标准件通用检验指导书
- 格式:doc
- 大小:21.74 MB
- 文档页数:8
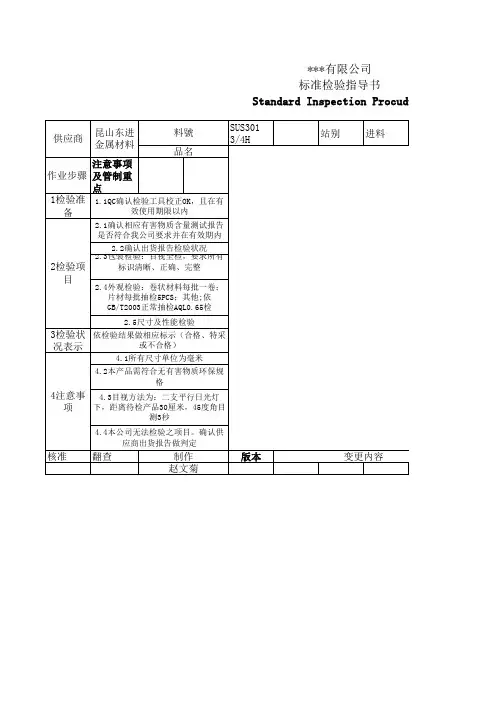
检验作业指导书1.进料检验1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
若非迫不得已,公司应尽可能不启用“特采”。
“特采”必须由总经理批准,可行时还必须征得客户的书面许可。
GOODBABY CHILD PRODUCTS CO.,LTD
STROLLER DIVISION
好孩子儿童用品有限公司
推车事业部
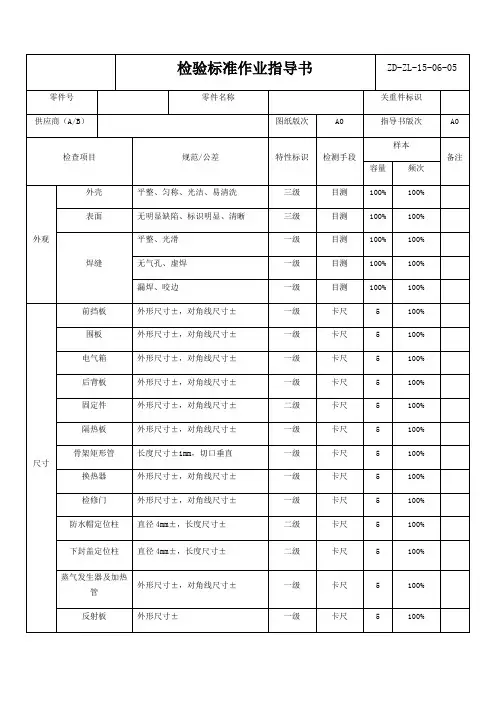
Inspection Specification For Self-Made Parts of C3000 series C3000自制件检验指导书
(Q/JZ·C3000·J·A0)
版本: A0
编制:
审核:
会签:
批准:
生效日期: 年月日
C3000 自制件检验指导书目录
F-CG-3064
标记处数更改文件号签名日期批准A0
F-CG-3064图号C3000-106 页码/ Page
零件名称后篷杆 2 / 29
附录一:
工装名称检验方法和要求:
外形工装1.将零件放进工装中用压板将零件压紧;
2.推动中间滑块检验零件成型高度;
附录二:
工装名称检验方法和要求:附录三:
工装名称检验方法和要求:
编制:会签:审核:批准:
编制:会签:审核:批准:。
三力五金机械制品厂检验标准作业指导书文件类型:三级文件编制部门:品管部文件编号: SOP-QC-029 编制日期: 2011年03月05日文件版次: A.0 文件页数:第 1 页,共 29 页分发范围分发部门冲压部涂装部工程部人力资源部业务部品管部资材部采购部管理者代表厂务经理总经理董事长分发份数1 1 1 ※※ 1 1 1 1※※※批准审核编制受控印章:生效日期: 2011.3.05 页数:第2页,共29页目录序列号文件内容页码文件修订履历 (04)1.0 目的 (05)2.0 范围 (05)3.0 定义 (05)4.0 权责 (05)5.0 作业程序 (05)5.1 外观检验标准 (05)5.1.1 外观缺点等级分类 (05)5.1.1 表面等级分类 (05)5.1.3 外观缺点定义 (05)5.1.4 外观缺点检测 (08)5.1.5 一般外观检验标准 (08)5.1.6 电镀/氧化件外观检验标准 (10)5.1.7 喷涂/丝印件外观检验标准 (12)5.2 五金原材料检验标准 (14)5.2.1 常用五金类原材料 (14)5.2.2 外观检验 (14)5.2.3 尺寸检验 (14)5.2.4 功能检验 (14)5.2.5 包装检验 (14)5.3 喷涂/丝印产品检验标准 (18)5.3.1 外观检验 (18)5.3.2 功能检验 (18)5.4 电镀件检验标准 (19)5.4.1 常见电镀类型 (19)5.4.2 外观检验 (19)5.4.3 电镀层厚度检验 (19)5.4.4 功能检验 (19)生效日期: 2011.3.05 页数:第3页,共29页目录序列号文件内容页码5.5 氧化件检验标准 (20)5.4.1 常见氧化类型 (20)5.4.2 外观检验 (20)5.4.3 氧化层厚度检验 (20)5.4.4 功能检验 (20)5.6 螺纹检验标准 (22)5.6.1 常见螺纹标注 (22)5.6.2 螺纹检验 (22)表一:常用内螺纹小径一览表 (23)表二:常用外螺纹大径一览表 (24)表三:扭力单位及换算 (25)表四:螺纹承受扭力标准 (25)5.7 紧固件检验标准 (26)5.7.1 紧固件常见标注 (26)5.7.2 紧固件检验 (26)紧固件明细表(一) (26)紧固件明细表(二) (27)紧固件明细表(三) (28)紧固件明细表(四) (29)生效日期: 2011.4.08 页数:第4页,共29页文件修订履历版次修订时间修订内容修订批准A.0 2011/04/08 5.4.3 修改电镀锌镀层厚度标准,增加标准引用。
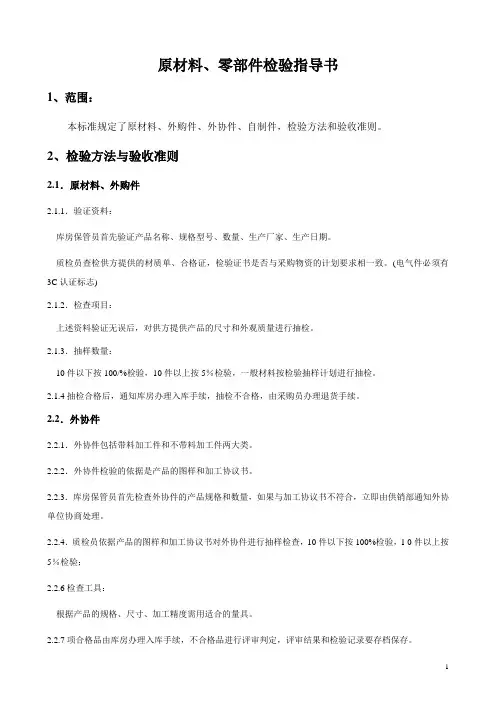
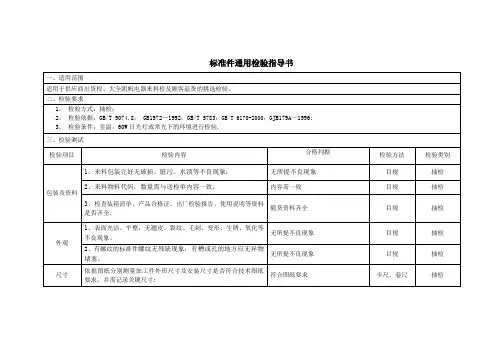
原材料、零部件检验指导书1、范围:本标准规定了原材料、外购件、外协件、自制件,检验方法和验收准则。
2、检验方法与验收准则2.1.原材料、外购件2.1.1.验证资料:库房保管员首先验证产品名称、规格型号、数量、生产厂家、生产日期。
质检员查检供方提供的材质单、合格证,检验证书是否与采购物资的计划要求相一致。
(电气件必须有3C认证标志)2.1.2.检查项目:上述资料验证无误后,对供方提供产品的尺寸和外观质量进行抽检。
2.1.3.抽样数量:10件以下按100/%检验,10件以上按5%检验,一般材料按检验抽样计划进行抽检。
2.1.4抽检合格后,通知库房办理入库手续,抽检不合格,由采购员办理退货手续。
2.2.外协件2.2.1.外协件包括带料加工件和不带料加工件两大类。
2.2.2.外协件检验的依据是产品的图样和加工协议书。
2.2.3.库房保管员首先检查外协件的产品规格和数量,如果与加工协议书不符合,立即由供销部通知外协单位协商处理。
2.2.4.质检员依据产品的图样和加工协议书对外协件进行抽样检查,10件以下按100%检验,1 0件以上按5%检验;2.2.6检查工具:根据产品的规格、尺寸、加工精度需用适合的量具。
2.2.7项合格品由库房办理入库手续,不合格品进行评审判定,评审结果和检验记录要存档保存。
2.3自制件2.3.1检验的依据是产品图样和(生产工艺指导书)2.3.2.检查方式:自检和专检2.3.3.自检要采取首件必检和工序间的抽检;并做生产记录。
2.3.4.专检由公司质量检验员完成,10件以下按100%检验,10件以上按5%检验,一般件按检验抽样计划进行抽检。
2.3.5.检查项目为产品图样标定的各项尺寸要求和外观质量。
2.3.6.合格品由专检人员签字后办理转序手续或入库手续。
抽检时,发现不合格品;要加倍抽样,仍有不合格时要全数检验,区分合格品和不合格品,不合格品要进行处置。
2.3.7.专检记录由技本质量部进行保存。
可编辑修改精选全文完整版检验作业指导书(共五则)第一篇:检验作业指导书检验作业指导书1.进料检验 1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法 1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择 1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式 1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
1.5.2 拒收若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==零件检验指导书篇一:关键零部件检验指导书文件编号:ZB- GD.12-01关键零部件检验指导书编制:审核:批准:201X年4月编制说明1. 本检验指导书主要包含关键零部件的通用进厂检验规范。
2. 本指导书严格依据相关的国家标准、行业标准、企业标准、产品图样及技术条件编制而成。
3. 本指导书的更改应严格执行文件和资料更改的相关规定;当进货检验员收到《技术更改通知单》和《技术协议》时,对这些项目必须逐项检验和验证。
4. 检验员应按照本检验指导书逐向检验和验证,合格时在《进货检验记录》上签名放行入库,不合格时填写《不合格品评审单》,认真描述不合格项及其部位,(必要时可在不合格处做相应标识)并立即通知采购人员反馈,以便及时处理。
同时,检验员应及时向供应商发出整改通知,并验证其整改实施情况。
检验结束后检验员应填写《进货检验记录》备查。
5. 进货产品在车间使用过程中对装上车后才能发现功能性问题的采购产品(如电器产品等)必须跟踪检验。
6. 因客车产品的小批量多品种的特点,本检验指导书实施的抽样方案:批量3件以下全检,3件以上外观、标识按20%抽检,尺寸及功能项10%抽检,总抽检件数不超过6件。
材质及性能主要验证供方提交的检验报告或权威机构检测报告。
判定:1件不合格即视为该检验批不合格。
7. 对3C规定部件认证的关键零部件,每批产品应验证相应车型的产品一致性,以及认证标志的使用情况。
同时每季度检查一次所有关键零部件3C证书的有效性,产品认证3C标志印刷/模压批准书的有效性。
8. 本检验指导书引用的相关标准不注明年代号,所有标准均应按照最新有效版本执行。
9. 本指导书自发布之日起开始执行。
目录篇二:零件检验指导书深圳华呈瑞机电技术有限公司篇三:03-零部件检验作业指导书家用燃气灶具部件检验作业指书第 1 页共 6 页家用燃气旋塞阀总成检验作业指导书第 2 页共 6 页家用燃气脉冲检验作业指导书第 3 页共 6 页家用燃气自吸式电磁阀检验作业指导书第 4 页共 6 页家用燃气熄火保护装置检验作业指导书第 5 页共 6 页篇四:零件检验指导书零件检验指导书品名: USB2.0线材。
用于指导机电科技事业部原材料的检验及验收。
2.0适用范围:适用于机电科技事业部所有的原材料;机电科技事业部主要原材料分为:钢材、不锈钢、铝合金、钣金料、塑料、铜、玻璃纤维板等。
3.0抽样频率及接收标准按照MIL-STD-105E(GB/T2828.1-2003)一次抽样方案,一般抽样水平Ⅱ级标准AQL:CR=0,MAJ=0.65,MIN=1.5,如有特殊抽样(包括放宽检验、加严检验等)参照GB2828检验水平S-1操作。
4.0检验条件4.1 检验判定要求:目视检验距离为300±5mm,判定时间5S.4.2 检验使用工具及文件:带表卡尺、千分尺、卷尺、直角尺、平台、塞尺、图纸、物料确认记录表等。
5.0 检验项目及判定标准5.1 依照图纸中材质对照送货单(领料单),确定材质是否正确,是否符合ROHS要求;5.2 外观检验项目及判定标准5.2.1 表面无明显凹坑、缺陷。
(深度超过1mm定义为明显凹坑缺陷,标准板料外观检查,不允许有折痕、凹坑、压痕等(详参《外观检验规范》执行)。
5.2.2 材料无明显变形。
(200mm长度内变形量超过0.2mm定义为明显变形,此变形为不可接受) 5.2.3 每批来料对比标准色板无明显色差为合格反之不可接受。
5.3尺寸检验及判定标准:5.3.1依照《产品工艺流程》中备料尺寸检验;5.3.2判定标准:线性尺寸极限偏差数值 +2/-1mm , 形位尺寸偏差数值⊥0.5mm;平面度0.2mm6.0 相关表单6.1 [物料确认记录表]6.2 [产品工艺流程]6.3 [MIL-STD-105E抽样表]6.4 [不合格品处理流程]6.5 [外观检验规范]。