SIV21 点焊控制器说明书
- 格式:doc
- 大小:29.50 KB
- 文档页数:2
电子行业焊接机使用说明书尊敬的用户,感谢您选择使用我们的电子行业焊接机。
为了确保您的安全和实现最佳性能,我们将提供详细的使用说明和操作指南,帮助您正确操作和保养焊接机。
请仔细阅读本说明书并按照指导进行操作。
一、产品概述电子行业焊接机是一种用于焊接电子元器件的专业设备,其主要功能是通过电热原理将电子元器件与焊盘、焊脚等部件连接在一起。
本机型具有高效、稳定、安全等特点,适用于电子行业的生产和维修工作。
二、安全注意事项1. 在使用焊接机之前,请确保已经阅读并理解本使用说明书,并确保所在环境适合进行焊接操作。
2. 在使用焊接机时,请务必佩戴防静电手套,避免因静电造成的损坏。
3. 按照电源要求接入室内电力供应,确保电源接地良好。
4. 注意焊接机的散热,确保周围没有易燃物品,并保证良好的通风条件。
5. 使用前,请检查设备是否正常工作,确保所有机械部件和电器元件完好无损。
6. 在使用过程中,严禁将焊接机悬空或倾斜,以免发生意外情况。
7. 停止使用焊接机后,请拔掉电源插头,避免发生电涌或短路。
8. 注意维护电子行业焊接机的干净和整洁,根据说明书的要求进行定期保养。
三、操作指南1. 连接电源:将焊接机的电源线插入适当的电源插座,并确认电源开关处于关闭状态。
2. 设定参数:根据焊接要求,调整焊接机的参数,如温度、时间等。
3. 准备工作:将需要焊接的电子元器件放置在焊接机的工作台上,并确保焊接点与锡珠的接触面积合适。
4. 开始焊接:打开电源开关,焊接机启动后,根据预设参数,通过焊接头进行焊接操作。
5. 监控焊接过程:在焊接过程中,注意观察焊接现象,确保焊接质量良好。
如有异常情况,应及时停止焊接并检查设备。
6. 完成焊接:焊接完成后,关闭电源开关,并等待焊接机冷却后方可进行下一步操作。
7. 清洁维护:当焊接机冷却后,使用干净软布清洁焊接机表面,清除焊接渣和灰尘,确保设备干净整洁。
四、故障排除若发生以下情况,请按照以下指引进行故障排除:1. 电源无法接通:检查电源插座是否正常,检查电源线是否损坏。

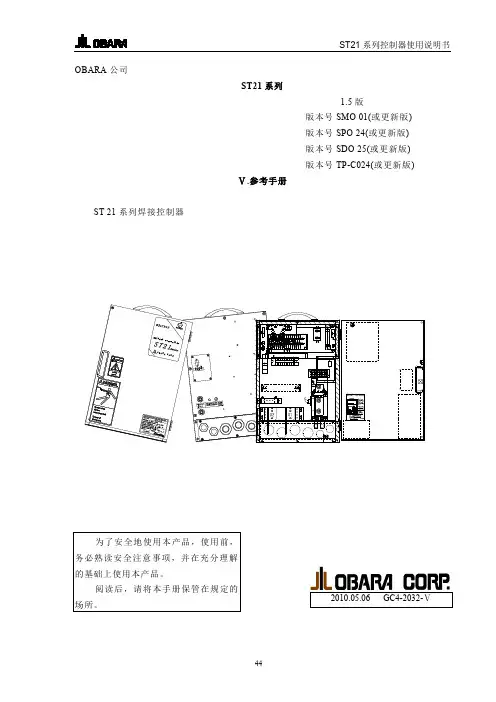
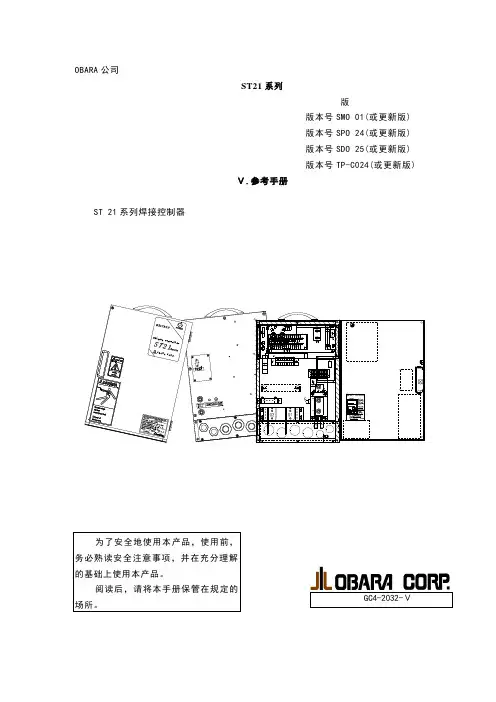
微电脑电阻多点焊控制器
使用说明书
青岛高科技工业园
伊特焊接设备研究所
使用说明
本控制器由1台PLC和2台焊接控制器组成,采用同一脚踏开关控制两台焊机,进行分时焊接。
具体操作如下:
一.参数设置说明
1.焊接控制器所需设置项目:预压时间、加压时间、焊接时间、焊接电流、休止时间.(其他项目可以不进行设置)。
2.两台焊接控制器的设置参数除了预压时间、加压时间不同以外,其它应为大体一致。
参数如表:
注:
1.以上参数均为大体,要根据实际情况进行调节。
如,焊接电流,
焊接时间要跟据工件的厚薄而定。
2. 休止时间只在连续焊中起作用,在点焊中可以不设置。
二.接线说明
1.PLC——焊接控制器部分
(1)电磁阀+/-端子:指两台焊机的焊头电磁阀并联在此两端子上。
(2)其它端子均已连接至对应的焊接控制器,若要重接,请事先标记清楚!
(3)具体接线请参考“控制部分接线图”。
2.可控硅板——焊接控制器
(1)接线端子已标明,请对应接线。
(2)具体接线请参考“主回路图”。
点焊逆变电源使用说明书目录1. 使用注意事项 (2)1.1 安全注意事项 (3)1.2 使用前注意事项 (5)2. 概述 (5)2.1 机器的原理 (5)2.2 机器的特点 (5)2.3 技术参数 (6)3. 连接说明 (6)3.1 电源控制箱连接说明 (6)3.2 变压器箱连接说明 (7)4. 操作说明 (8)4.1 操作面板组成及其说明 (8)4.2 LCD显示屏 (8)4.2.1 显示屏及显示切换 (8)4.2.2 显示屏上的状态设定按钮 (10)4.2.3 焊接参数及其显示 (11)4.2.4 功能参数及其显示 (11)4.2.5 显示屏上的其它内容 (12)4.3 参数设定范围 (12)4.4 参数设定方法 (12)4.4.1 参数组设定 (12)4.4.2 参数值设定 (13)4.5 焊接操作 (13)5. 特别应用 (13)5.1 使用不同焊接参数 (13)5.2 双机头应用........................................................................................错误!未定义书签。
5.3 自动化应用 (13)6. 安装调试 (14)7. 一般故障处理 (15)1. 使用注意事项(1)安全上的注意使用前请熟读此「安全上的注意」,正 确使用本装置。
■为了安全使用,防止对使用者及他人造 成危害和损伤,请务必仔细阅读这些与 安全有关的注意事项。
由于任何一个都和安全都有重要关系, 因此请务必仔细阅读。
■ 各安全警示分危险、警告、注意。
警示标志的含义如下:请不要随意触摸装置的内部由于装置内部有高电压存在,随意触摸装置的内部是非常危险的。
供电电源连接插座带有高压,请不要触摸插座的连接端子。
除了我公司技术服务人员以外请不要随意触摸。
请绝对不要自行拆装、修理、改造本装置 会有触电、起火的危险。
需要检、修理时,请与经销商或本公司联系。
半自动单点电池点焊机操作说明书(电气)OPERATION INSTRUCTIONS!使用前先详细阅读操作说明书或者在有专业技术人员指导下进行操作。
目录一安全防范1.1 安装安装点附近不要堆放易燃品。
否则,可能引起火灾。
搬运时一定要抓紧支撑部分。
否则,可能有跌倒损坏危险。
请防止外部异物进入到设备内部。
否则,可能引起短路。
请确保接地良好。
否则,可能引起电击或火灾。
布线必须由合格的电气专业人员作业。
否则,可能引起电击或火灾。
请确保安装空间有良好的通风条件,避免运行环境中有灰尘、腐蚀气体、易燃气体等。
避免安装空间有震动,不牢固。
否则,可能引起短路或损坏。
请确保电压、气源满足以下条件:电源1Φ+N AC220V,50/60Hz,3kW气源0.15~0.2Mpa1.2 操作断开输入电源超过10 分钟后,再进行维护和检查。
否则,有电击危险。
请确保由合格电气操作人员在经授权后进行维护、检查和更换零件。
否则有电击危险。
不要用湿手操作。
否则,有电击危险。
请确保接地良好。
否则,可能引起电击或火灾。
通电状态下不能接触设备内部配件。
否则,可能引起电击。
发热组件温度非常高,请不要触及。
否则,有烧伤的危险。
二安装使用条件2.1 安装条件2.2 使用环境三操作说明3.1 系统上电1)确认机台电源线、气源(空压机)电源线及米亚基焊接主机电源线已正确连接;2)确认机台断路器处于接通状态,且气源开关和米亚基焊接主机的电源开关处于ON状态;3)按下操作面板箱上的电源开关,并确认红色电源指示灯点亮;4)待操作面板箱上的触摸屏显示如图3.1所示的开机画面时,表示系统已上电完成。
3.2 系统初始化系统上电完成后,触摸屏会显示如图3.1所示的开机画面。
此时会显示机台当前状态为“等待初始化”状态,长按屏幕左下方的“一键复位”按钮1秒,待“一键复位”按钮显示为绿色黄色“复位中”时,机台开始初始化,即复位伺服电机位置及扫描焊接主机是否正常。
图3.1 系统开机画面系统初始化时,若没有接通焊接机电源,则会弹出如图3.2所示的米亚基初始化失败提示窗,如果是正常作业,则需要确认米亚基焊接主机是否已经正常供电;如果只是进行对位测试,则只需长按窗口右下方的“跳过自检”按钮直至窗口自动关闭为止即可。
目录目录 (1)第一部分概述 (1)1.1系统概述 (1)1.2注意事项 (1)1.3 工作环境 (2)1.4 系统供电及接地 (2)1.4-1供电要求 (2)1.4-2接地要求 (2)1.5 操作面板及按键功能简介 (3)1.5-1操作面板 (3)1.5-2按键功能简介 (3)1.6 系统常用主界面 (5)1.6-1开机界面 (5)1.6-2待机界面 (5)1.6-3主菜单界面 (6)第二部分操作流程 (7)2.1 单点焊接采集流程 (7)2.2 直线焊接采集流程 (7)2.3循环的设定流程 (8)2.4编辑阵列文件 (8)第三部分编程 (9)3.1 编程(事件采入)主界面 (9)3.2 建立新文件 (9)3.2-1单点焊接采集 (10)3.2-2直线拖焊采集 (11)3.2-3循环设定 (13)3.3打开文件 (15)3.4修改子文件 (16)第四部分文件管理 (17)4.1文件管理主界面 (17)4.2内部文件 (17)4.3 U盘文件 (18)4.4 子文件管理 (18)第五部分参数设定 (19)5.1参数设定 (19)5.2轴参数设置 (19)5.3设备参数 (19)5.3-1按键设置 (20)5.3-2回原点设置 (20)5.3-3 IO提前距离 (21)5.3-4归位点设置 (21)5.3-5回归点顺序 (22)5.3-6进目标点顺序 (22)5.3-7复位速度 (23)5.3-8输入IO对应文件 (23)5.3-9输入IO报错时间 (24)5.3-10输入IO有效时间 (24)5.3-11 IO上电状态 (24)5.3-12 IO暂停状态 (25)5.3-13 IO暂停后恢复 (25)5.3-14定位模式 (25)5.3-15联动模式 (26)5.3-16模拟运行速度 (26)5.4焊锡参数 (27)5.4-1出锡设置 (27)5.4-2点焊预热延时 (27)5.5清洗动作 (28)5.6校正点设置 (29)第六部分辅助功能 (31)6.1辅助功能 (31)6.2产品型号 (31)6.3系统测试 (32)6.4系统设置 (32)6.5语言 (34)6.6系统升级 (34)第一部分概述1.1系统概述非常感谢您使用本公司的自动焊锡机控制系统!本系统可以配合各种类型的自动焊锡机使用,满足您对加工的不同要求。
点焊机说明书一、产品简介ZT—20型泡沫板装修网焊机是钢丝网架、聚苯、夹芯板(泰柏板)(舒乐板),聚苯保温墙板等轻体墙板网焊接的专用设备,可焊接丝径1.5—3.2mm的铁丝。
本机采用新型的符合国际标准的CMOS数字集成电路,可随意调节焊接电流,焊接时间,保证焊件接牢固表面平整无焊坑,对泡沫板无任何损伤。
并且降低操作人员的劳动强度,节省能源,成倍提高工作效率。
售价仅为进口设备的1/5—1/6。
二、焊机参数型号ZT—20电流电压380V 焊接丝径 1.5—3.2mm瞬时功率20KV A 电流线径62*2输出电压 1.5—4.5V 焊接时间 0.01—2秒三、焊机结构焊机由机壳、焊接变压器、焊接控制器、可控硅交流开关电览及焊钳等几部分组成。
焊接时间调整要求:把焊钳调为:当两电极压紧丝后,活动手柄上的调节螺栓再碰到固定手柄上的开关。
(调整电极在可调焊钳上伸出的长度或调整手柄上的焊接时间调节螺栓,即可达到调整的目的)。
如不按此方法调接,将可能焊不牢甚至烧毁电极!即焊头只能在压力时才能通电焊接。
四、焊机电气原理本焊机由低压(12V)手控开关,集成电路控制板,可控硅模块,焊接变压器组成。
控制板通过面板电流调节电位器改变强触发电路触发角达到调节焊接电流。
当手控开关接通后使电路消零,由CMOS集成电路精确延时(0.01—2秒)后自动关闭(与手控开关接通时间无关)触发电路,使可控硅模块结束焊接过程。
四、操作说明1、焊机安装时,必须可靠接地,不接地不允许使用。
2、接上电源两相380V,电压表显示380V。
3、打开电源开关,电源指示灯亮4、空载试验在二次不短路时,短接手控开关,焊接指示灯亮,则机器正常5、焊接调节电流旋钮调至最大,时间旋钮调至最小闭合钳子看焊接郊果,如焊接不牢,逐步调大时间旋钮直至焊接效果最好。
如果时间调至最小,焊接电流依然大,则调小电流,直至焊接良好。
按下功能键(F1-F8) 将显示如下的相应屏幕.按下HOME键查返回到监控屏幕.
F1-----监控--------显示当前焊接的监控数据和报警历史数据
F1步增交换――当使用步增功能时,允许变换当前设定的步(步增变化)
F2输入/输出临控――显示输入/输出状态(通常不使用)
F3报警历史数据――显示报警历史数据(量后100次报警)
F2-----TM数据设定——显示存储在控制器的数据
F1-F4组选择-----从F1(第2-0组)至F4(第4组)中选择中的一个组 F1编辑-----允许设定焊接数据
F2功能拷贝-----将焊接的具体项目数据独立拷贝.
例如:将系列1的数据拷贝到系列5
F3系列拷贝-----在系列之间拷贝焊接数据
例如:将系列1的数据拷打到系列5
F4组拷贝-----在组之间拷贝数据
F5组检验-----比较组之间的数据
F5参数----选择参数,以便设定
F1编辑----允许设定所选的参数
F3-----TP数据编辑-----允许编辑存储在TP-Net中的外部存储数据
F1单元编辑-----选择要编辑的单元
1-4单元选择-----选择要其中的一个单元
F1-F4组选择-----从F1(第0组)至F4(第4组)中选择其中的一个组 F1编辑…F5组检验-----与上述屏幕相同
F2单元选择-----在单元之间拷贝数据
1-4单元选择-----从1至4选择其中的一个单元
F1 TM-TP-----将所选择单元的数据从定时器拷贝到编辑器上
F2 TP-TM-----将所选择单元的数据从编辑器拷贝到控制器上
F3 TP-TP-----将所选择单元的数据拷贝到编辑器的另一个单元
F4 TM—TP----将控制器的单元数据与编辑器的单元数据相比较F3参数-----选择单元并变更单元中的参数
1-4单元选择性----从1至4选择其中的一个单元
F4参数拷贝-----选择单元并拷贝单元中的参数
1-4单元选择-----从1-4选择其中的一个单元
F1 TM-TP,…F4 TM-TP-----拷贝或比较参数
F4----方式选择-----变更控制器当前的有效方式
F1操作-----将当前方式变换到焊接方式
F2无电流焊接-----允许在不施加电流的情况下进行焊接
F3继续增压------除了无焊接方式中的动作以外,本方式允许焊枪在接收Hold
End(保持结束)信号后继续加压
F4设定-----在编辑任何参数或数据前,要输入这一方式
焊接条件设定
F4---F4----TM----F2----F1----F1
焊接参数设定
F4----F4----TM----F2----F5----F1
组拷贝
F2----F4----选择要拷贝的组-----按回车-----写入拷贝的组
系拷贝
F2----F3----选择要拷贝的系-----按回车-----写入拷贝的系
组拷贝
F2----F2----选择要拷贝的独立数据-----按回车-----写入拷贝的独立数据A组---B组的设定
F4----F4----TM----F2----F5----F1。