薄板弯曲实验报告
- 格式:docx
- 大小:87.89 KB
- 文档页数:3
SUS304不锈钢薄板微弯曲数值模拟与实验研究摘要:随着微型化制造技术的快速发展,金属微塑性成形技术在微小零件生产制造过程中已变得越来越重要,并对加工工艺、加工设备、产品的成形精度提出了更高的要求。
微塑性成形技术不但继承了传统塑性成形工艺的高生产率、低材料耗损、成品力学性能好、加工精度高等优点,还将传统塑性成形引入介观尺度,使其在微机电系统和微系统技术等领域均具有广泛的应用前景。
与传统的塑性成形相比,微塑性成形由于金属板料尺寸的微小化,其成形过程中的力学特征和性能表现出明显的尺寸效应现象,材料的塑性行为发生变化,而传统塑性成形技术及理论均不包含材料的尺度量,导致其不再适用微塑性成形工艺。
微弯曲作为微塑性成形工艺的重要组成部分,其在整个微细加工制造业中的应用越来越广泛,因此研究介观尺度下金属板料的成形性能显得尤为重要。
本课题以SUS304不锈钢薄板作为实验材料,分别对厚度为20μm、50μm、100μm、200μm、250μm(采用3-5种热处理方式)的金属箔试样进行单向拉伸试验,获得金属箔的真实应力-应变关系,为微弯曲数值模拟研究提供材料性能参数;基于传统的塑形弯曲回弹理论与应变梯度塑性理论,建立微尺度下弯曲回弹预测模型;设计一套典型的V型微弯曲模具,基于JP-504超精密伺服冲压试验机平台,对SUS304不锈钢薄板进行微弯曲实验;数值模拟与实验研究相结合,研究晶粒尺寸、板料厚度以及相对厚度对SUS304薄板弯曲回弹的影响规律,并结合相关理论分析各个因素对弯曲回弹影响的机理,为微塑性成形的工艺优化和模具设计提供参考。
关键字:SUS304,尺度效应,微弯曲成形,弯曲回弹,数值模拟(一)立项依据与研究内容1、项目的立项依据1.1研究意义近年来,随着微纳米技术的兴起,金属零件产品正朝着微型化发展,特别是在微电子产品、微系统技术以及微医疗器械等领域,促使这种以外形尺寸微小或运作尺寸微小为特点的新型微细加工技术的诞生。
薄板的弯曲破坏分析与预测薄板是一种常见的结构材料,广泛应用于建筑、航空航天、汽车等领域。
然而,在使用过程中,薄板可能会遭受弯曲破坏,导致结构的失效。
因此,对薄板的弯曲破坏进行分析与预测,对于设计和使用薄板结构具有重要意义。
首先,我们来探讨薄板弯曲破坏的原因。
薄板在受到外力作用时,会发生弯曲变形。
当外力超过薄板的承载能力时,薄板可能会发生破坏。
薄板的弯曲破坏主要包括弯曲变形和局部破坏两个方面。
在弯曲变形方面,薄板在受到外力作用时,会发生曲率变化,即薄板的中部会凸起或凹陷。
这种变形会导致薄板的强度和刚度下降,进而影响结构的稳定性和安全性。
因此,对于薄板的弯曲变形进行分析与预测,可以帮助我们更好地评估薄板结构的承载能力。
而在局部破坏方面,薄板在受到外力作用时,可能会出现局部的破坏现象,如薄板的边缘开裂、孔洞扩展等。
这种局部破坏会导致薄板的强度降低,进而引发整体结构的失效。
因此,对于薄板的局部破坏进行分析与预测,可以帮助我们更好地评估薄板结构的寿命和可靠性。
接下来,我们来探讨薄板弯曲破坏的分析与预测方法。
薄板的弯曲破坏是一个复杂的力学问题,需要运用弹性力学、塑性力学、断裂力学等多个学科的知识进行分析。
其中,有限元分析是一种常用的分析方法,可以通过建立薄板的数值模型,计算薄板的应力和变形,进而评估薄板的弯曲破坏情况。
此外,实验方法也是分析薄板弯曲破坏的重要手段。
通过设计合适的试验装置和加载方式,可以模拟薄板在实际使用中的受力情况,从而观察薄板的弯曲变形和破坏过程。
通过实验数据的分析,可以得到薄板的弯曲破坏特征和破坏机制,为薄板结构的设计和使用提供参考依据。
此外,还可以借助计算机模拟和人工智能等新技术手段,对薄板的弯曲破坏进行预测。
通过建立合适的模型和算法,可以预测薄板在不同工况下的弯曲破坏情况,从而指导薄板结构的设计和使用。
这种方法不仅可以提高分析和预测的准确性,还可以节省时间和成本,提高工作效率。
综上所述,薄板的弯曲破坏分析与预测对于设计和使用薄板结构具有重要意义。
弯曲电测实验报告分析与总结实验概述本次实验旨在通过弯曲电测法来测量材料的弯曲性能,并分析实验结果以得出结论。
弯曲电测法是一种常用的材料力学性能测试方法,它通过施加力使材料发生弯曲变形,并测量变形过程中产生的电阻变化来间接评估材料的弯曲性能。
关键词:弯曲电测、材料弯曲性能、电阻变化、实验结果分析第一部分:实验设计与操作步骤在这一部分,我们将详细描述实验设计和操作步骤,以确保实验的准确性和可靠性。
1. 实验设计- 确定实验使用的材料:选择一种具有一定弯曲性能的材料,例如金属或聚合物。
- 准备弯曲电测装置:包括电测仪、弯曲夹具、电极等设备。
- 制定实验计划:包括弯曲试样的尺寸、施加力的范围和间隔等参数。
2. 操作步骤- 准备试样:根据实验计划,制备符合要求尺寸的弯曲试样。
- 安装试样:将试样固定在弯曲夹具上,并确保电极与试样表面紧密接触。
- 施加力:使用适当的力量施加在试样上,使其产生弯曲变形。
- 测量电阻:通过弯曲电测仪测量弯曲试样中电阻的变化,记录下每次施加力后的电阻值。
- 恢复初始状态:释放施加的力,使试样恢复到初始状态。
- 重复实验:重复以上步骤,逐渐增加施加力的大小,直到达到实验计划中的范围。
第二部分:实验结果分析在这一部分,我们将对实验结果进行分析,以获取关于材料弯曲性能的信息。
1. 弯曲试样的电阻变化- 绘制电阻-力曲线:将实验中测得的电阻值与施加力的大小绘制成曲线图。
- 分析曲线特征:观察曲线的趋势和特点,如是否存在线性关系、是否存在临界点等。
- 计算灵敏度指数:通过曲线的斜率计算出材料的弯曲灵敏度。
2. 弯曲性能的评估- 弯曲模量计算:通过施加力和弯曲试样的几何参数,计算材料的弯曲模量。
- 关联其他性能指标:将弯曲模量与其他力学性能指标进行对比,如拉伸模量、硬度等,以评估材料的综合性能。
第三部分:实验总结与观点在这一部分,我们将对实验整体进行总结,并分享我们对材料弯曲性能的观点和理解。
材料弯曲实验报告材料弯曲实验报告引言:材料弯曲实验是一种常见的力学实验,用于研究材料在受力情况下的弯曲性能。
通过对材料的弯曲实验,可以了解材料的弯曲刚度、弯曲极限等力学性质。
本实验旨在通过对某种材料进行弯曲实验,探究其弯曲性能及其影响因素。
实验目的:1. 研究材料的弯曲刚度和弯曲极限;2. 探究外界因素对材料弯曲性能的影响。
实验原理:材料弯曲实验主要通过施加力矩来使材料产生弯曲变形。
在实验中,我们使用了一种标准的弯曲试验装置,该装置由两个支撑点和一个施加力矩的装置组成。
通过调整支撑点的距离和施加的力矩大小,可以控制材料的弯曲程度。
实验步骤:1. 准备工作:选择一种待测试的材料,并切割成相同的长条状;2. 搭建弯曲试验装置:将两个支撑点固定在合适的位置上,确保距离相等且与材料长度相匹配。
将施加力矩的装置固定在材料的中间位置;3. 施加力矩:逐渐增加施加力矩的大小,记录下每个力矩下的材料弯曲情况;4. 弯曲极限测定:当材料发生破裂或无法恢复原状时,停止施加力矩,记录下此时的力矩大小。
实验结果:通过实验,我们得到了一系列力矩下材料的弯曲情况。
根据实验数据,我们可以绘制出力矩与材料弯曲程度的关系曲线。
通过分析曲线,我们可以得到材料的弯曲刚度和弯曲极限。
讨论与分析:在实验中,我们发现材料的弯曲刚度与其材质有关。
通常情况下,刚性材料的弯曲刚度较大,而柔性材料的弯曲刚度较小。
此外,材料的尺寸也会影响其弯曲性能。
相同材质的材料,尺寸越大,弯曲刚度越大。
另外,材料的弯曲极限也是一个重要的指标。
弯曲极限是指材料在弯曲过程中能够承受的最大力矩。
我们发现,材料的弯曲极限与其弯曲刚度有一定的相关性。
通常情况下,弯曲刚度越大的材料,其弯曲极限也越大。
实验中还发现,外界因素对材料的弯曲性能有一定的影响。
例如,温度的变化会导致材料的热胀冷缩,从而影响材料的弯曲刚度。
此外,湿度的变化也会导致材料的吸湿膨胀或干燥收缩,进而影响材料的弯曲性能。
薄板结构的屈曲承载能力分析薄板结构是指在一个平面内,一侧的长度远大于另一侧的结构。
它具有较高的刚度和承载能力,广泛应用于建筑、航空航天、交通运输等领域。
然而,在长时间使用或者遭受外力作用时,薄板结构可能发生屈曲,使其失去原来的刚度和承载能力。
因此,对薄板结构的屈曲承载能力进行分析和评估是非常重要的。
1. 薄板结构的屈曲现象屈曲是指杆件在受到外力作用时,由于其自身的不稳定性而发生的形状变化。
对于薄板结构而言,由于其一侧长度远大于另一侧,产生的扭矩和弯曲力会使其在某一方向上发生屈曲。
当结构失去了原来的刚度和承载能力时,就会发生屈曲现象。
2. 薄板结构的屈曲挠度计算在进行薄板结构的屈曲承载能力分析时,首先需要计算其屈曲挠度。
常用的屈曲挠度计算公式如下:\[ \delta = \frac{{5 \times p \times L^4}}{{384 \times E \times I}} \]其中,\[ \delta \]表示屈曲挠度,\[ p \]表示作用在结构上的外力,\[ L \]表示结构的长度,\[ E \]表示结构的弹性模量,\[ I \]表示结构的截面惯性矩。
3. 薄板结构的屈曲承载能力薄板结构的屈曲承载能力是指结构在屈曲前可以承受的最大外力。
根据欧拉公式,可以计算薄板结构的屈曲临界载荷。
欧拉公式如下:\[ P_{cr} = \frac{{\pi^2 \times E \times I}}{{L^2}} \]其中,\[ P_{cr} \]表示屈曲临界载荷。
4. 影响薄板结构屈曲承载能力的因素薄板结构的屈曲承载能力受到多种因素的影响。
主要的因素包括结构的几何形状、材料的弹性模量、荷载的大小和方向等。
当结构的几何形状不规则、材料弹性模量较小、荷载过大或方向不合理时,薄板结构的屈曲承载能力会大大降低。
5. 提高薄板结构屈曲承载能力的方法为了提高薄板结构的屈曲承载能力,可以采取一些措施。
首先是合理选择材料,使用强度高、刚度大的材料制作结构。
材料弯曲实验报告引言弯曲实验是材料力学实验中常用的一种实验方法,通过施加力使材料发生弯曲变形,从而研究材料的力学性能。
本实验旨在探究材料的弯曲行为,并分析其与材料的力学性能之间的关系。
实验装置与材料本次实验使用的主要装置为一台弯曲试验机,其包括一个加载系统和一个记录和读取弯曲力的力传感器。
我们选取了常见的金属材料——钢板作为实验材料。
实验步骤1.准备工作:将实验装置调整至合适的工作状态,确保其能够稳定运行,并保证实验材料的质量和尺寸符合要求。
2.安装实验材料:将待测试的钢板固定在弯曲试验机上,并确保其固定牢固。
3.设置实验参数:根据实验要求,设定加载系统的初始位置、载荷速度以及加载方式等实验参数。
4.开始实验:启动弯曲试验机,加载系统会开始施加力对实验材料进行弯曲。
同时,力传感器将持续记录所施加的力大小。
5.读取数据:实验过程中,及时读取并记录所施加的力大小和相应的位移值。
可以利用计算机系统进行数据记录和处理。
6.结束实验:当实验材料发生破坏或达到预设的弯曲程度时,停止加载系统的运动,并记录最终弯曲力和位移数值。
7.数据分析:根据实验结果,通过绘制弯曲力-位移曲线和弯曲应力-应变曲线,分析材料的弯曲性能。
实验数据与结果在本次实验中,我们记录了实验材料在不同载荷下的弯曲力-位移数据,并绘制了相应的力-位移曲线。
通过对实验数据的分析,我们得到了以下结论: 1. 随着加载力的增加,材料的位移也随之增加,但增速逐渐减缓,呈现出一种非线性关系。
2. 在一定范围内,弯曲力和位移呈正相关,即加载力越大,位移越大。
3. 当材料弯曲到一定程度时,会出现材料发生破坏的情况。
结论通过本次实验,我们深入了解了材料的弯曲行为以及材料力学性能的相关因素。
我们发现,加载力对材料的位移和破坏起着重要的影响。
弯曲实验是研究材料弯曲性能的重要手段,对于材料的设计和应用具有重要意义。
参考文献1.陈永平, 杨丽敏, 刘华, 徐永健. 材料力学实验与材料力学性能评定实验教程[M]. 清华大学出版社, 2011.2.张善民, 严学飞, 袁雷. 材料刚度、强度与韧性综合化分析方法[J]. 材料导报, 2017, 31(15):132-137.3.张政权, 邢吉祥, 吉泽厚. 材料筛选软件[J]. 中国稀土学报, 2018,36(6):594-600.致谢在本次实验中,感谢实验员对实验装置和材料的准备工作和技术支持,以及指导老师对实验过程和数据分析结果的指导和帮助。
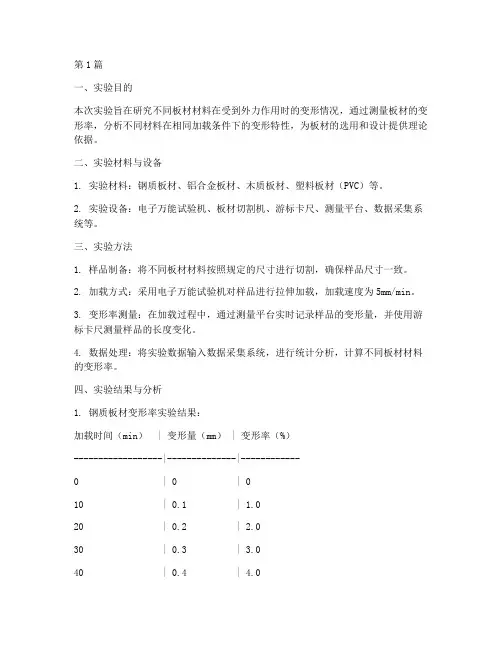
第1篇一、实验目的本次实验旨在研究不同板材材料在受到外力作用时的变形情况,通过测量板材的变形率,分析不同材料在相同加载条件下的变形特性,为板材的选用和设计提供理论依据。
二、实验材料与设备1. 实验材料:钢质板材、铝合金板材、木质板材、塑料板材(PVC)等。
2. 实验设备:电子万能试验机、板材切割机、游标卡尺、测量平台、数据采集系统等。
三、实验方法1. 样品制备:将不同板材材料按照规定的尺寸进行切割,确保样品尺寸一致。
2. 加载方式:采用电子万能试验机对样品进行拉伸加载,加载速度为5mm/min。
3. 变形率测量:在加载过程中,通过测量平台实时记录样品的变形量,并使用游标卡尺测量样品的长度变化。
4. 数据处理:将实验数据输入数据采集系统,进行统计分析,计算不同板材材料的变形率。
四、实验结果与分析1. 钢质板材变形率实验结果:加载时间(min) | 变形量(mm) | 变形率(%)------------------|--------------|------------0 | 0 | 010 | 0.1 | 1.020 | 0.2 | 2.030 | 0.3 | 3.040 | 0.4 | 4.02. 铝合金板材变形率实验结果:加载时间(min) | 变形量(mm) | 变形率(%)------------------|--------------|------------0 | 0 | 010 | 0.05 | 0.520 | 0.1 | 1.030 | 0.15 | 1.540 | 0.2 | 2.050 | 0.25 | 2.53. 木质板材变形率实验结果:加载时间(min) | 变形量(mm) | 变形率(%)------------------|--------------|------------0 | 0 | 010 | 0.2 | 2.020 | 0.4 | 4.030 | 0.6 | 6.040 | 0.8 | 8.050 | 1.0 | 10.04. 塑料板材(PVC)变形率实验结果:加载时间(min) | 变形量(mm) | 变形率(%)------------------|--------------|------------0 | 0 | 020 | 0.1 | 1.030 | 0.15 | 1.540 | 0.2 | 2.050 | 0.25 | 2.5通过对实验数据的分析,可以得出以下结论:1. 钢质板材的变形率在实验过程中呈现线性增长,说明其具有良好的抗变形性能。
薄板弯曲问题的理论分析洪兵胡小仙薄板弯曲问题的理论分析薄板弯曲问题的理论分析汽车工程研究院洪兵?胡小仙问题研究?【摘要]本文主要讨论汽车车身上常用的薄板材料的弯曲问题,分析其变形的特征,平衡方程以及相应的边界条件,为薄板的结构分析提供理论基础.主题词:薄板弯曲平衡方程边界条件薄钢板在汽车车身上的使用相当普遍,如顶盖,侧围,地板,门板,前罩板,横梁,纵梁及各种加强件等车身上的主要结构零件均由薄钢板冲压而成,重量占汽车车身总重量的70%以上,在车身结构中,薄钢板具有承载作用,负荷使薄钢板产生扭转,弯曲等变形,其中以弯曲变形最为常见.因此,从理论上分析薄板的弯曲变形问题,对于分析车身结构强度和受力状况是相当必要的.1薄板弯曲变形的基本特征利用材料力学和弹性力学的知识,可以得到三维弹性体的边界平衡方程为_1,2㈣1.1aQ:i(u)nj=&i=1,2,3第一式为弹性体Q内部,第二式为Q的边界.其中,为应力,nj为各面法向,u为应变位移,£为体积载荷,gi为边界载荷.方程(1)适用于包括薄板在内的一般性三维弹性体,而薄板具有其自身的特点,从这一方程出发可以得到薄板变形的一些特殊性.以薄板的中性面(即弯曲前后无变化的面)作为x,_x平面建立坐标系进行分析.下面就先分别给出两个显着的特征,再进行证明.(1)3】==33=0在薄板弯曲过程中,板的厚度远小于其他两个方向的几何尺寸(如汽车顶盖厚度与长,宽尺寸的差别可以达到200倍以上),因此为了得到弯曲变形,只需要在板平面上加上一个不大的载荷,这一载荷远小于由此而产生的内部的纵向伸缩应力.因此,在平衡方程(1)中,可以略去载荷gi,从而得到3∑(o)n:o()j2ii=gO()j=l此处n=(n,n,n)为边界面的外法向.在车身的结构设计中,不可能允许薄板由于承载产生较大的变形,这对于汽车的安全是有极大隐患的,所以,这里只考虑小变形,可以认为弯曲后薄板的外法向与坐标轴X3平行,即n一(0,0,±1).因此,在板面上有3ni±j3O(3)j=l由于是薄板,可以认为式(3)在板内部也是成立的,于是就得到第一个特征.当然,这个特征是近似的,但至少相对于其他应力分量是极小量.(2)薄板的弯曲变形完全取决于横向位移(即所谓挠度,它只依赖于纵向坐标xl,x),而纵向位移LII~.U2以及应变(~11TM.££12,£2l则完全由挠度决定.薄板在弯曲变形时,内部的纵向纤维产生拉伸或压缩.在板受载荷向内凹的一面是压收稿日期:2005—08—21问题研究?长安科技2005年第11卷第4期缩,向外凸的一面是拉伸.形变在整个厚度方向连续地从压缩方向变到拉伸方向,根据数学上连续函数的罗尔定理,可知必然存在—个既没有压缩,又没有拉伸的中性面,在中性面两侧的变形方向相反.由于是均质材料,所以中性面x,-J-~,于上下板面,即位于板厚的中间.根据坐标设定,可知变形前的中性面为Xl--X平面,即x3=O.在中性面上,三个方向的位移分别为u=u=0,u=u(XI,x2)(4)由于板厚度很小,可以认为挠度u沿着薄板厚度方向是一致的,即u3(x1,x2,x3)≈u(xl'x2)(5)根据推导出的第一个特征,考虑到是小变形,并记中性面的横向位移(即挠度),w=u于是有变关系)一)-lT(11)==l2此即三维弹性问题的Hook定理.其中,E为材料的弹性模量,为材料的泊松比,仅为线膨胀系数,下为温升.同时也可以得到薄板弯曲的应变能体密度w一~-1-琳e22.2](12)(6)2薄板弯曲变形的变分形式和平衡方程由此即可得到应变s与无穷小旋转角通过挠度W的表达式20xi一袅2(7)lq=争磬一争磬+磬{产等一=等一磬(8)}:=争一如杂令曲率一},i,j=l,2,这就是中性面经过弯曲后的曲率张量的一阶近似,容易得到s----X3KⅡ,Kij=Kjii,j=l,2(9)对式(8)分别求X1xX的偏导,可以得到一Kl2,一I(22(10):K根据以卜分析.可以得到薄板弯曲的府力府F面便用变分原理分析薄板的弯曲变形.不考虑热效应(即温升下=0),于是Ho0k 定理式(11)和应变能式(12)通过关系式(9), 可用曲率K表示为],f(1-v)ZKi2i+(ZKk)l(14)1-vlk=l"其中,符号函数6ij:{:--≠ji.由于中性面对称于上下板面,设板厚为h,令MijJ—Il,2X3%dx,,i,j=1,2(15)将式(14)代入式(15)雷得到MD【(1一)K+(∑k=lKkk)6J(16)其中,D:—.进一步写为2啦一Ⅳ洪兵胡小仙薄板弯曲问题的理论分析M11=D(K11+1JK22),M22=D(vK11+),M12=M21=D(1一r)K12(17)此即薄板弯曲变形的Hook定理,此处刻画"应变"的是曲率K刻画"应力"的是M根据式(15)可知M的力学意义即为力矩,其中M..表示x.方向断面上绕+x轴的弯矩,M表示x方向断面上绕一x.轴的弯矩,M.表示x:方向断面上绕+x轴的扭矩, M.表示x.方向断面上绕一x.轴的扭矩.比例常数D即为材料的抗弯刚度.类似地计算应变能面积密度,可得到外功势能F(w)=』P3wdx1dx2+Iq3wdl+IⅡ,dl(18)要从变分原理导出薄板弯曲的平衡方程,就需要建立Green公式,即运用Gauss积分公式把Dw,v1变为区域Q上只含v本身而不含其导数的表达式.由于此处D(w,v1中含有v的二阶导数,因此需要两次运用Gauss积分公式.汽车车身上使用的薄板一般为成品钢板材,可以认为是等厚均质材料,即在Q内E,P.h等为常数,于是相应的平衡解W有足够的光滑度以保证Gauss积分公式的合法性.经过理论推导可得到Green公式1.1D(w,V):llMij(w)Kj(v)dx.d】【2:一』喜+讪一l(w)dl+[(w)】=-)(19)由式(18),式(19)可得附一:一I(窆dxd】【2+In(Q)+i=1d]【i.J砸l. -q3)vdI+dll(w)+m-)dl问题研究?+∑[M(w)】):0(20)其中ft:Q3i:喜警J'a:∑iJ=12(21)1一aQ:MZMij,ninjFIaQ:M=∑M1n.(22)可以从力学意义上理解各个系数,P,表示作用在板Q上的横向载荷,q,表示作用在边界aQ上的横向载荷,m.表示作用在边界aQ上的弯矩载荷,Q,i表示xi方向断面上的横向剪力,Q,表示法向为n的断面上的横向剪力,M表示法向为n的断面上绕切向t的弯矩,一M表示同一断面上绕法向n的扭矩. 由于v在Q内部,边界aQ以及点P;上的任意性,根据式(20)可以得到薄板弯曲的平衡方程和边界条件Q:一2-P.(23)IQ,n(w)+-q3aQ:lM(w):ml(24)l[M(w)】;=0i=l2一,m将式(21),Hook定理(17)以及曲率K的定义代人式(23),得到用挠度W表示的薄板弯曲方程毒OX蔷0誓OX)+2矗1D(卜1X1,…~l2 最告誓+警p(25)这是关于挠度的四阶椭圆型偏微分方程. 对于{习质等厚度的薄板,由于D,1J均为常数,方程可以简化为双调和方程Q:DAw=p3(26)29问题研究?长安科技2005年第11卷第4期3薄板弯曲变形的边界条件根据以上分析可知,薄板弯曲的平衡方程(25)或(26)是关于挠度w的四阶椭圆型偏微分方程,在定解时一般要在边界上规定两个边界条件.根据汽车车身的具体情况, 可以将边界条件分为三类.第一类边界条件是规定几何约束,又可分两种情况.(1-1)规定横向位移,即:已知.f27)(1-2)规定切向转角,即F"60,(W)=CD已知,或:一已知.(28)对于这两种几何约束,变分问题中的虚位移v必须满足相应的化零约束条件F】:v=0,F:=0(29)dn而应变能泛函照旧,但外功势能则改为一fq,vdl+m-dOvdl}(30)于是可以利用Green公式,由变分原理得到平衡方程(23),而边界条件则改为F:Q3n+:q,(31)aft—F:M咖(w)=ml(32)恰好补足了几何约束(27),(28)式以外的边界条件.也就是说,当在边界某段上规定了横向位移w后,当地的任何横向载荷q 就不起作用了,同理,规定了切向转角(1)i后, 当地的切向弯矩mi也不起作用了.第二类边界条件是规定载荷即力学边界条件,也分两种情况.(2—1)F上规定横向载荷q,.由式(36),边界条件的数学形式为Qn(w)+_q3(33)它表示在边界上的横向剪力平衡,包含有w 的三阶导数,此处可以认为是板边界上的扭30矩落差产生有效的横向剪力,和Q一al起与外载荷q平衡.(2—2)r上规定弯矩载荷m..由式(24),边界条件的数学形式为r2:M(w)=ml(34)它表示边界上的弯矩平衡.此外,从式(24)还可以看出,当边界aQ的角点Pi不受载荷时,扭矩M在该点为连续.若在Pi有点载荷,则在外功势能一F(v) 中应增加"点项"v(pi),此时可导出Pi点的平衡方程Pi:[M(w)]:=(35)它表示扭矩在点Pi处必有跳跃,以产生有效的横向点力而与点载荷ri平衡.需要指出的是,力学边界条件是变分问题的自然边界条件,与内部平衡方程一样都是在势能达到极小值时自动得到满足的,它们其实就是边界上的平衡方程.在这里,自然边界条件包含w的二阶或三阶导数,解析形式非常复杂,变分原理的优越性在此就得到了充分的体现.第三类边界条件是弹性支承,出现于板在边界上或板面上与外界有弹性耦合时,可分为三种情况.(3一1)r3上除横向载荷q外,还承受正比于挠度w的横向弹性反力一CoW,co>O为弹性耦合常数.此时r上单位长度有弹性能,对外功势能和虚功泛函均有贡献,此时上的平衡方程为Q3~(w)++c0w-q3(36)(3-2)F3~I~,T弯矩载荷In.外,还承受正比于切向转角的弹性反矩一cco=c,el>0为弹性耦合常数.此时上F3上单位长度有弹性能,对外功洪兵胡小仙薄板弯曲问题的理论分析势能和虚功泛函均有贡献,此时上的平衡方程为r3:M(w)--C1m-(37)f3—31板面上与外界有弹性耦合,即弹性地基板.设在Q的子域Q上承受正比于挠度的横向弹性反力一cw,c>0为弹性耦合常数. 此时板面Q,的单位面积上有弹性能,对总势能和虚功泛函均有贡献,可以得到板体Q 内的平衡方程为Q~Q:Q:在工程实际中,可以根据材料的受力状态,在上述三类边界条件中任取两个,并且在不同的区段上可以有不同的取法,因此可能出现很复杂的组合.应该注意,边界条件(1—1)对(2—1)或(3—1),(1—2)对(2—2)或(3—2)是互相矛盾的,不能同时选取.另外,在实际的结构中,由于形状和受力状态复杂,计算量非常巨大,必须使用有限元软件进行分析处理.运用有限元对薄问题研究?板进行分析,常使用以下三种板元:不完全双三次矩形~(Adini—Clough—Melosh元),不完全三次三角形元(Zienkiewicz元)和完全二次三角形元(Morley元).4结束语经过一系列的理论分析,推导出了薄板弯曲变形的平衡方程及边界条件,为实践中对薄板材料的结构和受力状态进行分析提供了理论基础.当然,在工程实际中,各种材料的结构和受力非常复杂,仅依靠理论的分析计算是不够的,必须有相关试验进行实际的验证和调整.参考文献[1】冯康.弹性结构的数学理论.上海交通大学出版社.1996年4月第1版[2】钱伟长.弹性力学.科学出版社,1980年9月第1版[3】孙国钧.材料力学.上海交通大学出版社,2002年6月第1版[4】章仰文,邵国年.数学分析.上海交通大学出版社, 2000年7月第1版责任编辑曾莉(上接第26页)建模,并用非线性接触算法求解.在本文中,利用非线性有限元软件ABAQUS实现.(3)通过仿真表明,后端盖刚度过低,导致在螺栓力作用下发生较大翘曲变形,使得与密封垫失去接触,导致密封失效,仿真结果与试验现象相符合.(4)优化后的结构在后端盖边缘处增加了加强筋,并适当调整了中间加强筋的位置和大小,经仿真和试验验证,达到密封要求.参考文献I1]BelytschoT.,"uw.K.,MoranB.NonlinearFinite ElementsforContinuaandStructl?res,JohnWileyand SonsLtd,2000【2】王勖成有限单元法.北京:清华大学出版}土2o03 【3】ABAQUSInc.ABAQUS有限元软件6.4版入门指南.北京:清华大学出版社,2004【4】ABAQUSInc.ABAQUSAnalysisUsersManua1. ABAQUSInc.2003责任编辑曾莉31,托监啦: ∑:∑。
金属薄板的弯曲实验报告1.实验目的(1)了解金属薄板弯曲变形过程及变形特点。
(2)熟悉衡量金属薄板弯曲性能的指标——最小相对弯曲半径主要影响因素。
(3)掌握测定最小相对弯曲半径的实验方法。
2.实验内容(1)认识弯曲过程,分析板料轧制纤维方向和板料成形性能对相对弯曲半径(R/t)的影响。
(2)了解如何通过调整行程完成指定弯曲角度的弯曲,如何进行定位完成指定边高的弯曲,分析板厚和弯曲角度对相对弯曲半径的影响。
(3)观察弯曲过程和弯曲回弹现象。
(4)掌握万能角度尺、半径规等测量工具的使用,测量模具尺寸参数和板料基本尺寸。
(5)熟悉板料折弯机的操作使用。
3.实验原理弯曲是将板料、型材或管材在弯矩作用下弯成一定曲率和角度的制件的成形方法。
在生产中由于所用的工具及设备不同,因而形成了各种不同的弯曲方法,但各种方法的变形过程及变形特点都存在着一些共同的规律。
弯曲开始时,如图1(a)所示,凸、凹模与金属板料在A、B处相接触,凸模在A点处所施的外力为2F,凹模在B点处产生的反力与此外力构成弯曲力矩M=2Fl0。
随着凸模逐渐进入凹模,支承点B将逐渐向模中心移动,即力臂逐渐变小,由l0变为l1,…,l k,同时弯曲件的弯曲圆角半径逐渐减小,由r0变为r1,…,r k。
当板料弯曲到一定程度时,如图1(c)所示,板料与凸模有三点相互接触,这之后凸模便将板料的直边朝与以前相反的方向压向凹模,形成五点甚至更多点接触。
最后,当凸模在最低位置是,如图1(d)所示,板料的角部和直边均受到凸模的压力,弯曲件的圆角半径和夹角完全与凸模吻合,弯曲过程结束。
(a)(b)(c)(d)图1 弯曲过程示意图和所有的塑性加工一样,弯曲时,在毛坯的变形区里,除产生塑性变形外,也一定存在有弹性变形。
当弯曲工作完成并从模具中取出弯曲件时,外加的载荷消失,原有的弹性变形也随着完全或部分地消失掉,其结果表现为在卸载过程中弯曲毛坯形状与尺寸的变化。
这个现象为弹复,也叫回弹。
山东建筑大学毕业论文开题报告表班级:成型082姓名:贺美伶论文题目薄板微特征弯曲成形的数值模拟及实验研究一、选题背景和意义作为一种新兴多学科交叉的微型零件加工技术,微细塑性成形技术自从其出现以来,就已部分应用于电子行业微型零件的制造。
然而,由于微小尺度下一系列尺寸效应现象的出现,微细塑性成形技术在成形理论,零件尺度及材料、模具构造、模具制造等方面都明显区别于传统成形工艺,传统的塑性成形理论和技术不能简单地直接用于微细成形领域。
通过对板料微成形工艺的研究,分析总结不同工艺参数下微细板材成形的规律,研究成形力、坯料尺寸及晶粒分布和晶粒位向等参数对微细特征成形的影响规律。
利用有限元分析软件Dynaform对一工艺过程进行模拟,总结研究板料微成形的成形规律。
随着电子工业及精密机械的飞速发展,产品微型化已成为工业界的趋势之一,特别是在通讯、电子、微系统技术(MST)、微机电系统(MEMS)等领域。
在这些领域中,除电子组件外,各种插头插槽、微细螺钉、主框架等微型组件也得到大量使用。
由于MST、MEMS具有体积小、精度高、性能稳定、耗能低、灵敏性和工作效率高、多功能、智能化等优点,正受到国内外科技界的广泛关注,成为各国研究和投资的热点,被业界公认为是与信息技术、生物技术并列的另一个产业增长点。
微成形的应用前景:微形零件的应用主要由以下几个方面:(1)在医疗领域,微起搏器安装在皮肤之下,能连续精确控制药量;微机械学的发展,使得人们研制出更好更小的内窥镜,通过他不仅可以诊断疾病,还可以进行更为复杂的检查,如溃疡。
(2)在航空电子学领域,不断的微型化,将给该领域带来等大的收益,电容性加速器传感器是一种LIGA产品,已被应用于飞机中,并可作为汽车中囊激发装置。
另外,各种飞行器、飞行装置的微型化小型化也离不开其各个组成零部件的微型化和小型化。
(3)在计算机领域,铅架可以说是典型的金属微成形产品,微连接器的使用将使硅片盒的尺寸大大减小,目前使用的芯片盒内部有一个连接器,而使得其体积过分臃肿。
第1篇一、实验目的本次材料弯曲实验的主要目的是了解和掌握材料在弯曲过程中的力学性能,验证材料力学基本理论,提高对材料力学实验方法的认识。
通过实验,观察和分析不同材料在不同条件下的弯曲行为,为工程设计和材料选择提供理论依据。
二、实验原理材料在弯曲过程中,受到弯矩和剪力的影响,产生正应力和剪应力。
根据材料力学的基本理论,我们可以通过计算得到材料在弯曲过程中的应力分布和变形情况。
实验中,我们主要关注材料的弯曲正应力,即材料在弯曲过程中产生的垂直于中性轴的应力。
三、实验设备与材料1. 实验设备:弯曲试验机、万能材料试验机、测量仪器(如位移计、应变片等)、计算机等。
2. 实验材料:碳素钢、不锈钢、铝合金、塑料等。
四、实验步骤1. 根据实验要求,选择合适的材料,并进行加工处理,确保试样的尺寸和形状符合实验要求。
2. 将试样安装在弯曲试验机上,调整试验机的参数,如加载速度、加载方式等。
3. 对试样进行弯曲试验,记录实验过程中的数据,如位移、应变等。
4. 利用测量仪器对试样进行应变测量,通过应变片采集数据。
5. 对实验数据进行处理和分析,计算材料在弯曲过程中的应力分布和变形情况。
五、实验结果与分析1. 实验结果表明,不同材料在弯曲过程中的力学性能存在差异。
碳素钢具有较高的抗弯强度和刚度,适用于承受较大载荷的工程结构;不锈钢具有良好的耐腐蚀性能,适用于腐蚀性环境;铝合金具有较低的密度,适用于轻量化设计;塑料具有较好的韧性,适用于需要一定变形能力的场合。
2. 实验结果表明,材料在弯曲过程中的应力分布呈现非线性规律。
中性轴附近应力较大,远离中性轴的应力逐渐减小。
在材料弯曲过程中,最大应力出现在中性轴处。
3. 实验结果表明,材料在弯曲过程中的变形情况与材料的弹性模量和泊松比有关。
弹性模量较大的材料,其变形较小;泊松比较大的材料,其横向变形较大。
六、实验结论1. 通过本次材料弯曲实验,我们掌握了材料在弯曲过程中的力学性能,验证了材料力学基本理论。
弯曲实验报告材成1105班3111605529 张香陈一、实验目的测试和了解材料的弯曲角度、机械性能、相对弯曲半径及校正弯曲时的单位压力等因素对弯曲角的影响及规律。
二、实验原理坯料在模具内进行弯曲时,靠近凸模的内层金属和远离凸模的外层金属产生了弹—塑性变。
但板料中性层附近的一定范围内,却处于纯弹性变形阶段。
因此,弯曲变形一结束,弯曲件由模中取出的同时伴随着一定的内外层纤维的弹性恢复。
这一弹性恢复使它的弯曲角与弯曲半径发生了改变。
因此弯曲件的形状的尺寸和弯曲模的形状尺寸存在差异。
二者形状尺寸上的差异用回弹角来表示。
本实验主要研究影响回弹角大小的各因素。
三、实验设备及模具(1)工具:弯曲角为90度的压弯模一套,配有R=0.1、0.4、0.8、2、4五种不同半径的凸模各一个。
刚字头,万能角度尺,半径样板和尺卡。
(2)设备:曲柄压力机(3)试件:08钢板(不同厚度),铝板(不同厚度),尺寸规格为52x14mm,纤维方向不同四、实验步骤1.研究弯曲件材料的机械性能,弯曲角度和相对弯曲半径等回弹角度的影响。
实验时利用90度弯曲角度分别配有五种不同的弯曲半径的弯模,对尺寸规格相同的试件进行弯曲,并和不同的弯曲半径各压制多件。
对不同弯曲半径的试件压成后需要打上字头0.1、0.4、0.8、2、4等,以示区别。
最后,按下表要求测量和计算。
填写好各项内容。
五、数据处理(t/mm)试件尺寸:52x14mm材料料厚与纤维方向弯曲凸模弯曲角θ弯曲模凸模圆角半径R凸相对弯曲半径R凸/t 弯曲后工件弯曲角θ。
回弹角Δθ=θ。
-θ铝3 0 90度R0.1 0.033 89.83度-0.17度R0.4 0.133 90度0 R0.8 0.267 89.83度-0.17度R2 0.667 90.1度0.1度R4 1.333 90.93度0.93度铝3 45度90度R0.1 0.033 89.85度-0.15度R0.4 0.133 90度0 R0.8 0.267 90度0 R2 0.667 90.06度0.06度R4 1.333 90.54度0.54度铝3 90度90度R0.1 0.033 90.01度0.01度R0.4 0.133 90.33度0.33度R0.8 0.267 90度0度R2 0.667 90.06度0.06度R4 1.333 90.92度 0.92度 材料 料厚 与纤维方向方向弯曲凸模弯曲角θ 弯曲模凸模圆角半径R 凸相对弯曲半径R 凸/t 弯曲后工件弯曲角θ。
第1篇一、实验目的1. 了解木板在弯曲力作用下的变形规律。
2. 研究不同厚度、宽度及加载方式对木板弯曲变形的影响。
3. 掌握实验测量和数据处理方法,提高实验技能。
二、实验原理木板在弯曲力作用下,其弯曲变形主要由弹性变形和塑性变形两部分组成。
当加载力小于材料的屈服极限时,木板主要发生弹性变形;当加载力达到或超过材料的屈服极限时,木板将发生塑性变形。
本实验主要研究木板的弹性弯曲变形。
根据材料力学理论,木板在纯弯曲状态下,其弯曲应力和弯曲变形可由以下公式计算:$$ \sigma = \frac{M y}{I} $$$$ \varepsilon = \frac{\sigma}{E} $$$$ \delta = \frac{\varepsilon l}{2} $$其中,$\sigma$ 为弯曲应力,$M$ 为弯矩,$y$ 为离中性轴的距离,$I$ 为截面惯性矩,$\varepsilon$ 为应变,$E$ 为弹性模量,$\delta$ 为弯曲变形,$l$ 为梁长。
三、实验设备及材料1. 实验设备:万能试验机、游标卡尺、卷尺、标尺等。
2. 实验材料:不同厚度、宽度的木板。
四、实验步骤1. 准备实验材料:选取不同厚度、宽度的木板,并测量其尺寸。
2. 安装试验机:将试验机调整至适当位置,确保试验机平稳。
3. 加载实验:将木板放置在试验机上,根据实验要求进行加载,并记录加载力。
4. 测量变形:使用游标卡尺、卷尺等测量木板的弯曲变形,并记录数据。
5. 数据处理:根据实验数据,计算木板的弯曲应力和弯曲变形。
五、实验结果与分析1. 不同厚度木板的弯曲变形:实验结果表明,随着木板厚度的增加,其弯曲变形程度减小。
这是因为木板厚度增加,其截面惯性矩增大,从而提高了木板的抗弯能力。
2. 不同宽度木板的弯曲变形:实验结果表明,随着木板宽度的增加,其弯曲变形程度增大。
这是因为木板宽度增加,其截面惯性矩增大,但同时也增大了弯曲力臂,从而导致弯曲变形程度增大。
弯曲实验报告弯曲实验报告引言:弯曲实验是力学实验中常见的一种实验方法,通过对材料在外力作用下的弯曲变形进行观察和分析,可以得到材料的弯曲性能和力学特性。
本文将围绕弯曲实验展开讨论,包括实验原理、实验步骤、实验结果和实验结论等内容。
实验原理:弯曲实验是利用外力作用在材料上,使其产生弯曲变形,从而研究材料的力学性能。
在实验中,我们通常会使用弯曲试件,如梁或杆,施加一定的力或力矩,观察材料的弯曲变形,并测量相关的物理量,如位移、应变和应力等。
实验步骤:1. 准备工作:选择合适的材料和试件,根据实验要求进行加工和制备。
确保试件的尺寸和几何形状符合实验设计要求。
2. 搭建实验装置:根据实验要求,搭建适当的实验装置,包括支撑和加载系统。
确保试件在实验过程中能够受到均匀的力或力矩作用。
3. 加载试件:施加一定的力或力矩在试件上,使其发生弯曲变形。
可以通过加载装置上的指示器或测力计等设备,实时监测加载力的大小。
4. 记录位移和应变:使用位移计或应变计等设备,记录试件在加载过程中的位移和应变情况。
可以通过数据采集系统,将数据保存在计算机中,以便后续的数据处理和分析。
5. 测量应力:根据试件的几何形状和加载方式,计算或测量试件上的应力分布。
可以使用应力计或应变计等设备,测量试件上不同位置的应力值。
6. 停止加载:当试件达到预定的加载条件或发生破坏时,停止加载试件。
记录停止加载时的位移和应变等数据。
实验结果:通过对实验数据的处理和分析,我们可以得到试件在弯曲加载下的位移、应变和应力等数据。
根据这些数据,可以绘制位移-载荷曲线、应变-载荷曲线和应力-应变曲线等图形。
通过分析曲线的特征和趋势,可以得到试件的弯曲刚度、屈服强度、弹性模量和断裂强度等力学参数。
实验结论:根据实验结果和数据分析,我们可以得出以下结论:1. 弯曲试件在加载过程中会发生弯曲变形,位移和应变随着加载力的增加而增加。
2. 弯曲试件的弯曲刚度与几何形状、材料性质和加载方式等因素有关。
金属薄板的弯曲实验报告
1.实验目的
1)了解金属薄板弯曲变形过程及变形特点。
2)熟悉衡量金属薄板弯曲性能的指标——最小相对弯曲半径主要影响因素。
3)掌握测定最小相对弯曲半径的实验方法。
2.实验内容
1)认识弯曲过程,分析板料轧制纤维方向和板料成形性能对相对弯曲半径(R/t)的影
响。
2)了解如何通过调整行程完成指定弯曲角度的弯曲,如何进行定位完成指定边高的弯
曲,分析板厚和弯曲角度对相对弯曲半径的影响。
3)观察弯曲过程和弯曲回弹现象。
4)掌握万能角度尺、半径规等测量工具的使用,测量模具尺寸参数和板料基本尺寸。
5)熟悉板料折弯机的操作使用。
3.实验原理
弯曲是将板料、型材或管材在弯矩作用下弯成一定曲率和角度的制件的成形方法。
在生产中由于所用的工具及设备不同,因而形成了各种不同的弯曲方法,但各种方法的变形过程及变形特点都存在着一些共同的规律。
弯曲开始时,如图1(a)所示,凸、凹模与金属板料在A、B处相接触,凸模在A点处所施的外力为2F,凹模在B点处产生的反力与此外力构成弯曲力矩M=2Fl0。
随着凸模逐渐进入凹模,支承点B将逐渐向模中心移动,即力臂逐渐变小,由l0变为l1,…,l k,同时弯曲件的弯曲圆角半径逐渐减小,由r0变为r1,…,r k。
当板料弯曲到一定程度时,如图1(c)所示,板料与凸模有三点相互接触,这之后凸模便将板料的直边朝与以前相反的方向压向凹模,形成五点甚至更多点接触。
最后,当凸模在最低位置是,如图1(d)所示,板料的角部和直边均受到凸模的压力,弯曲件的圆角半径和夹角完全与凸模吻合,弯曲过程结束。
(a)(b)(c)(d)
图1 弯曲过程示意图
和所有的塑性加工一样,弯曲时,在毛坯的变形区里,除产生塑性变形外,也一定存在有弹性变形。
当弯曲工作完成并从模具中取出弯曲件时,外加的载荷消失,原有的弹性变形也随着完全或部分地消失掉,其结果表现为在卸载过程中弯曲毛坯形状与尺寸的变
化。
这个现象为弹复,也叫回弹。
回弹可以通过补偿法(图2(a),(b))、校正法(图2(c))、三点式折弯(图2(d))等方法进行抑制。
图2 回弹的抑制
4.实验材料
本实验所用材料为: 1mm、3mm厚纯铝板材
5.实验结果与分析
1)板料轧制纤维方向和板料成形性能对相对弯曲半径的影响
冲压所用的板材多为冷轧板材,由于经过多次轧制,板材具有方向性,平行于纤维方向(轧制方向)的塑性指标大于垂直于纤维方向的指标。
因此当弯曲件的折弯线与板料纤维方向相垂直时,r min/t的数值最小;如果折弯线与板料纤维方向平行,r min/t的数值最大。
在弯制r/t较小的弯曲件时,板料的排样应使折弯线尽可能垂直于板料的纤维方向,当r/t较大时,折弯线的布置主要是考虑材料利用率的大小。
如果在同一零件上具有不同方向的弯曲要求,那么在考虑弯曲件排样经济性的同时,应尽可能使弯曲线与板料纤维方向的夹角不小于30°
弯曲变形区的切向应变在板料厚度方向上按线性规律变化,外表面最大,中心为零。
挡板料厚度较小时,切向应变变化的梯度大,与最大应变的外表面相邻近的纤维层,能补充外表面的变形,从而起到阻止表面材料局部不均匀延伸的作用,所以薄料比厚料可有更小的r/t。
2)当板厚为3mm时,为何不推荐V=16mm的槽进行弯曲?
可能会导致弯曲角度过大、弯曲半径增大,引起折弯层断裂,同时也会影响折弯压力。
6.思考题
1)金属薄板弯曲的特点有哪些?
a)工件分成了直边和圆角两部分。
弯曲变形主要发生在弯曲件的圆角部分,该部分
的网格变成了扇形,而远离圆角的直边部分网络没有变化,靠近圆角处的直边网
格有少许变化。
b)变形区变形不均匀。
板料的外层(靠凹模一侧)纵向纤维受拉而伸长,内层(靠
凸模一侧)纵向纤维受压而缩短,并且还存在在弯曲时长度保持不变的中性层,
中性层金属的应变为零。
2)影响最小相对弯曲半径主要因素有哪些?
a)材料的力学性能。
b)版聊的纤维方向。
c)板料的表面质量和侧边质量。
d)零件的弯曲角α。
e)板料的厚度。
7.实验体会
通过本次试验了解了板料折弯中一些影响成型精度的因素以及折弯这一看似简单的物理过程背后深层次的原理。
在亲手实验的过程中,我们发现即使凹模凸模已经对齐但最后弯曲后的工件不同位置的弯曲角度存在一定程度上的不同,这可能与放置板料时水平方向上的偏移有关,或者可能是模具自身带来的一些误差。