冲压点检记录
- 格式:docx
- 大小:118.40 KB
- 文档页数:1
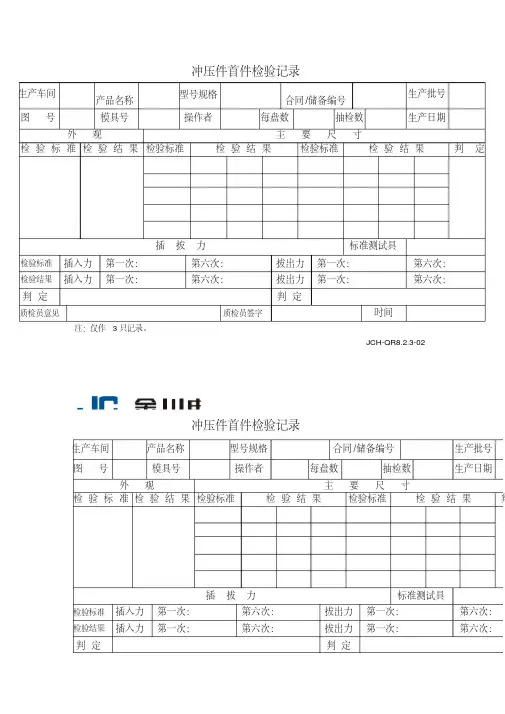
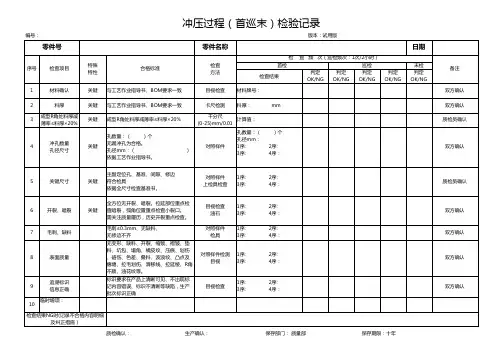
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。



冲压件首检记录表
NO:产名名称材质规格型号
机床编号检验数量检验日期
序号检验项
目
技术要
求
检测方式
实测记录判定
1 2 3 4 5 6
合格
数
不合
格数
1 外观无压印目测
2 无批锋目测
3 尺寸卷尺
4 卡尺/角度尺
5 卡尺/角度尺
6 卡尺/角度尺
7 卡尺/角度尺
结论:符合要求
检验员:注:无定量要求项符合要求记“√”,不符合要求记“×”
冲压件首检记录表
NO:
产名名称材质规格型号
机床编号检验数量检验日期
序号检验项
目
技术要
求
检测方式
实测记录判定
1 2 3 4 5 6
合格
数
不合
格数
1 外观无压印目测
2 无批锋目测
3 尺寸卷尺
4 卡尺/角度尺
5 卡尺/角度尺
6 卡尺/角度尺
7 卡尺/角度尺
结论:符合要求
检验员:注:无定量要求项符合要求记“√”,不符合要求记“×”。
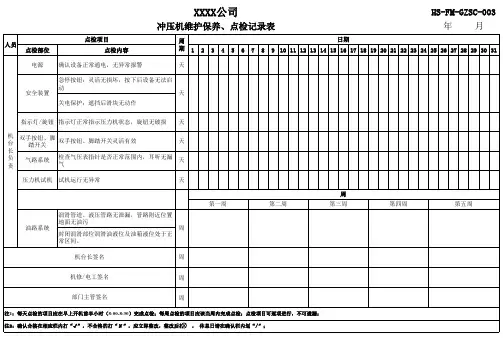
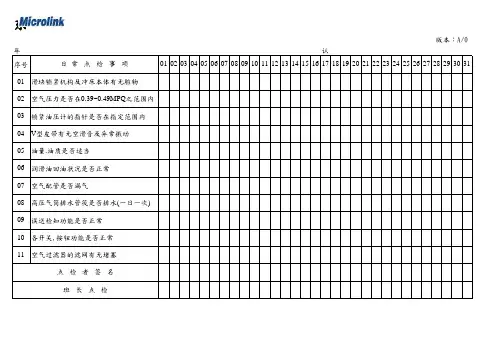
序号 日期
点检项目
12345678910111213141516171819202122232425262728293031
備註1检查机台是否有异常声
2检查润滑系统是否正常
3检查空气压力是否正常
4检查各个开关按钮是否正
常5检查闭模刻度是否正常
6检查机台温度是否正常
7检查各处油量是否充足
8检查是否有漏油
9机台是否清洁
10马达是否正常
11送料架是否正常
12送料机是否正常
13收料机是否正常
表單編號:
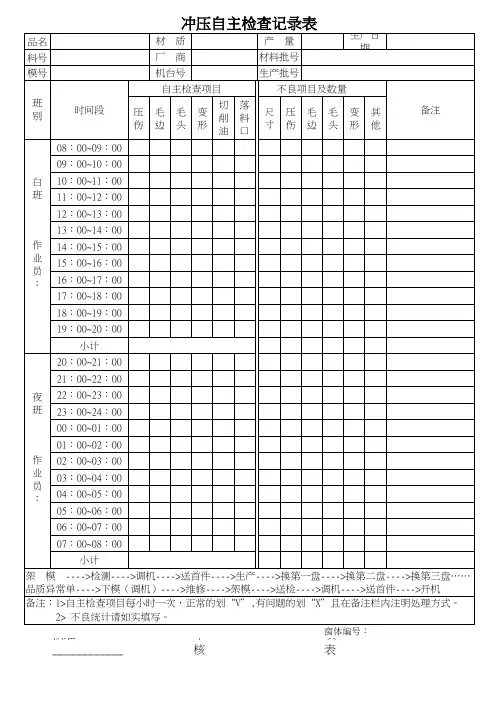
备注:1. 每日上班半小时内由操作员做好各项检查(含5S),正常项打ˇ,不正常打×,同时向主管报备。
2. 每日上班1小时内当班负责人确认各相关内容。
3. 此表由白班人员填写
查核人
. 年 月冲压设备每日点检表机台号:点检人核准: 审核: 制表:。
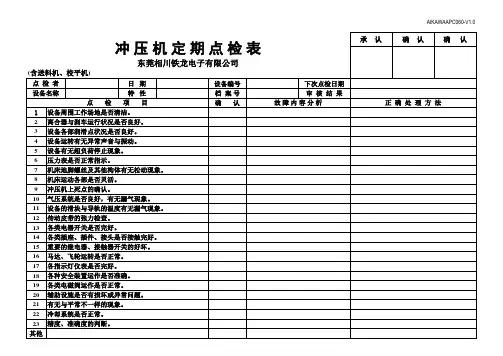
冲压点检记录
冲压点检记录是指在工厂或生产车间进行冲压生产过程中,记录每个工作点的检查情况和数据的文件或表格。
这些记录通常由操作员或质量控制人员填写,用于监控生产过程中的质量和效率,并及时发现和解决问题。
以下是典型的冲压点检记录可能包括的内容:
日期和时间:记录点检的日期和时间,以便追溯和分析问题。
生产工单信息:包括生产批次号、产品型号、工序号等信息,以区分不同的生产批次和工序。
机台信息:记录冲压机台的编号或名称,以确定问题出现的具体设备。
点检项目:包括需要检查的各项指标或项目,通常根据生产工艺和质量要求确定,可能包括:
冲压模具的磨损情况
冲压模具的清洁程度
冲压件尺寸的测量数据
冲压件外观质量的检查
冲压机运行状态的监测
冲压件的成型速度和周期时间等
检查结果:记录每个点检项目的实际检查结果,通常分为合格、不合格或异常等分类,如果发现问题,可能需要填写具体的问题描述和原因分析。
处理措施:如果发现问题或异常情况,记录采取的处理措施,例如及时更换模具、调整设备参数、清洁设备等,以及责任人和处理时间。
备注:在需要额外说明的情况下,可以添加备注信息,例如特殊情况的说明、建议改进的意见等。
冲压点检记录的目的是确保冲压生产过程中的质量稳定性和效率,并提供及时的反馈和纠正措施,以满足产品质量要求和生产计划。
这些记录通常由质量控制部门或生产管理部门进行管理和归档,以备日后的查阅和分析。