需要重新设定参考点
- 格式:docx
- 大小:13.37 KB
- 文档页数:2

第一章数控机床返回参考点的必要性数控机床位置检测装置如果采用绝对编码器时,系统断电后位置检测装置靠电池来维持坐标值实际位置的记忆,所以机床开机时,不需要进行返回参考点操作。
目前,大多数数控机床采用增量编码器作为位置检测装置,系统断电后,工件坐标系的坐标值就失去记忆,机械坐标值尽管靠电池维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,因此开机后,必须让机床各坐标轴回到一个固定位置点上,既是回到机床的坐标系零点,也称坐标系的原点或参考点,这一过程就称为机床回零或回参考点操作。
数控机床的各种刀具补偿、间隙补偿、轴向补偿以及其它精度补偿措施能否发挥正确作用将完全取决于数控机床能否回到正确的零点位置。
所以机床首次开机后要进行返回参考点操作。
数控机床的原点是数控机床厂家设定在机床上的一个固定点,作为机床调整的基准点。
数控机床参考点也是数控厂家设定的(一般是机床各坐标轴的正极限位置),通过机床正确返回参考点,CNC系统才能确定机床的原点位置。
机床参考点是用于对机床运动进行检测和控制的固定位置点。
机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标值已输入数控系统中。
因此参考点对机床原点的坐标是一个已知数。
通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离机床原点最远的极限点。
数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点的操作,这样通过确认参考点,就确定了机床原点。
只有机床参考点被确认后,刀具(或工作台)移动才有基准。
第二章数控机床返回参考点的原理及常见方式返回参考点的原理数控机床按照控制理论可分为闭环、半闭环、开环系统。
闭环数控系统装有检测最终直线位移的反馈装置,半闭环数控系统的位置测量装置安装在伺服电动机转动轴上或丝杆的端部也就是说反馈信号取自角位移,而开环数控系统不带位置检测反馈装置。
对于闭环半闭环数控系统,通常利用位移检测反馈装置脉冲编码器或光栅尺进行回参考点定位,即栅格法回参考点。

作者简介:吕宝垒(1978-),男,主要从事数控机床的客户培训工作、培训与认证部经理。
2007年获辽宁省科技进步二等奖,2009年获辽宁省百千万人才工程千人层级。
收稿日期:2023-06-28数控机床在装备制造行业中的应用越来越普及,与此同时随着数控设备使用年限的增长,数控机床维修维护的任务也越来越重。
数控机床中光栅尺和电机编码器是最重要的测量系统,如果更换了光栅尺或编码器则就需要对机床的参考点进行重新设定;此外由于数控系统崩溃、系统数据丢失等也需要对机床的参考点重新设定。
实际工作中由于参考点与机床原点有部分重合因此很容易把机床原点和机床参考点混淆在一起,分不清二者之间的区别和联系,有的甚至把它们称之为同一个点,准确理解机床原点和参考点的概念,把握二者之间的区别和联系有利于我们在实际工作中快速排查故障、高效解决此类问题。
1 机床原点及机床坐标系机床原点也称之为机床零点,它是机床坐标系的零点,该点在机床设计之初就确立好了,可以说它是机床各尺寸的设计基准,它的位置是固定不变的也不能被移动。
在机床控制面板上显示的机床各轴的坐标位置就是基于该机床坐标系通过光栅尺等测量系统测得的。
因此,机床原点具有绝对性和唯一性。
基于此在安装调试和维修数控机床时都是采用机床坐标系下的坐标值而不采用工件坐标系下的坐标值。
如图1,机床坐标系是因设计基准而产生的,因此,它在实际机床上是既看不见也不容易测量到的。
在安数控机床原点、参考点、工件零点的区别和联系吕宝垒(格劳博机床(中国)有限公司,辽宁 大连 116600)摘要:机床原点和参考点是定义数控机床运动的两个重要的概念,二者既有区别又有联系。
机床原点也就是机床坐标系的零点是数控机床进行位置测量、控制、显示的统一基准。
本文从新的视角定义了数控机床参考点的概念,概述了参考点在数控机床中的作用以及在什么条件下需要重新设定参考点。
结合实际工作中设定数控机床X、Y、Z 轴参考点的操作方法,通过总结其内在原理进一步阐明了参考点的特性。
摘要:发那科、三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
关键词:参考点相对位置检测系统绝对位置检测系统1 概述当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
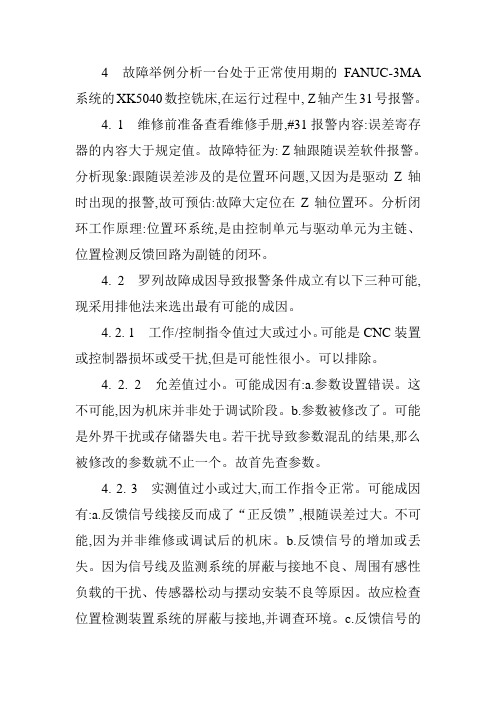
2 使用相对位置检测系统的参考点回归方式:(1)发那科系统:1)工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
4故障举例分析一台处于正常使用期的FANUC-3MA 系统的XK5040数控铣床,在运行过程中, Z轴产生31号报警。
4. 1维修前准备查看维修手册,#31报警内容:误差寄存器的内容大于规定值。
故障特征为: Z轴跟随误差软件报警。
分析现象:跟随误差涉及的是位置环问题,又因为是驱动Z轴时出现的报警,故可预估:故障大定位在Z轴位置环。
分析闭环工作原理:位置环系统,是由控制单元与驱动单元为主链、位置检测反馈回路为副链的闭环。
4. 2罗列故障成因导致报警条件成立有以下三种可能,现采用排他法来选出最有可能的成因。
4. 2. 1工作/控制指令值过大或过小。
可能是CNC装置或控制器损坏或受干扰,但是可能性很小。
可以排除。
4. 2. 2允差值过小。
可能成因有:a.参数设置错误。
这不可能,因为机床并非处于调试阶段。
b.参数被修改了。
可能是外界干扰或存储器失电。
若干扰导致参数混乱的结果,那么被修改的参数就不止一个。
故首先查参数。
4. 2. 3实测值过小或过大,而工作指令正常。
可能成因有:a.反馈信号线接反而成了“正反馈”,根随误差过大。
不可能,因为并非维修或调试后的机床。
b.反馈信号的增加或丢失。
因为信号线及监测系统的屏蔽与接地不良、周围有感性负载的干扰、传感器松动与摆动安装不良等原因。
故应检查位置检测装置系统的屏蔽与接地,并调查环境。
c.反馈信号的滞后,在规定的监测时间内信号未到达而使实测值为0。
用久的机床上易发生:位置传感器的污染、信号线的损坏以及接触不良、位置偏移或损坏等。
故应检查位置检测装置系统及其接线系统。
d.没有反馈信号。
a)传感器未安装或连接、传感器损坏而不工作。
故应检查位置检测装置中传感器系统。
b)伺服单元故障不工作/伺服轴不动作。
分析判断得出:最可能故障类型:硬件故障。
最可能的故障成因出于位置检测装置系统(故障大定位),也不能排除环境干扰因素。
4. 3确定诊断步骤4. 3. 1现场工作步骤:环境调查→接口信号法检查位置环参数→信号追踪法检查位检系统,进行故障定位。
机床回参考点有两种情况:一种是绝对值式的,一种是增量式的。
对于增量式的来说又分为零脉冲在参考点开关之外和零脉冲在参考点开关之上。
这两种情况由机床数据MD34050 REFP_SEARCH_MARKER_REVERSE[0][编码器零脉冲在参考点开关的反向(编码器号)]来决定。
当MD34050=1时用上升沿触发,而MD34050=0用下降沿触发。
增量式的回参相对来说比较麻烦,它需要在每次开机或者传输程序后会造成参考点丢失,都要重新会参考点。
为了防止发生事故可以设置MD20700 REFP_NC_START_LOCK=1(未回参考点NC 启动禁止)来保护机床。
对于增量式来说有以下几种方式会参考点:1 手动方式回参:它是通过设置相应的参数,然后点击MCP上的Reform键触发,至于回参的方向则由MD 34010 REFP_CAM_DIR_IS_MINUS(负向逼近参考点)的值来决定。
如果按错方向键或者按键的过程中中断则程序没有反映或者回参失败。
2 触发方式回参:它是通过MD11300 JOG-INC-MODE-LEVELTRIGGRD(返回参考点触发方式)来决定的。
将该数据设置为0时,只需要点击相应的方向键,方向还是由MD34010来决定。
如果按错后程序没有反映。
它只需要点击相应的方向键一下就可以自动回参考点。
其实并不只对进给轴有效,对主轴也也可以有效,那就是与机床参数MD34200ENC_REFP_MODE[n]有关。
当该数据为1时,主轴也可以采用触发方式回参,那就意味着我们可能不是用Bero回参了。
如果有多个进给轴的话,它们可以按照顺序回参,顺序在MD34110 REFP_CYCLE_NR 中定义,也可以都定义为同一个那么所有的轴就是同时进行。
3 通道方式回参:使用接口信号“使能回参考点”(V32000001.0)启动通道专用回参考点运行。
系统使用信号“回参考点有效”(V33000001.0)响应成功启动。

FANUC 0系统如何保护你的参数和程序不被修改保护你的程序FANUC 0系统:修改参数:10.4改为1就可以保护9000~~9999的程序不被修改。
FANUC 0I系统:修改参数:3202#4(NE9)改为1 #0(NE8)改为1就可以保护9000~~9999和8000~~8999的程序不被修改。
修改3210的值就可以设置密码了,只有在3211里输入和3210一样的密码才可以修改3020#4为0或1。
保护你的参数:参数3290.7设定成1可以保护程序和参数,将3290.7设定成1后即无法设定PWE=1参数无法修改,通过设定画面(OFFSET画面)找到3290.7设定成0即可恢复(注意恢复时不是在SYSTEM画面设置参数3290.7而是在设定画面FANUC系统维修中常用的参数fanuc系统维修中常用的参数1.手摇脉冲发生器损坏。
一台fanuc 0td数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若x轴在返回参考点过程中,出现510或是511超程报警,可将参数0700lt1x1数值改为+99999999(或将0704lt1x2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按p和can键后开机,即可消除超程报警。
3.一台fanuc 0i数控车床,开机后不久出现alm701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数rrm8901#0改为“1”先释放alm701报警,然后在强制冷风冷却,待风扇购到后,再将prm8901改为“0”。
四种返回参考点方法综述返回参考点的方法有4种:1) 栅格法;2)手动输入法;3)双MARK法;4) 扭矩法。
4.1栅格法:栅格法适用围最广;即适用于半闭环系统,也适用于全闭环系统;即适用于增量型位置反应元件,也适用于绝对型位置反应元件。
栅格法分两种情况:1〕有回零减速开关;2〕无回零减速开关。
4.1.1 有回零减速开关:1) 有关的参数:P1002(1)=0,且P1005(1)=0:有减速开关。
P1006(5):确定回零方向。
0:正向;1:负向。
注:回零方向和回零时的运动方向是两个概念。
P3003(5):减速开关有效状态。
0:“0〞有效;1:“1〞有效。
P1424:回零快速速度。
压减速开关前的速度。
注:假设P1424=0,以P1420*快速倍率的速度运行。
P1425:回零低速速度。
压上减速开关后降至到此速度。
P1850:栅格偏移量。
脱开减速开关找到第一个MARK点后,伺服轴偏移的距离。
P1240:第一参考点的坐标值。
返回参考点完成后,机床坐标系变为P1240设定的值。
2) 有关的PMC状态:方式:G43(0,1,2,7)=(1,0,1,1);返回参考点〔REF〕方式。
运动方向:G100(0-7);分别控制8个轴返回参考点时的正向运动;G102(0-7);分别控制8个轴返回参考点时的负向运动。
注:运动方向与P1006(5)的回零方向是两个概念。
减速开关:*9(0-7) 分别代表8个轴的减速开关;注:减速开关是“0〞有效还是“1〞有效,取决于P3003(5)。
回零完成:F120(0-7) =1 分别表示8个轴的参考点已经建立;注:使用增量型反应元件的轴,在不断电的时,保持为“1〞,断电后为“0〞;使用绝对型反应元件的轴,断电后也保持为“1〞。
F94(0-7)=1 分别表示返回参考点完成,且在参考点上。
注:当轴移动后,便为“0〞。
3)回零过程(以*轴回零为例):将操作方式置成回零方式,G43(0,1,2,7)=(1,0,1,1)。
数控机床回参考点的探索作者:史晓龙洪超来源:《智能制造》2020年第09期摘要:本文阐述了什么是参考点,参考点与机床原点(零点)之间的关系,回参考点的作用与意义,参考点与位置编码器的之间的关系,针对使用FANUC系统,不同位置编码器的数控机床而采用的有挡块、无挡块和标记点三种设置参考点的方式,给出了具体的设置参数、设置方法和操作步骤,为数控机床操作和调试提供一定的帮助。
关键词:参考点;机床原点;位置编码器;有挡块无挡块标记点1 参考点与机床原点参考点是指数控机床上某一固定位置的特定点。
通常数控系统启动后,首先要做的工作就是回参考点操作,也称回机床原点或回零操作。
回参考点是数控机床的重要功能,也是机床操作人员操作数控机床时最常见的操作。
数控机床在加工零件时,数控系统通过发出各种程序指令来控制刀具和机床的运动。
为了准确地控制运动的方向和移动的距离,就有必要在机床上建立一坐标系作为加工的基准,这个加工基准就是机床坐标系。
因为机床各轴的正方向是统一规定好的,所以只要确定了机床坐标系原点(零点)的位置,也就确定了机床坐标系的位置。
机床坐标系是机床固有的坐标系,是制造和调整机床的基础,坐标系的原点是机床生产厂家在设计机床时就已经确定好的,用户不能随意更改,且机床原点只是一个设计定义的点,不方便被直接测量定位。
那怎样才能找到机床原点的准确位置呢?方法是通过回参考点。
机床参考点是数控机床上人为设置的一个固定位置的点,通常是设在各个轴正方向行程的极限位置处。
这样,只要通过指定机床参考点到机床原点之间的距离,并始终保持二者之间的固定位置关系,就可以通过直接定位参考点位置的同时间接确定机床原点的位置。
确定了机床原点(零点),也就确定了机床坐标系和加工的基准。
机床参考点与机床原点可以是同一点,也可以不是。
通常数控铣削类机床的参考点与机床原点是重合的,分别在 X轴、Y轴和Z轴的正向行程最大极限处。
而数控车床上的参考点与机床原点就不在同一点.机床原点位于卡盘回转中心与端面相交的中心。
关于840D的轴原点重新设置如果是增量的测量系统你可以有两种方法来重新定义零点:第一,在MD34100中设定数值,并用此数值来表示当前的坐标值。
第二,在MD34080中设定数值使测量系统找到零脉冲后继续运动此数值停止,停止的位置为坐标零点。
绝对测量系统可以采用第一种方法,这其中你得掌握绝对测量系统重设坐标的步骤。
MD34200及MD34210设为零后重启系统,系统启动后MD34100设定你要的数值,34210设为1后按复位键,接着在回参考点方式下按轴移动方向键,搞定。
通过参数设置已经能够达到原点重新定位的功能。
中间加了个M 指令来执行原点重新定位。
后来又将用操作面板按钮将DB2*.DBX1.0激活,增加了不在原点启动NC的功能。
22 旋转轴是可以在任意位置设为零点的。
4.BERO回参:对于主轴而言还有一种常用回参方法就是利用外部BERO来回参考点。
它的基本原理就是在执行SPOS??命令时,主轴由静止启动,主轴加速到MD34040??定义的速度,与接近开关同步,并且以MD35300??定义的速度定位。
主轴旋转方向由机床数据MD35350 确定。
常用的基本参数设置如下:34200??ENC_REFP_MODE=??7 接近开关作为主轴定向信号34040??REFP_VELO_SEARCH_MARKER??实际值??主轴定向速度(单位:转/分)34060??REFP_MAX_MARKER_DIST??=720??搜索接近开关的距离(单位:度)35300??SPOS_POSCTRL_VELO??实际值??主轴位控速度35350??SPOS_POSITIONING_DIR??3/4??主轴定向方向(3-正/4-负)另外还需要更改驱动参数:修改驱动数据:进入系统画面[SHIFT]+[ALARM],进入[机床数据]→[驱动器数据] 选相应的主轴参数SERVO?? 选择[显示参数]:如果主轴BERO信号接到x20的端子设定参数P495[0]=2;如果接到x21的端子上则设定参数P495[0]=5,然后设定P971=1,等待P971??由1??变0或者点击数据存储软件保存数据。
需要重新设定参考点。
可能:
1.驱动器的电池没电。
2.伺服电机编码器被插拔过。
3.更换了伺服电机。
4.驱动器的电池被拔下过。
5.回零位置离参考点位置过近.
两种方法:
A、对准标记设定参考点
在机床上设置对准标记,注意对于机床使用倾斜轴控制功能的轴上不能使用本功能。
准备工作:
a:1005#1设为1——各轴返回参考点不使用挡块方式
此时返回参考点就不需要使用减速信号*DEC。
b:1815#5设为1——使用绝对位置编码器
1815#4设为0——绝对位置编码器原点位置未确立
1006#5设为0——返回参考点方向为正向(根据实际情况)
c:切断NC电源,断开主断路器
d:把绝对位置编码器的电池连接到伺服放大器上
e:接通电源
自动检测编码器基准点(检测编码器的1转信号)
(如果未进行此项操作继而进行参考点回零的话出现PS0090号报警)
a:用手动或者手轮方式进给,让机床电机转动1转以上
b:断开电源再接通电源
设定参考点
a:JOG方式下对各轴手动移动,将机床移动到1006#5设定的反方向处,例如上面设的1006#5为0即返回参考点方向为正向,则将机床移至负向。
b:按1006#5设定的返回参考点的方向移动机床,直至机床对准标记与参考点位置重合,当位置快要重合时使用手轮进给进行微调。
c:将1815#4设为1——绝对位置编码器原点位置已确立。
B、无挡块返回参考点
不需要安装限位开关和挡块
准备工作:
a:1005#1设为1——各轴返回参考点不使用挡块方式
此时返回参考点就不需要使用减速信号*DEC。
b:1815#5设为1——使用绝对位置编码器
1815#4设为0——绝对位置编码器原点位置未确立
1006#5设为0——返回参考点方向为正向(根据实际情况)
c:切断NC电源,断开主断路器
d:把绝对位置编码器的电池连接到伺服放大器上
e:接通电源
自动检测编码器基准点(检测编码器的1转信号)
(如果未进行此项操作继而进行参考点回零的话出现PS0090号报警)
a:用手动或者手轮方式进给,让机床电机转动1转以上
b:断开电源再接通电源
设定参考点
a:JOG方式下对各轴手动移动至参考点返回方向的反方向,然后以1006#5设置的方向向参考点移动。
对移动过程如果不满足以下条件则会发出PS0090报警。
进给速度F=【(伺服位置偏差*60)/1000】*伺服环增益*检测单位
其中伺服位置偏差为参数1836设定值
伺服环增益为参数1825设定值乘以0.01
检测单位是以um为单位
参考点返回的栅格间隔就是电机旋转一周参考计数器容量,1821参数的设定值。
b:把轴移动到想要设为参考点的位置之前,大约1/2栅格的距离
c:选择返回参考点方式对各轴进行返回参考点操作,当机床到达参考点时返回参考点完成信号ZPx为1,1815#4自动变成1。
对参考点位置的调整
使用栅格偏移功能,可以对参考点在1个栅格范围内进行微调。
通常一个栅格和电机旋转一周机床的移动量相等。
使参考点错开一个栅格以上位置时须改变挡块的安装位置(有挡块时),或者修改参考点设定(无挡块时)的方法。
a:执行手动返回参考点
b:在位置画面将所有轴的相对位置归零
c:手轮进给将机床移动到所想设的参考点位置,读取相对位置值
d:将读取的值写入参数1850——各轴栅格偏移量中。
e:断电开机再次返回参考点检查参考点位置是否正确。
仅供参考,具体看FANUC的说明书。