Cherry成品键盘检验规范_Sunrex
- 格式:doc
- 大小:196.00 KB
- 文档页数:6
1.目的建立和规范键鼠成品可靠性测试的方法与流程,以确保检验结果的准确性。
2.范围适用本公司所有键鼠成品检验。
3.试验项目3.1高温存储试验A.将样品放置于测试专用焗炉里,温度设置65±2℃,湿度93%RH,存放时间72H。
B.测试完成,将样品从焗炉取出放置于常温下恢复2H后测试其功能是否正常。
3.2低存储试验A.将样品放置于测试专用冰箱里,温度设置-40℃,存放时间72H。
B.测试完成,将样品从冰箱里取出放置于常温下恢复2H后测试其功能是否正常。
3.3温度冲击试验A.将样品放置于测试用专用冰箱里,温度设置-40℃,存放时间2H。
B.在一分钟内将样品放置于测试专用焗炉内,温度设置65℃,存放时间2H。
C.将上述测试循环做5次,测试完成后测试其样品功能是否正常。
3.4高温操作试验A.将样品放置于专用测试箱内,温度设置65℃,DC 5.0V±5%,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.5低温操作试验A.将样品放置于专用测试箱内,温度设置-40℃,DC 5.0V±5%,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.6高温高湿操作试验A.将样品放置于专用测试箱内,温度设置65℃,DC 5.0V±5%,湿度93%RH,保持时间2HB.测试完成将样品置于常温下恢复2H后测试其功能是否正常。
3.7跌落试验(裸机)A.将样品在垂直80cm高度,跌落样品的六个面,落至厚度为3cm的钢板。
B.测试完成后再测试其样品功能是否正常。
3.8按键寿命测试(左、中、右键)A.将样品置于鼠标按键专用测试治具上,设置:荷重气压2±0.1Mpa,速度40次/分,行程20mm.B.测试次数为1000万次(具体次数视产品规格而定)3.9烧机试验A.将样品置于DC5V±5%在常温下连续使用168H。
B.测试完成(即168H后)样品功能是否正常。
德信诚培训网
更多免费资料下载请进: 好好学习社区
键盘产品例行试验标准
1.0目的:
提高产品质量,满足顾客和适应市场的需求。
2.0适应范围:
适用于本公司各种型号产品(具体要执行试验的项目,需依据相应的作业指导书).
3.0试验样品:
产品在检查的合格批中随机抽取。
4.0试验内容:
本规程包括:气候试验、机械试验、寿命试验、可靠性试验、静电放电灵敏度试验。
4.1 气候试验:
4.1.1 高温工作试验
4.1.2 低温工作试验
4.1.3 恒定湿热试验
4.1.4 高温贮存试验
4.1.5 低温贮存试验
4.2 机械试验:
4.2.1 包装件跌落试验
4.2.2 拉拔力试验
4.2.3 粘度试验
4.3 寿命试验
4.4 可靠性试验
4.5 静电放电灵敏度试验
5.0 试验标准和判定。
键盘检验标准MANUFACTURING PROCESS INSTRUCTION生产工艺指导书键盘检验标准Work Center / Operation作业区域: CECT QAModel Unit / Line产品型号:ALLDocument Owner/文件负责人: QA XXXXX1.0总则为了控制手机键盘的质量,甲方和乙方共同建立本技术检验标准,验收标准的最后版本须由甲方和乙方共同签字认可,从而形成甲方和乙方判定产品是否合格的基准。
乙方有责任确保制造合同中的所有部件(装配,子装配,成分和材料)符合本检验标准的要求。
乙方也同时有责任确保对所有OEM产品,子系统和部件加工后的使用性能满足本检验标准的要求。
乙方必须能够证明其对购入的原材料及部件建立了检查和审核程序以确保OEM部件满足本检验标准的要求。
供应商资料,来料检验是可接受的选择。
本标准作为甲方同乙方签定加工定做合同的技术附件,包括共同签字的图纸(二维图纸和三维结构设计文件)。
目的是使制造出的零件能够满足设计时的功能和结构上的要求。
如果乙方不能实现此检验标准的要求,需要向甲方提交有限要求弃权书,甲方决定是否通过弃权书。
2.0适用范围本标准适用于CECT全中文数字双频手机键盘批量产品的检测。
3.0引用标准GB2828-87 《逐批检查计数抽样程序及抽样表(适用于连续批的检查)》4.0主要内容4.1乙方在提供每批产品时应提供的相关材料4.1.1产品所使用的原材料检验报告,其中应该包括材料成分、生产厂等;4.1.2每批产品的合格证和成品出货检验报告。
4.2乙方使用的检验方法4.2.1乙方应对产品进行100%的外观检验(QC检验);4.2.2对于零件的尺寸和物理性能应采用抽样检验,抽样检验方法由甲方和乙方共同商定。
注:甲方使用的抽检方法:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0.65,字码表及抽样方案见下表。
笔记本成品检验标准笔记本成品检验标准笔记本成品检验标准笔记本成品检验标准笔记本成品检验标准笔记本成品检验标准两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
键盘成品检验规范前言:为确保键盘的生产、检验工作有序进行,为过程质量控制、例行检验、最终成品检验和确认检验提供依据,特编写本标准。
1.范围本标准适用于福建新威电子工业有限公司通讯厂所生产的键盘成品质量检验。
2.规范性引用文件在下面所引用的文件中,对于企业标准部分没有写出年代号,使用时应以网上发布的最新标准为有效版本。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表GB/T 2829-1987 周期检查计数抽样程序及抽样表GB/T 14081-2010 信息处理用键盘通用规范参考文件一:键盘可靠性试验规范3.质量检验3.1 检验分类本标准规定的质量评定规则包括两类检验:鉴定检验和质量一致性检验。
3.2 检验条件除非本标准或产品标准另有规定,对样本的检验应在GB 2421-89第五章规定的标准大气条件下进行。
3.3 例行检验例行检验是对同一型号若干样品进行外观结构工艺、电性能、安全、环境适应性和可靠性等一系列完整的检验,其目的在于确定制造者是否有能力制造符合该标准要求的产品。
当产品进行设计定型、生产定型,主要的设计、工艺、材料、及零部件(元器件)变更后或停产后恢复生产时,均应进行鉴定检验。
3.4 确认检验质量一致性检验是以逐批检验为基础,从产品中抽取样品进行的、用于确定产品生产过程中能否保证质量持续稳定的检验。
3.5产品不合格分类,A类不合格、B类不合格、C类不合格;A类不合格:即单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定,称为A类不合格,也称为严重缺陷。
B类不合格:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定,称为B类不合格,也称为轻缺陷。
C类不合格:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定,称为C类不合格,也称微缺陷。
表1 检验项目4.检验项目及判定标准4.1装配外观检验表2 装配检验项目及判定标准4.2外观检验4.2.1塑料件检验项目(见表3)塑料件包括前盖、后盖、按键等塑胶结构件,可以根据实际设计情况在检验时依据下列检验项目进行检验。
樱桃验收货和退换货1、收货原则及检查事项(1)生鲜收货操作由收货部人员按收货流程执行。
(2)供应商必须在订单的有效期内送货。
(3)供应商必须用正确的订单送货。
(4)产品:品名符合订单产品名;数量符合订单或符合每日订货的数量;质量必须符合质检标准、订单标准。
质量严重不符者,拒绝收货;质量降级者,拒绝收货或采取折扣方式。
(5)产品送货的运输车辆必须符合产品运输的温度要求,且干净整洁。
(6)产品运输的器皿、用具必须符合卫生的要求。
(7)包装产品:外箱完好,内包装完好(若有条形码,条码有效),保质期标志清楚。
(8)收货一律是净重收货,不计算毛重。
(9)履行完收货手续的产品以最快的速度运至保鲜库,以正确的储存方式储存。
2、验货原则(1)产品必须经过验货程序(参照相应产品标准),符合质量标准才能收货。
(2)产品的验货标准遵循规定的产品质量验收标准,等级、规格、品种的变化以订单或采购特别说明为准。
(3)生鲜产品究其特点,验货方式以感官法为主。
3、产品换货:(1)符合换货条件的产品才能办理换货,否则按退货处理;(2)换货以供应商为抬头,每日收货时进行办理;(3)换货的产品货号、产品品名必须与所更换的产品一致,不同品种的产品不能换货;(4)换货单据的数量必须与货物的实际数量相符;(5)换货的产品必须有明确的标识,表明时间、供应商名称,存放在产品换货暂放处;(6)退货组在办理换货手续时,组长必须在换货单据上签名。
樱桃质量评定方法1、视觉检验法:主要评断产品的新鲜度、成熟度、清洁度;2、味觉检验法:主要评断产品的口味是否优良、滋味是否正常,是否口感较一致;3、嗅觉检验法:主要是检验产品是否具品否备应有的香味、有无异味等;4、触觉检验法:检查产品的硬度、弹性、膨松等性能指标。
具体评定标准及参数、抽样方法详见《樱桃分级筛选标准5.28》、《抽样检测方法5.28》2.收货程序审核订单↓办退货↓质检↓数量确定↓数据记录↓单据确认程序解释:◇审核订单:审核生鲜部的订单是否有效,送货的品种和送货的数量是否与订单一致。
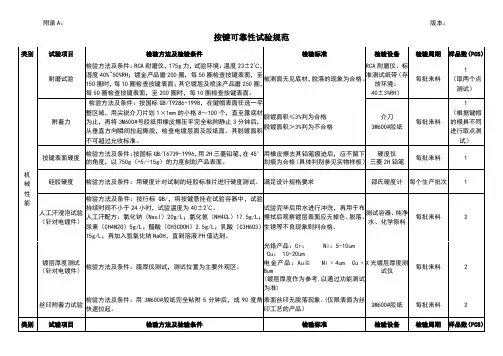
按键外观及可靠性测试检验标准1. 概述:为确保产品可靠性的检验方法和检验标准有明确的规定;确定塑料和金属零件表面处理后的品质要求,能满足公司的需要。
2. 范围:2.1 本部门制造的所有需要测试的产品。
2.2 适用于塑料、金属制品外表的涂装加工,外观的检验标准。
3. 说明:本标准仅为检验之标准,所述及之内容为规范本部门所有产品外观及功能共通性之检验项目,其它结构设计、物理特性、化学特性之检验标准因设计、材质、制程之不同而会有所差异,此处不论及,本规范中不予以制定。
4. 产品外观检验标准:4.1 检验要求:4.1.1 检验区域所需的最小照度为85英尺烛光;4.1.2 检验人员的眼睛与检验产品的距离约为30-45CM;4.1.3 观察角度:产品所有可视位置;4.1.4 一般情况下,单点目视检测观看时间为5秒,整体目视检测观看时间约15秒;4.1.5 视觉敏锐度= 普通,矫正视力达到普通水平,每年检验一次视力。
4.2 检验标准:4.2.1 表面缺陷分类标准:4.2.2 附加检验事项:4.2.3 喷涂外观细节:5. 装饰表面耐久性要求和DVT测试:5.1 基本检验要求:5.1.1 测试区域环境要求:20°C±5°C, 65%RH±20%RH;5.1.2 产品要求:从产品完成到测试开始,喷涂产品必须在正常环境中存储超过48小时。
5.2 装饰表面耐久性要求测试:1. 干净的样品。
2.冷热冲击参数:循环次数= 12次温度= –40℃至+85℃保持时间= 每种极限温度保持1小时过渡时间= 10 秒使用Norman (RCA) 耐磨试验机。
耐磨圈数必须≥500圈。
175g的继续压力。
5.3 DVT测试:。
1目的﹕建立和规范成品之检验流程和方法,以确保检验结果全面性和准确性。
2范围﹕适用于所有有线和无线keyboard。
3相关文件:3.1keyboard电性手感标准。
3.2keyboard缺点判定基准。
3.3外观检验规范。
3.4包装检验规范。
3.5产品规格书。
4作业程序:4.1检验计划:4.1.1批之构成:以供货商一次送验量为单位检验批。
4.1.2抽样计划:依MIL-STD-105E计数值抽样计划,实施单次抽样。
4.1.3检验水平/允收水平:参见《质量检验计划表》。
4.2批允收/拒收之判定:4.2.1依规定之AQL对照AC/RE个数与实际不良品个数之差异。
4.2.2当个别之实际不良品个数(CR/MA/MI)超过相[应之任一级(CR/MA/MI)之允许不良品个数时,则该批判定为“REJ”LOT。
4.2.3当总计之实际不良品个数超过MI级之允许不良品个数时,则该批判定为“REJ”LOT。
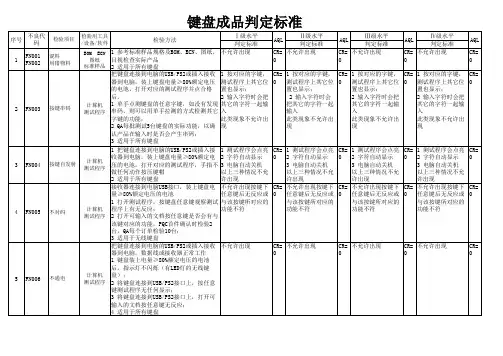
4.3检验项目之要求﹕4.3.1一般包装材料及方式和结构外观检查参照BOM核对料号或规格,并实施基本的检验.4.3.2 keyboard产品的种类不同, 根据产品的特点需要检验的电气功能也不同4.4.1 键盘成品外观、手感、检查内容及缺陷标准4.4.2 键盘成品电性、包装检查内容及缺陷标准4.5 对机:4.5.1 常规检验完毕后,将检验之不良品标识清楚放置整齐,同时通知生产部对机;如属严重不良及批量性不良,则要求QA 参与,并分析原因。
4.5.2 将检验OK 之成品,按原包装方式放置回去,并交生产线.不良品则送回生产部门返修.将检验后的成品予以相应状态标示。
4.6 记录:4.6.1 报表填写方式:随时记录检验状况。
4.6.2 检验结果记录在“keyboard 检验报告”上(参见附件二)。
附件一流程图主要检验内容﹑重点及相关资料生产制令(W/O)﹑生产线别﹑报验数量﹑序号范围等BOM ﹑质量标准书﹑内部订单审核表﹑样品﹑检验报告表等.依<质量检验计划>纸箱规格(尺寸﹑材质﹑文字﹑胶合方式) ﹑外观彩盒入箱方式﹑外箱贴纸粘贴﹑包扎方式规格(尺寸﹑材质﹑文字﹑胶合方式)﹑外观 规格(文字﹑条形码﹑日期﹑材质) ﹑外观规格(文字﹑条形码﹑日期﹑材质) ﹑外观外观﹑部件﹑美工线/段差﹑平整度﹑logo/颜色检查规格﹑外观﹑定位 按键测试/拉键,敲机测试/LED 测试/手感测试/ 多媒体测试/ RF 距离测试/睡眠测试./低电压测试同生产人员确认不良品,必要时知会品保人.附件二﹑keyboard 成品检验报告《附页》附件三、keyboard 电气功能测试图标说明图示:H (Windows 测试画面)。
樱桃验收货和退换货1、收货原则及检查事项(1)生鲜收货操作由收货部人员按收货流程执行。
(2)供应商必须在订单的有效期内送货。
(3)供应商必须用正确的订单送货。
(4)产品:品名符合订单产品名;数量符合订单或符合每日订货的数量;质量必须符合质检标准、订单标准。
质量严重不符者,拒绝收货;质量降级者,拒绝收货或采取折扣方式。
(5)产品送货的运输车辆必须符合产品运输的温度要求,且干净整洁。
(6)产品运输的器皿、用具必须符合卫生的要求。
(7)包装产品:外箱完好,内包装完好(若有条形码,条码有效),保质期标志清楚。
(8)收货一律是净重收货,不计算毛重。
(9)履行完收货手续的产品以最快的速度运至保鲜库,以正确的储存方式储存。
2、验货原则(1)产品必须经过验货程序(参照相应产品标准),符合质量标准才能收货。
(2)产品的验货标准遵循规定的产品质量验收标准,等级、规格、品种的变化以订单或采购特别说明为准。
(3)生鲜产品究其特点,验货方式以感官法为主。
3、产品换货:(1)符合换货条件的产品才能办理换货,否则按退货处理;(2)换货以供应商为抬头,每日收货时进行办理;(3)换货的产品货号、产品品名必须与所更换的产品一致,不同品种的产品不能换货;(4)换货单据的数量必须与货物的实际数量相符;(5)换货的产品必须有明确的标识,表明时间、供应商名称,存放在产品换货暂放处;(6)退货组在办理换货手续时,组长必须在换货单据上签名。
樱桃质量评定方法1、视觉检验法:主要评断产品的新鲜度、成熟度、清洁度;2、味觉检验法:主要评断产品的口味是否优良、滋味是否正常,是否口感较一致;3、嗅觉检验法:主要是检验产品是否具品否备应有的香味、有无异味等;4、触觉检验法:检查产品的硬度、弹性、膨松等性能指标。
具体评定标准及参数、抽样方法详见《樱桃分级筛选标准5.28》、《抽样检测方法5.28》2.收货程序审核订单↓办退货↓质检↓数量确定↓数据记录↓单据确认程序解释:◇审核订单:审核生鲜部的订单是否有效,送货的品种和送货的数量是否与订单一致。
键盘成品检验规范1. 目的作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求.2. 范围本厂生产之各机种键盘.3. 参考资料镭射印刷字符检验规范 XT-QRA-3029Laser辉度计操作规范 XT-QRA-3028耐磨测试规范 XT-QRA-3074粘附力测试规范 XT-QRA-30734. 定义4.1 Major: 主缺点. 列为批退之依据, 是可能引起键盘功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收.4.2Minor: 次缺点. 是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收.5.内容说明:5.1. 检验条件与工具.5.1.1功能测试将Keyboard 直接连接到计算机上,使用文管中心正式发行的测试软体进行测试.5.1.2外观检验I)角度: 眼睛与被测物成0∘~45∘II)距离: 45-60cmIII)光源:40W*2日光灯5.1.3 利用计算机, 放大镜,照度计,辉度计,读码器,厚薄规, 污点标准Film. goldensample 及各机种Layout film、CRL、BOM 、ECO等进行检验.5.2. 不良判定:不良品分Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明.检查项目标准说明Major Minor1. 整体外观1.1上下盖组合后,间隙段差大于0.5mm; wireless K/B段差大于0.3mm.1.2 上下盖卡椎未定位.1.3 上下盖组合后,平置于玻璃平台下盖K/B任一端,距玻璃平台高度间隙大于0.4mm(包括撑幵脚架时的距离)。
出往日本的机种不能大于0.3mm.1.3.1下盖凸点与水平玻璃间距中拱不能大于2.0mm.1.4 正面盖刮伤或污染不能>3*0.25mm,侧面刮伤或污染不能>5*0.25mm,背面刮伤或污染不能>7*0.25 mm. 且5公分内不有两点.1.5 正面盖污点直径不能>0.4mm,侧面不能>0.7mm,背面不能>1.0mm. 且5公分内不得有两点.1.6 上盖Logo边距2cm内,不允许有任何污点,刮伤.1.7 上盖Logo和上盖其它印刷的内容、颜色、形状、位置错误及Logo漏印. *1.8 上盖Logo印刷断字超过字体的1/3, 毛边大于0.15mm.1.9 上盖其它印刷之字符断字有超过字体的1/3,毛边大于0.15mm.1.10 上盖顶白,上盖有裂痕或破损.1.11 铭板Logo错误,或铭板漏贴,反贴.1.12 铭板污染,刮伤;铭板贴歪有超出边框,或字体印刷模糊.1.13 铭板字体色泽与样本不符.1.14 Keyboard上下盖颜色和规格不符.1.15扭动组合后的上下盖有noise或松动感.1.16铁板有变形和缺料, 烤漆铁板刮伤见到铁板本色印痕.1.17脚垫漏贴, 反贴.1.18脚垫污染或超出边框, 及因脚垫粘性不强而造成易脱落.1.19 脚架有破裂或变形及左右颜色不一致.1.20 脚架漏装, 装反, 或用错料.1.21 扳动左右脚架或大小脚架各1次, 脚架易脱落或大小脚架同时倒下.1.22 摇动Keyboard发出有异物之杂音饷声1.23 镙丝漏锁.1.24镙丝松动,浮锁,滑牙.1.25镙丝因电动起子而受伤, 变形, 螺丝生锈.1.26 Cable Pin 针断掉或歪斜.1.27Cable刮伤,有污迹.1.28 Keyboard上贴有不良标签.2. 字键2.1). Overall general key cap cosmetic2.11 字键浮高,未压定位同行的字键高低超过0.5mm.2.12 字键错插, 错料, 错键, 或印刷漏印.2.13 字键污点.刮伤判定:A区超过0.25mmB区超过0.4mmC区超过0.7mm.2.14 字键卡涩.2.15 字键卡死及无弹性(含Hot key).2.16 按压特殊key两端发现有铁条脱落或未装,及拨动特殊KEY歪斜不复原.2.17 轻敲装Link key cap, space bar响声>60db, 其它key响声>55db.2.18 特殊key cap晃动及1*1倍字键轻微晃动超过3颗.2.2).Laser printing & silk screen2.2.1 字键印刷有毛边或扩墨>0.15mm.2.2.2 字键印刷断字不能超过字体直径的1/3.*2.2.3距键盘30cm用肉眼看无白点,烧焦或黑点.2.2.4 字符串及单个字符倾斜度不得超过3º(参照字键边缘).2.2.5 Laser测字辉度(明暗比)小于3:1或客户规格值.2.2.6字体错印或漏印2.2.7字体残缺2.3). TAMPO 字符的检验2.3.1 印刷字体粗细不一,相差需小于0.1mm2.3.2 印刷字体断字/突出/残缺不能超过字体宽度的1/32.3.3 印刷字体针孔需小于0.05mm,且同一字键不能超过3个2.3.4 字键COATING表面刮伤/擦伤/露底不能大于0.25mm2.3.5 字键错料.错位.错印.漏印*2.3.6 油污点:A面污点不能大于0.25mm; B面不能大于0.7mm;C面污点不能大于1.0mm2.3.7 KEY CAP在TAMPO时不能沾有毛屑,异物;字体毛边需小于0.15mm2.3.8 COATING不可有影响外观的多余想象2.3.9 COATING 移位或与字型不吻合;COATING必须完全覆盖字体2.3.10印刷字体颜色与客户要求不符(对照PANTONE)2.3.11 Fulling coating字键表面触摸不可有刮手感.(A面四边)3. 功能3.1键盘无功能: 功能测试时, Keyboard无反应.3.2测试K/B AT时出现Failure .3.3 LED灯同时亮,直亮,不亮.3.4 LED灯亮度不均匀.3.5 LED灯功能不稳定: 振动后LED灯不亮.3.6 LED灯闪烁或亮的顺序不对.3.7 单键&多键(含hot key)无功能或Key功能不稳定及KEY短路(按单KEY时,几个KEY有反应).3.8 RUBBER有歪斜, 生胶, 异物, 夹皮或双Rubber引起key功能不稳定.3.9外接鼠标/Touch pad /Track Ball无功能或反应不灵敏.3.10Hub, smart card无功能.4. 包装(核对BOM&CRL)4.1不符合客户需求的产品配备规格.4.2 各种Label内容错误或未按要求张贴.4.3 BOM中各阶程使用之零件和材料有错或遗漏,安规材料使用成非安规材料.4.4 Cable外露尺寸与产品规格不符.4.5 Carton/Gift box label贴歪.4.6 漏贴Test & QC PASS贴纸, 或贴错位置.4.7 G/B之S/N与K/B之S/N不符.4.8 Barcode不能读值或读值错误.4.9 Carton外的序号与内装K/B之序号不符.4.10 Carton内键盘短装.4.11 Carton与G/B或Carton与栈板配置不合理.4.12 外箱之PO,P/N,W/O等号码章印盖错.4.13 CARTON未按要求打包和贴上麦头.4.14未依据客户需求叠放栈板和装柜.4.15麦头内容与S/O或D/O不符.4.16栈板规格不符.。