焊接结构件未注尺寸公差与形位公差
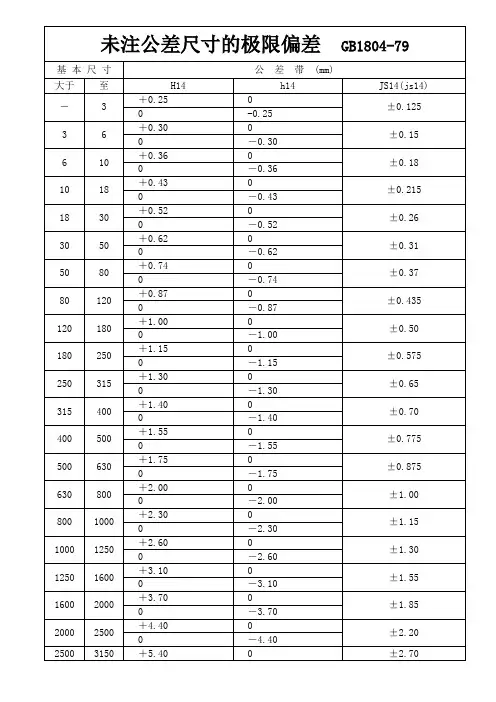
- 格式:docx
- 大小:83.02 KB
- 文档页数:3
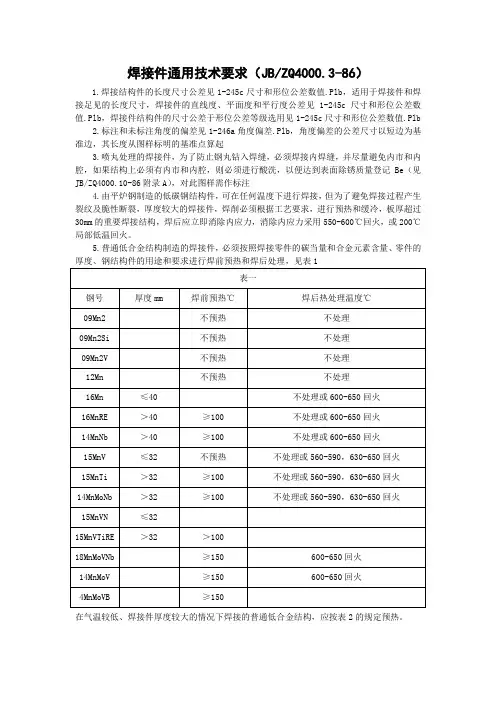
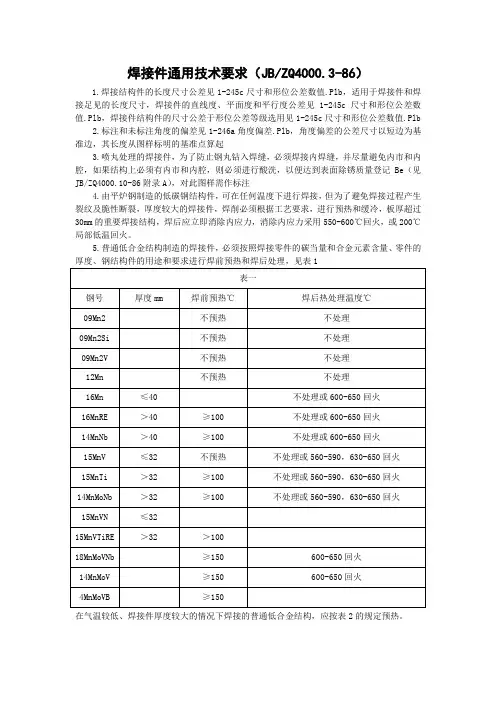
焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
![焊接件通用技术要求[1]](https://uimg.taocdn.com/bbc97732aaea998fcc220e20.webp)
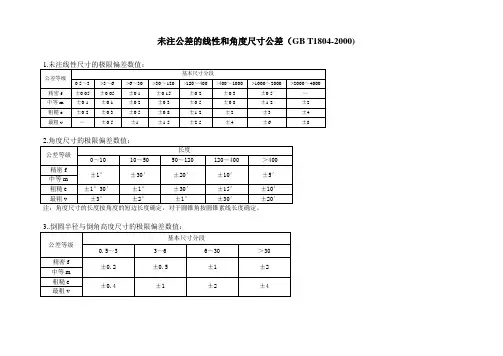
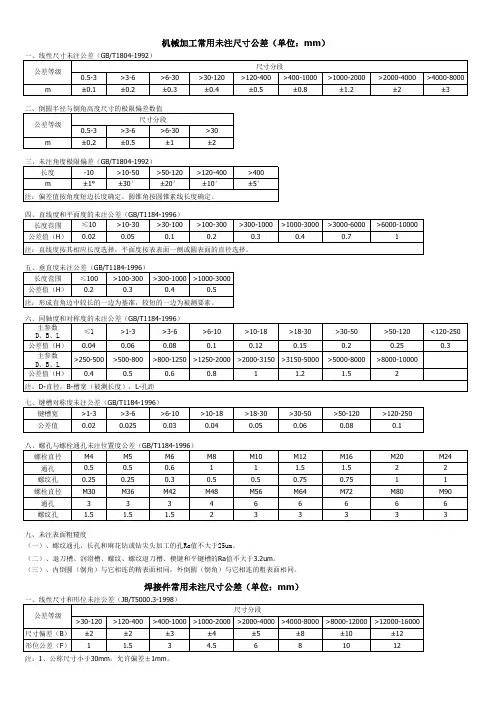
未注公差的线性和角度尺寸公差(GB T1804-2000) 1.未注线性尺寸的极限偏差数值:公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 —中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v —±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±82.角度尺寸的极限偏差数值:公差等级长度0~1010~5050~120120~400>400精密f±1°±30′±20′±10′±5′中等m粗糙e ±1°30′±1°±30′±15′±10′最粗v ±3°±2°±1°±30′±20′注:角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
3..倒圆半径与倒角高度尺寸的极限偏差数值:公差等级基本尺寸分段0.5~33~66~30>30精密f±0.2±0.5±1±2中等m粗糙e±0.4±1±2±4最粗v未注公差的线性和角度尺寸公差(DIN ISO 2768-mk)1.未注尺寸公差标准:0.6-6 6-30 30-120 120-400 400-1000 1000-2000 2000-4000±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±22.未注角度公差标准:0~1010~505~120120~400>400±0.1 ±0.2 ±0.3 ±0.5 ±0.8(ISO2768-M级也就是中国的GB/T1804-M级等同于上面的德国标准。
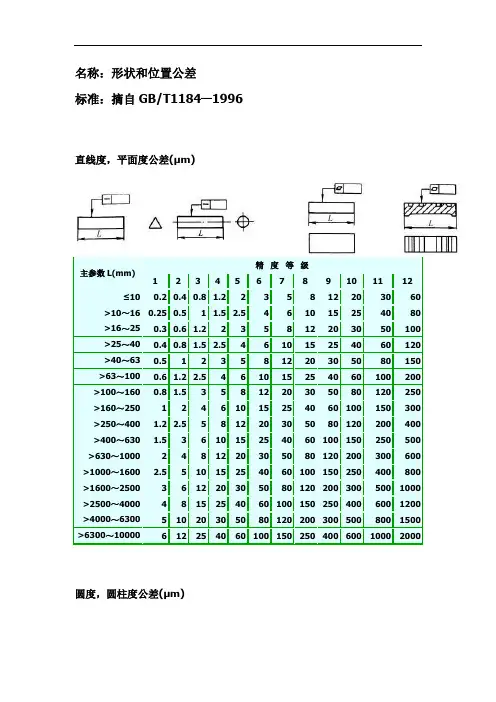
名称:形状和位置公差标准:摘自GB/T1184—1996 直线度,平面度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.2 0.4 0.8 1.2 2 3 5 8 12 20 30 60 >10~16 0.25 0.5 1 1.5 2.5 4 6 10 15 25 40 80 >16~25 0.3 0.6 1.2 2 3 5 8 12 20 30 50 100 >25~40 0.4 0.8 1.5 2.5 4 6 10 15 25 40 60 120 >40~63 0.5 1 2 3 5 8 12 20 30 50 80 150 >63~100 0.6 1.2 2.5 4 6 10 15 25 40 60 100 200 >100~160 0.8 1.5 3 5 8 12 20 30 50 80 120 250 >160~250 1 2 4 6 10 15 25 40 60 100 150 300 >250~400 1.2 2.5 5 8 12 20 30 50 80 120 200 400 >400~630 1.5 3 6 10 15 25 40 60 100 150 250 500 >630~1000 2 4 8 12 20 30 50 80 120 200 300 600 >1000~1600 2.5 5 10 15 25 40 60 100 150 250 400 800 >1600~2500 3 6 12 20 30 50 80 120 200 300 500 1000 >2500~4000 4 8 15 25 40 60 100 150 250 400 600 1200 >4000~6300 5 10 20 30 50 80 120 200 300 500 800 1500 >6300~10000 6 12 25 40 60 100 150 250 400 600 1000 2000圆度,圆柱度公差(μm)主参数L(mm)精度等级0 1 2 3 4 5 6 7 8 9 10 11 12≤30.1 0.2 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 >3~6 0.1 0.2 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 >6~10 0.12 0.25 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 >10~18 0.15 0.25 0.5 0.8 1.2 2 3 5 8 11 18 27 43 >18~30 0.2 0.3 0.6 1 1.5 2.5 4 6 9 13 21 33 52 >30~50 0.25 0.4 0.6 1 1.5 2.5 4 7 11 16 25 39 62 >50~80 0.3 0.5 0.8 1.2 2 3 5 8 13 19 30 46 74 >80~120 0.4 0.6 1 1.5 2.5 4 6 10 15 22 35 54 87 >120~180 0.6 1 1.2 2 3.5 5 8 12 18 25 40 63 100 >180~250 0.8 1.2 2 3 4.5 7 10 14 20 29 46 72 115 >250~315 1 1.6 2.5 4 6 8 12 16 23 32 52 81 130 >315~400 1.2 2 3 5 7 9 13 18 25 36 57 89 140 >400~500 1.5 2.5 4 6 8 10 15 20 27 40 63 97 155平行度,垂直度,倾斜度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.4 0.8 1.5 3 5 8 12 20 30 50 80 120 >10~16 0.5 1 2 4 6 10 15 25 40 60 100 150 >16~25 0.6 1.2 2.5 5 8 12 20 30 50 80 120 200 >25~40 0.8 1.5 3 6 10 15 25 40 60 100 150 250 >40~63 1 2 4 8 12 20 30 50 80 120 200 300 >63~100 1.2 2.5 5 10 15 25 40 60 100 150 250 400 >100~160 1.5 3 6 12 20 30 50 80 120 200 300 500>160~250 2 4 8 15 25 40 60 100 150 250 400 600 >250~400 2.5 5 10 20 30 50 80 120 200 300 500 800 >400~630 3 6 12 25 40 60 100 150 250 400 600 1000 >630~1000 4 8 15 30 50 80 120 200 300 500 800 1200 >1000~1600 5 10 20 40 60 100 150 250 400 600 1000 1500 >1600~2500 6 12 25 50 80 120 200 300 500 800 1200 2000 >2500~4000 8 15 30 60 100 150 250 400 600 1000 1500 2500 >4000~6300 10 20 40 80 120 200 300 500 800 1200 2000 3000 >6300~10000 12 25 50 100 150 250 400 600 1000 1500 2500 4000同轴度,对称度,园跳动和全跳动公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤10.4 0.6 1 1.5 2.5 4 6 10 15 25 40 60 >1~3 0.4 0.6 1 1.5 2.5 4 6 10 20 40 60 120>3~6 0.5 0.8 1.2 2 3 5 8 12 25 50 80 150 >6~10 0.6 1 1.5 2.5 4 6 10 15 30 60 100 200 >10~18 0.8 1.2 2 3 5 8 12 20 40 80 120 250 >18~30 1 1.5 2.5 4 6 10 15 25 50 100 150 300 >30~50 1.2 2 3 5 8 12 20 30 60 120 200 400 >50~120 1.5 2.5 4 6 10 15 25 40 80 150 250 500 >120~250 2 3 5 8 12 20 30 50 100 200 300 600 >250~500 2.5 4 6 10 15 25 40 60 120 250 400 800 >500~800 3 5 8 12 20 30 50 80 150 300 500 1000 >800~1250 4 6 10 15 25 40 60 100 200 400 600 1200 >1250~2000 5 8 12 20 30 50 80 120 250 500 800 1500 >2000~3150 6 10 15 25 40 60 100 150 300 600 1000 2000 >3150~5000 8 12 20 30 50 80 120 20 400 800 1200 2500 >5000~8000 10 15 25 40 60 100 150 250 500 1000 1500 3000 >8000~10000 12 20 30 50 80 120 200 300 600 1200 2000 4000名称:未注形位公差的公差值及确定方法标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996)未注公差值的确定方法。
焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
焊接件技术要求及快速标注技巧浩辰CAD具有自主的知识产权,保持主流软件操作模式,符合用户设计习惯,完美兼容AutoCAD,在世界100多个国家和地区得到应用。
利用浩辰CAD软件标注焊接符号,不但参数全面,而且快捷方便。
焊接件通用技术要求(JB/ZQ400.3-86)1.焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸。
焊接件的直线度.平面度和平行度公差见 1-245c 尺寸和形位公差数.plb,焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb2.标注和未标注角度的偏差见1-246a 角度偏差.plb,角度偏差的公称尺寸以短边为基准边,其长度从图样标明的准点算起.。
3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内室和内腔.如果结构上必须有内室和内腔,则必须进行酸洗,以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A). 对此图样需作标注。
4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
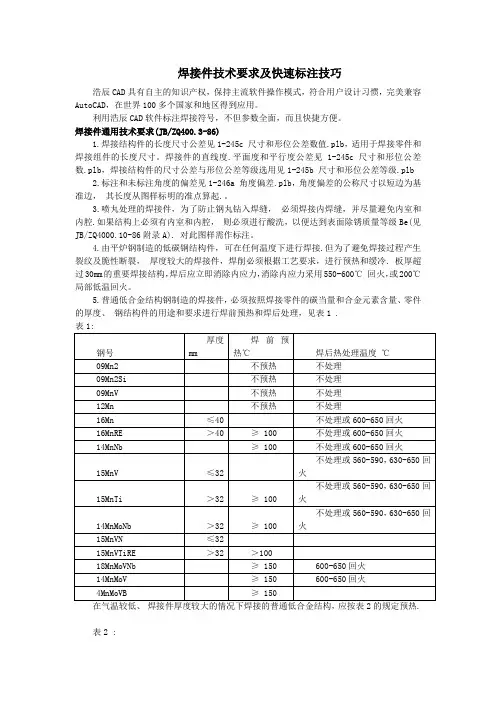
5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1 .表1:在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.表2 :Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查。
机械加工焊接未注尺寸
公差
公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
机械加工、焊接未注尺寸公差
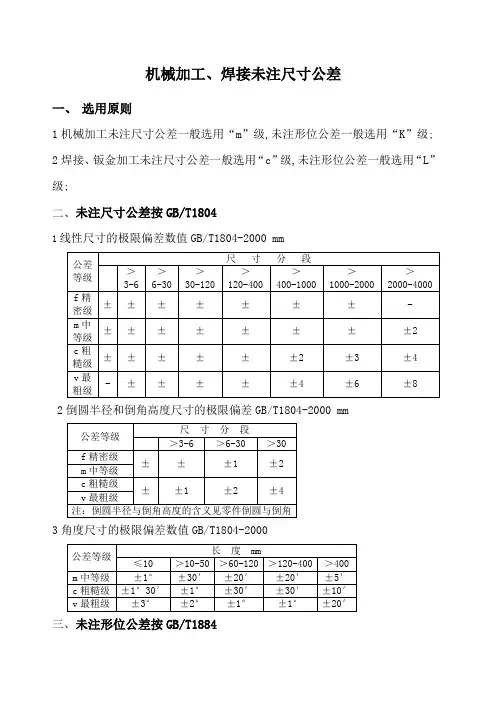
一、选用原则
(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)焊接、钣金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
二、未注尺寸公差按GB/T1804
(1)线性尺寸的极限偏差数值(GB/T1804-2000) (mm)
(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) (mm)
(3)角度尺寸的极限偏差数值(GB/T1804-2000)
三、未注形位公差按GB/T1884
(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)
(5)垂直度未注公差值(GB/T1184-1996)(mm)
(6)对称度未注公差值(GB/T1184-1996)(mm)
(7)圆跳动的未注公差值(GB/T1184-1996)(mm)。
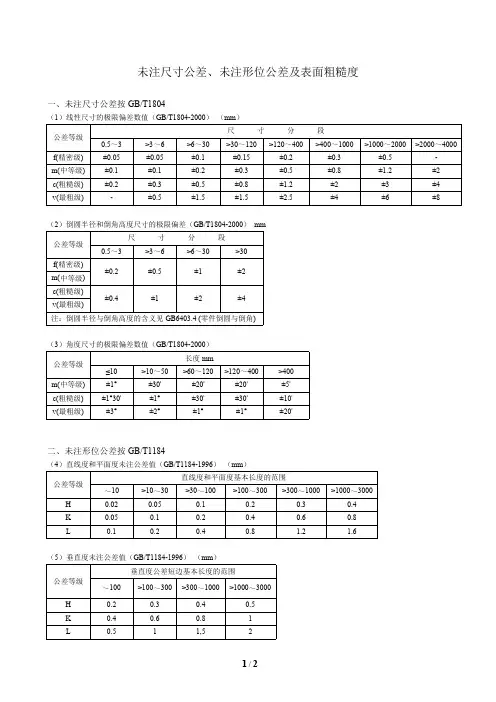
未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级尺寸分段0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5-m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3±0.5±0.8±1.2±2±3±4 v(最粗级)-±0.5±1.5±1.5±2.5±4±6±8(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级尺寸分段0.5~3>3~6>6~30>30f(精密级)±0.2±0.5±1±2m(中等级)c(粗糙级)±0.4±1±2±4v(最粗级)注:倒圆半径与倒角高度的含义见GB6403.4(零件倒圆与倒角)(3)角度尺寸的极限偏差数值(GB/T1804-2000)公差等级长度mm≤10>10~50>60~120>120~400>400m(中等级)±1°±30'±20'±20'±5' c(粗糙级)±1°30'±1°±30'±30'±10' v(最粗级)±3°±2°±1°±1°±20'二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级直线度和平面度基本长度的范围~10>10~30>30~100>100~300>300~1000>1000~3000H0.020.050.10.20.30.4 K0.050.10.20.40.60.8 L0.10.20.40.8 1.2 1.6(5)垂直度未注公差值(GB/T1184-1996)(mm)公差等级垂直度公差短边基本长度的范围~100>100~300>300~1000>1000~3000H0.20.30.40.5 K0.40.60.81 L0.511,52(6)对称度未注公差值(GB/T1184-1996)(mm)公差等级对称度公差基本长度的范围~100>100~300>300~1000>1000~3000H0.5K0.60.81 L0.61 1.52(7)圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动一般公差值H0.1K0.2L0.5三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
ISO13920:1996焊接结构的一般尺寸公差和形位公差
1、线性尺寸公差
2、角度尺寸公差
采用角度的短边作为基准边,其长度可以延伸到某一特定的基准点,基准点标注在图样上。
如下图所示:
3、直线度、平面度和平行度
3.1直线度
3.2平面度
3.3平行度
ISO2768—1:1989机加工一般公差:
未单独注出公差的线性和角度尺寸的公差本标准适用于下列未注公差的尺寸:
1)线性尺寸:直径、半径、距离、倒圆半径和倒角高度;2)角度尺寸,包括通常不注明角度值的角度尺寸;
3)机加工组装件的线性和角度尺寸。
线性尺寸的极限偏差值(mm)。
GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差基本信息【英文名称】Welding―General tolerances for welded constructions―Dimensions for lengths and angles―Shape and position【标准状态】现行【全文语种】中文简体【发布日期】2005/6/8【实施日期】2005/12/1【修订日期】2005/6/8【中国标准分类号】J33【国际标准分类号】25.160.10关联标准【代替标准】暂无【被代替标准】暂无【引用标准】GB/T 1182,GB/T 1214.1,GB/T 1214.2,GB/T 1219,GB/T 4249适用范围&文摘暂无鱼知水恩,乃幸福之源也。
鱼离不开水,人离不开亲人和朋友,当你处于逆境和灾难时,帮助你一臂之力,渡过难关的人,都是你的亲人和朋友。
吃水不忘挖井人,度过苦难,不能忘记援助过你的人。
知恩图报,善莫大焉。
一个人要想获得幸福,必须懂得感恩。
生活需要一颗感恩的心来创造,一颗感恩的心需要生活来滋养。
一饭之恩,当永世不忘。
顺境里给你帮助的人,不能全部称作朋友,但是能够在你逆境时依然愿意援助你,走出困境的人,一定是你要用一生去感谢和珍惜的人。
唐代李商隐的《晚晴》里有这样一句诗:天意怜幽草,人间重晚晴。
久遭雨潦之苦的幽草,忽遇晚晴,得以沾沐余辉而平添生意。
当一个人闯过难关的时候,一定要记住那些支撑你,陪你一起走过厄运的朋友和亲人,这个世界谁也不亏欠谁,帮你是情分,不帮你是本分。
如古人所说:淡看世事去如烟,铭记恩情存如血。
学会感恩父母养育之恩,学会感恩朋友的帮助之情,生活里做一个有情有义的人。
你要知道,父母,永远是你最亲近的人,是最爱你的人,不管他们的方法怎么错误?可是爱你的心,都是一样的。
千万不要因为自己一时的私心,而忘记感恩。
我们常常希望别人都对自己有情有义,可是想得到别人你真情,首先你必须先付出真情。