点的“馏份”。
即是利用加热炉将原油进行加热,生成汽、液两相,在常压塔中,使汽、液两相充分的热交换和质量交换,在提供塔顶回流的条件下对原油进行精馏,从塔顶分馏出沸点较低的产品,汽油。
从塔底分出沸点较高的产品,重油,塔中间抽出,得到侧线产品,即煤油、柴油、蜡油等。
常压蒸馏后剩下的重油组份分子量较大,在高温下易分解(500 ℃左右),为了将常压重油中的各种沸点的润滑油组份分离出来,采用在减压塔(真空蒸馏方法)塔顶使用蒸汽喷射泵、间冷器抽真空的方法,使加热后的常压重油在负压条件下进行分馏,从而使高沸点的组份在相应的温度下依次馏出做为润滑油料。
这是因为石油沸点与压力的关系是:压力低,油品的沸点就越低。
另外,还采用水蒸汽汽提法来提高拔出率和质量。
初馏塔塔顶可以出初馏点~130℃的馏份作为重整原料。
也可不作为产品,作为常压塔的侧线回流打入常压塔。
初馏塔底馏份用泵送入常压加热炉,被加热至规定温度,再进入塔内。


P.O. Number Terms Rep Ship Via F.O.B.Project Quantity Item Code Description Price Each AmountTotal项目三加热炉操作¡工作任务:任务一认识管式加热炉任务二加热炉点火准备仿真操作任务三加热炉点火与炉温调整仿真操作任务四加热炉停车仿真操作任务一认识管式加热炉管式加热炉管式加热炉的特征:i L v F Q ]I I )e 1(eI [W Q +−−+=炉膛热强度炉膛热强度越大,完成相同的热任务所需的炉子越紧凑。
炉子的热负荷越大,其生产能力越大。
计算公式为:炉管表面热强度炉管表面热强度越大,完成相同热任务所需的传热面积越小,使用的炉管就越少,炉子体积可减小,投资可以降低。
炉膛温度(又称火墙温度)管内流速及压力降液体在管内的流速越低,则边界层越厚传热系数越小,管壁温度越高,介质在炉内的停留时间也越长。
其结果,介质易结焦炉管易损坏。
但流速过高又增加管内压力增加了管路系统的动力消耗。
返回立式炉管式加热炉的主要技术指标热负荷炉管表面热强度炉膛热强度炉膛温度(又称火墙温度)管内流速及压力降立式炉箱式炉圆筒炉大型方炉1-3 管式加热炉的种类按炉型结构分类:立式炉、圆筒炉、大型方炉按用途分类: 化学反应炉、加热液体的炉子气体加热炉、加热混相流体的炉子炉管内进行化学反应的炉子加热混相流体的炉子更难保证各路流量的均匀,更要重视管径、加热液体的炉子管内无相变化、单纯的液体加热炉管内进口为液体、出口为汽、液混相进口为液相、出口全部汽化的炉子气体加热炉不易结焦, 当气体量很大时,炉管的路数很多,注意从结构上保证各路均匀,防止偏流。
1-3 管式加热炉的种类按炉型结构分类:立式炉、圆筒炉、大型方炉按用途分类: 化学反应炉、加热液体的炉子气体加热炉、加热混相流体的炉子炉型选择的基本原则¡从结构、制造、投资费用方面考虑,应优先选择辐射室用立管的加热炉。
1761 加热炉运行现状中国石油玉门油田分公司炼油化工总厂250万吨/年常减压装置工业炉部分包括一台常压炉、一台减压炉、配套的联合落地余热回收系统、联合平台梯子以及落地自立钢烟囱;该装置于1995年由中石化北京设计院设计,1997年建成投产,原设计处理能力为250万吨/年,目前装置实际操作处理量为210万吨/年。
常压炉原设计为双辐射炉膛辐射对流形箱式加热炉,辐射室立管单排单面辐射,常压炉设计热负荷为29.748Mw。
减压炉原设计为双辐射炉膛辐射对流形箱式加热炉,辐射室横管单排单面辐射,减压炉设计热负荷为11.277Mw。
改造前预热器排烟温度检测数据为187.9℃,排烟氧含量(V% 湿):常压炉为4%、减压炉为6%,两台加热炉折算为4.69%。
如果按照排烟温度和排烟氧含量反平衡计算,两台加热炉计算热效率为87%;但现场实际预热器出口热空气温度不高于140℃,与排烟温度之间存在较大的偏差,经核算,此热空气温度对应理论热效率为85%。
考虑到加热炉实际操作时存在炉体的大量漏风这一因素,经空气预热器的空气量要小于总空气量;同时考虑到现场DCS 测试的排烟氧含量(V% 湿):常压炉为10.164%、减压炉为13.402%,两台加热炉折算为11.529%。
因此实际热效率可能远远小于85%(按照上述数据计算加热炉热效率不足80%)。
在2019年检修中通过改造余热回收系统,并采用一定的配套技术改造措施如吹灰系统、涂刷热反射涂料等,将加热炉的排烟温度降低到120℃,计算热效率提高到92.5%以上。
2 存在问题通过对加热炉的标定和核算发现实际核算值与设计值相差较多,加热炉热效率不足80%。
分析认为加热炉主要存在如下问题:(1)加热炉排烟氧含量相当高,预热器出口排烟温度高达187.9℃;(2)烟气自两台加热炉对流出口到预热器之间温降估算高达30℃,分析其原因为两台加热炉对流顶烟囱的4个密封挡板关闭不严,造成冷烟回流,估算目前冷烟回流率高达21%以上;(3)预热器出口热空气温度不足140℃,与排烟温度不匹配,原因可能多种,但不排除空气预热器老化漏风的可能性。
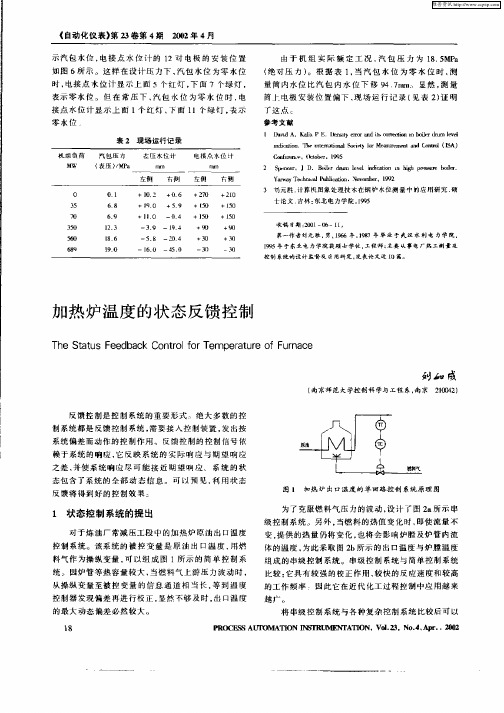
常减压加热炉温度控制系统的设计摘要随着我国国民经济的快速发展,加热炉的使用范围越来越广泛。
而加热炉温度控制是工业生产过程中经常遇到的过程控制,有些工艺过程对其温度的控制效果直接影响这产品的质量和产量。
以前加热炉的控制系统大多数是采用模拟控制系统,且各种数据只在加热炉系统中进行单独储存和通过加热炉自己的仪表进行观察、判断故障。
随着网络技术的发展和整个工厂完全实现两级自动化管理的目标,要求在过程级上通过相应的终端了解任何一个设备或任何一个装置的控制情况及生产情况。
因此,过程控制系统在加热炉系统中得到广泛的应用。
它是加热炉控制系统的重要部分,是对以及控制系统的一个总领和扩充。
现代加热炉的生产过程可以实现高度的过程控制,以保证在加热过程中温度的准确控制,这就为工业生产提供了有利条件。
加热炉是工业生产中的一个重要装置,它的任务是把原料加热到一定温度,以保证下道工序的顺利进行。
因此加热炉的温度控制起着举足轻重的作用,直接关系到产量、能源、污染、人工劳动强度等等。
以前加热炉的控制多数采用老式的人工控制,需要操作人员完全手动控制燃料、原料阀的开度,进行烧炉。
这样一来,流量控制的精度极差,操作的及时性也大大降低。
在引入过程控制系统之后,这一情况得到了大大的改善。
如何保证原料出口出原料温度是实现加热炉温度控制的基本前提。
关键词:加热炉,过程控制系统,出口温度,温度控制Heating furnace temperature control systemdesignAbstractWith the rapid development of China's national economy, increasingly widely used for heating furnace. Heating furnace temperature control is often encountered in the process of industrial production process control, temperature control effect of some process on their direct impact on product quality and output.Previously most used is the simulation of control system of heating furnace control system, and a variety of data in the system of heating furnace for the separate storage and through your instruments for observation, judgment fault of heating furnace. With the development of network technology and fully achieve the goal of two-level automatic management throughout the plant, requires through the corresponding terminal at the process level to understand any one device or a device of control and production. Therefore, process control systems in a wide range of applications in the system of heating furnace. It is an important part of heating furnace control system was a total renewal and expansion of the system and control. Modern furnace production process to achieve a high degree of process control, in order to ensure the accuracy of the temperature during heating control, which provides favourable conditions for industrial production.Industrial production is an important device in heating furnace, its task is the raw material is heated to a certain temperature in order to ensure smooth progress of the next procedure. Heating furnace temperaturecontrol plays a pivotal role, directly related to the production, manual labor, energy, pollution, and so on. Previously controlled most of the heating furnace using the old manual controls need operators full manual control of valve opening of fuels, raw materials, furnace. In this way, flow control precision is extremely bad, timeliness of actions is also much lower. After the introduction of process control systems, this situation has been greatly improved. How to ensure the temperature of raw material exports raw materials is the basic premise of heating furnace temperature control.Keywords: heating furnace, process control system, exit temperature, temperature controlled目录摘要...................................................... 错误!未定义书签。
引言...................................................... 错误!未定义书签。
第一章常减压加热炉结构及生产工艺简介............... 错误!未定义书签。
1.1 加热炉一般结构与控制原理........................... 错误!未定义书签。
1.1.1 两段式加热炉................................... 错误!未定义书签。
1.1.2 三段式加热炉................................... 错误!未定义书签。
1.1.3 步进式加热炉................................... 错误!未定义书签。
1.1.4 推钢式加热炉................................... 错误!未定义书签。
1.2 控制系统工艺流程及控制要求 ........................ 错误!未定义书签。
1.2.1 生产工艺介绍................................... 错误!未定义书签。
1.2.2 控制要求....................................... 错误!未定义书签。
第二章相关控制理论和控制系统简介.................... 错误!未定义书签。
2.1 加热炉温度控制系统原理............................ 错误!未定义书签。
2.2 加热炉温度调节系统.................错误!未定义书签。
错误!未定义书签。
2.2.1 串级控制系统.................................. 错误!未定义书签。
2.2.2 简单控制系统.................................. 错误!未定义书签。
第三章总体控制方案设计................................ 错误!未定义书签。
3.1 简单控制系统...................................... 错误!未定义书签。
3.2 串级控制系统..................................... 错误!未定义书签。
3.3 系统控制方案...................................... 错误!未定义书签。
3.4 系统结构和控制流程图............................. 错误!未定义书签。
3.5 控制系统设计..................................... 错误!未定义书签。
3.5.1 系统控制参数确定............................ 错误!未定义书签。
3.5.2 被控参数选择................................ 错误!未定义书签。
3.5.3 控制参数选择................................ 错误!未定义书签。
第四章硬件系统设计 ...............................................................................错误!未定义书签。
4.1 控制仪表的选型和配置............................... 错误!未定义书签。
4.1 测温元件........................................... 错误!未定义书签。
4.2 一体化温度变送器................................... 错误!未定义书签。