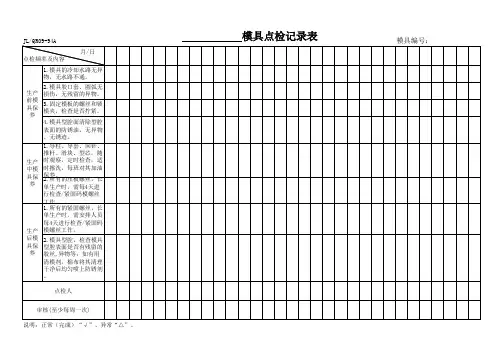
模具点检表
- 格式:doc
- 大小:60.00 KB
- 文档页数:38
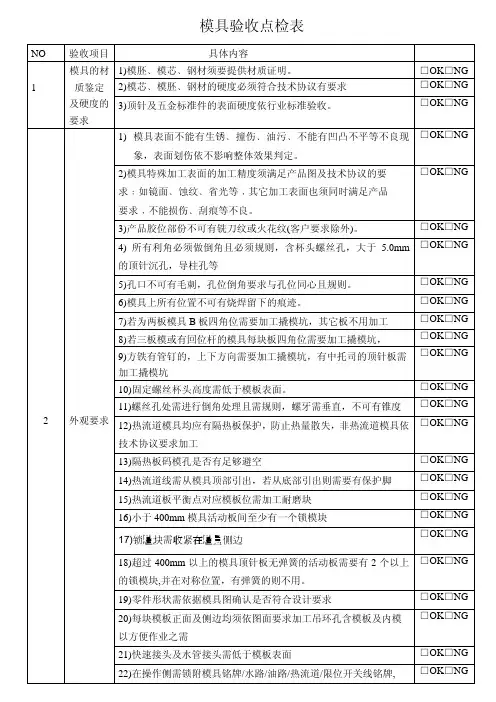
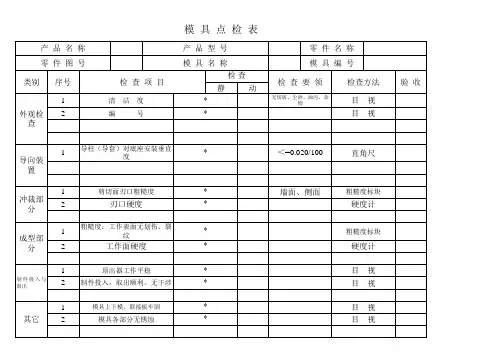
NO 验收项目 具体内容1)模胚﹑模芯﹑钢材须要提供材质证明。
□OK □NG 2)模芯﹑模胚﹑钢材的硬度必须符合技术协议有要求□OK □NG 1模具的材 质鉴定及硬度的要求 3)顶针及五金标准件的表面硬度依行业标准验收。
□OK □NG 1) 模具表面不能有生锈﹑撞伤﹑油污﹑不能有凹凸不平等不良现象,表面划伤依不影响整体效果判定。
□OK □NG 2)模具特殊加工表面的加工精度须满足产品图及技术协议的要 求﹕如镜面﹑蚀纹﹑省光等﹐其它加工表面也须同时满足产品 要求﹐不能损伤﹑刮痕等不良。
□OK □NG3)产品胶位部份不可有铣刀纹或火花纹(客户要求除外)。
□OK □NG4) 所有利角必须做倒角且必须规则,含杯头螺丝孔,大于5.0mm 的顶针沉孔,导柱孔等□OK □NG 5)孔口不可有毛刺,孔位倒角要求与孔位同心且规则。
□OK □NG 6)模具上所有位置不可有烧焊留下的痕迹。
□OK □NG 7)若为两板模具B 板四角位需要加工撬模坑,其它板不用加工 □OK □NG 8)若三板模或有回位杆的模具每块板四角位需要加工撬模坑, □OK □NG 9)方铁有管钉的,上下方向需要加工撬模坑,有中托司的顶针板需 加工撬模坑□OK □NG 10)固定螺丝杯头高度需低于模板表面。
□OK □NG 11)螺丝孔处需进行倒角处理且需规则,螺牙需垂直,不可有锥度□OK □NG 12)热流道模具均应有隔热板保护,防止热量散失,非热流道模具依技术协议要求加工□OK □NG 13)隔热板码模孔是否有足够避空□OK □NG 14)热流道线需从模具顶部引出,若从底部引出则需要有保护脚□OK □NG 15)热流道板平衡点对应模板位需加工耐磨块□OK □NG 16)小于400mm 模具活动板间至少有一个锁模块 □OK □NG 17)锁模块需收紧在模具侧边□OK □NG 18)超过400mm 以上的模具顶针板无弹簧的活动板需要有2个以上的锁模块,并在对称位置,有弹簧的则不用。
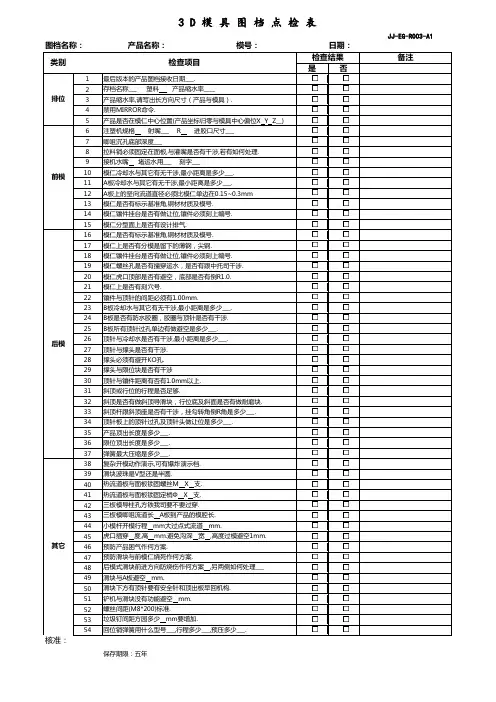
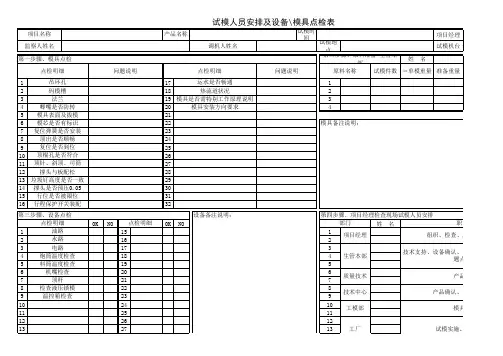
备注是否1最后版本的产品图档接收日期___.2存档名称___ 塑料 产品缩水率____3产品缩水率,请写出长方向尺寸(产品与模具).4禁用MIRROR命令.5产品是否在模仁中心位置(产品坐标归零与模具中心偏位X Y Z__)6注塑机规格 射嘴___ R 进胶口尺寸___7唧咀沉孔底部深度___8拉料销必须固定在面板,与灌嘴是否有干涉,若有如何处理.9接机水嘴 堵运水用___ 刻字___10模仁冷却水与其它有无干涉,最小距离是多少___.11A板冷却水与其它有无干涉,最小距离是多少___.12A板上的坚向流道直径必须比模仁单边在0.15~0.3mm13模仁是否有标示基准角,钢材材质及模号.14模仁镶件挂台是否有做让位,镶件必须刻上编号.15模仁分型面上是否有设计排气.16模仁是否有标示基准角,钢材材质及模号.17模仁上是否有分模是留下的薄钢,尖钢.18模仁镶件挂台是否有做让位,镶件必须刻上编号.19模仁螺丝孔是否有撞穿运水,是否有跟中托司干涉.20模仁虎口顶部是否有避空,底部是否有倒R1.0.21模仁上是否有刻穴号.22镶件与顶针的间距必须有1.00mm.23B板冷却水与其它有无干涉,最小距离是多少___.24B板是否有防水胶圈,胶圈与顶针是否有干涉.25B板所有顶针过孔单边有做避空是多少___.26顶针与冷却水是否有干涉,最小距离是多少___.27顶针与撑头是否有干涉.28撑头必须有避开KO孔.29撑头与限位块是否有干涉30顶针与镶件距离有否有1.0mm以上.31斜顶或行位的行程是否足够.32斜顶是否有做斜顶导滑块,行位底及斜面是否有做耐磨块.33斜顶杆跟斜顶座是否有干涉,挂勾转角倒R角是多少___.34顶针板上的顶针过孔及顶针头做让位是多少___.35产品顶出长度是多少___.36限位顶出长度是多少___.37弹簧最大压缩是多少___.38复杂开模动作演示,可有爆炸演示档.39滑块波珠是V型还是半圆.40热流道板与面板锁固螺丝M X 支.41热流道板与面板锁固定梢Φ X 支.42三板模导柱孔方铁我司要不要过穿.43三板模唧咀流道长 A板到产品的模腔长.44小模杆开模行程 mm大过点式流道 mm.45虎口插穿 度,高 mm.避免沟深 宽 ,高度过模避空1mm.46预防产品困气作何方案.47预防滑块与前模仁烧死作何方案.48后模式滑块前进方向防烧伤作何方案 ,另两侧如何处理___49滑块与A板避空 mm.50滑块下方有顶针要有安全针和顶出板早回机构.51铲机与滑块没有功能避空 mm.52螺丝间距(M8*200)标准.53垃圾钉间距方园多少 mm要增加.54回位销弹簧用什么型号___,行程多少___,预压多少___.核准:保存期限:五年 排位前模后模其它检查项目3 D 模 具 图 档 点 检 表JJ-EG-R003-A1图档名称: 产品名称: 模号: 日期:检查结果类别。
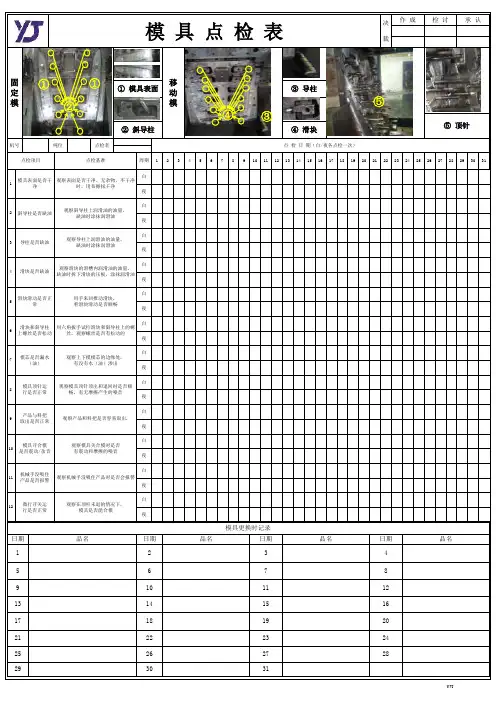
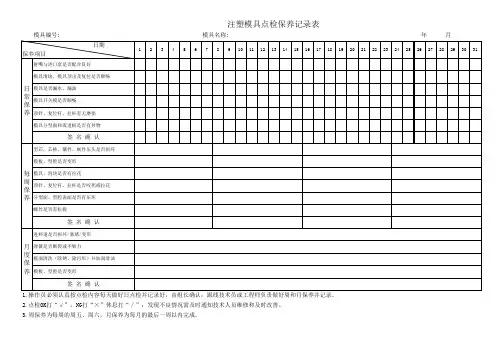
YJT/JL07-19⑤ 顶针③ 导柱④ 滑块模 具 点 检 表承 认检 讨作 成决 裁1112机械手没吸住产品是否报警微行开关运行是否正常观察在顶杆未退的情况下,模具是否能合模89模具顶针运行是否正常产品与料把取出是否正常101234白模芯是否漏水(油)用六角扳手试拧滑块和斜导柱上的螺丝,观察螺丝是否有松动的67观察上下模模芯的边缘处,有没有水(油)渗出5周期4夜白136123147891011122930312122232425262728151617181920观察模具顶针顶出和退回时是否顺畅,有无摩擦产生的噪音12日期品名白夜白4356879101211141618152322242721点检者172013日期品名日期品名机号吨位日期滑块滑动是否正常滑块和斜导柱上螺丝是否松动25用手来回推动滑块,看滑块滑动是否顺畅点 检 日 期(白/夜各点检一次)品名观察机械手没吸住产品时是否会报警模具更换时记录293031192628点检基准观察表面是否干净、无杂物,不干净时,用布擦拭干净观察斜导柱上润滑油的油量,缺油时涂抹润滑油观察导柱上润滑油的油量,缺油时涂抹润滑油观察滑块的滑槽内润滑油的油量,缺油时拆下滑块的压板,涂抹润滑油模具表面是否干净斜导柱是否缺油导柱是否缺油滑块是否缺油点检项目固定模① 模具表面移动模② 斜导柱模具开合模是否震动/杂音5观察产品和料把是否容易取出.观察模具关合模时是否有震动和摩擦的噪音夜白夜白夜白夜白夜白夜夜白夜白夜夜白①①②③④⑤。
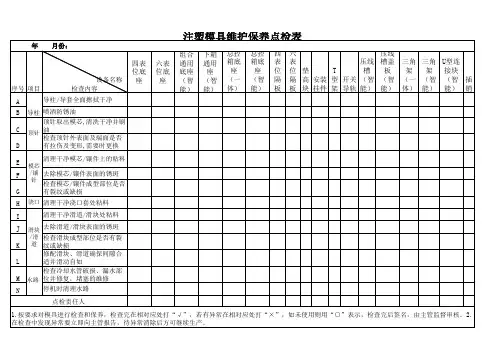

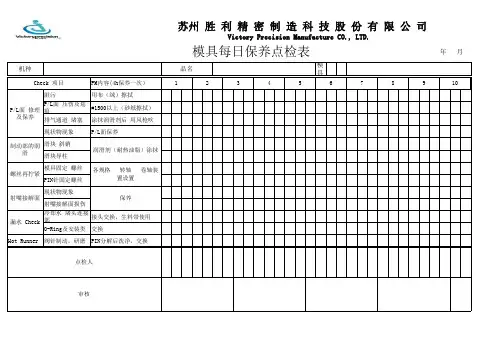
机种模具编号PM内容(4h保养一次)脏污用布(绒)擦拭P/L面 压伤及划痕#1500以上(砂纸擦拭)
排气通道 堵塞涂抹润滑剂后 用风枪吹
现状物现象
P/L面保养滑块 斜销
滑块导柱
模具固定 螺丝
PIN针固定螺丝
现状物现象
射嘴接解面损伤
冷却水 堵头连接部接头交换,生料带使用
O-Ring及安装类交换
Hot Runner 阀针制动,研磨PIN分解后洗净,交换
良好:○ 普通: △ 不良:×(普通:量产处 Check部:模具技术组)78910
制动部的润滑润滑剂(耐热油脂)涂抹
审核
各规格 转轴 卷轴装置设置螺丝再拧紧保养射嘴接解面漏水 Check 点检人P/L面 修理及保养 年 月 模具每日保养点检表
苏州 胜 利 精 密 制 造 科 技 股 份 有 限 公 司
Victory Precision Manufacture CO., LTD.
品名Check 项目
123456。