钢板开孔技术简介
- 格式:ppt
- 大小:181.00 KB
- 文档页数:12
金属板材加工件打孔金属板材加工是现代制造业中非常重要的一种工艺,在工业生产和日常生活中都有广泛应用。
而在金属板材加工的过程中,打孔也是不可或缺的基本工艺之一。
从最简单的针孔到复杂的贯孔,打孔在金属板材加工中发挥着重要的作用。
接下来,本文将介绍金属板材加工件中打孔的一些技术和知识。
一、打孔技术目前在金属板材加工中,主要的打孔技术有激光打孔、数控冲孔、数控钻孔和普通冲压四种。
其中,数控冲孔和数控钻孔是目前使用比较广泛的技术。
数控冲孔技术是利用冲孔机在金属板上制造孔洞。
在这种技术中,冲头被放置在机器的某个位置,通过液压装置和电脑控制使其移动,从而完成冲压工艺。
数控冲孔机不仅速度快,而且孔洞质量高,孔洞半径小。
数控钻孔技术,就是利用VC数控、数控切割、铣削床和加工中心等设备,通过软件编程控制,将钻头钻入金属板上,即可完成孔洞打孔。
这种技术在加工精度和孔距方面有着独特的优势,并且它所加工的孔洞精度很高,而且能够进行非常精细的加工。
二、打孔的材料选择在金属板材加工中,打孔不同于其他工艺,不能像切割加工一样使用同种材质进行打孔。
而是需要在材料选择上进行合理搭配。
在选择材料时,考虑因素有金属板材厚度,金属材料的机能和适用性,钻头材料与形状。
金属板材厚度很有可能是选取材料的关键。
对于0.5mm以下的薄板,日常使用上,最好采用数控冲孔加工技术,而且一般使用电镀锌铁质板材,较为合适。
如果是厚度较大的板材,可以选择数控钻孔技术进行加工。
而不同材料的机能则是考虑不同产品的使用性能和环境因素。
三、打孔的注意事项在金属板材加工中,打孔与一般的加工工艺有所不同,孔洞的大小、形状、深度和孔距都是需要非常注重的。
为保证孔洞的准确性,需要注意以下的几个方面。
首先,为了防止钻头钻过程中的温度过高,需要合理选择和使用润滑剂,降低钻孔时的热能冲击影响,从而可以避免钻头产生过多的磨损。
其次,应对孔洞结构进行估算计算,为打孔工具的正常使用提供基础,而且极为重要的是合理确定孔距。
一种高炉炉壳平板开孔方法
高炉炉壳平板开孔是一种使用信号脉冲的金属切割方法,可以将
硬度较高的钢表面快速、高效地切割出开孔,它是一种半定向切割技术,不仅可以切割出任何形状大小的开孔,还可以在原材料上设计模具,实现“一次性成型”,从而提高工作效率、节省材料成本。
高炉炉壳平板开孔是用信号脉冲切割技术将钢板进行切割,整个
过程以电子信号切割机控制,可精确控制切割路径,切割过程充分考
虑到铁锭的特性,根据钢材的性能差异,采取有效的供电方式,避免
高炉炉壳上料块的裂变、变形等弊病。
此外,由于采用信号脉冲切割技术,钢板的切割断面更具光洁度,清理较少,尤其是在对厚度达到几毫米以上的钢板切割上,通过精密
控制切割速度,可以获得更加规范化的产品,大大提高了制造流程的
工作效率,提高了生产率。
总之,高炉炉壳平板开孔是一种高效率、精确度较高的金属切割
技术,广泛应用于钢板加工制造领域,能够使生产效率大幅提高、工
艺控制精确、材料成本降低,是一种适合中高端市场的现代切割技术。


不锈钢穿孔流程-概述说明以及解释1.引言1.1 概述不锈钢是一种耐腐蚀性能极佳的金属材料,因其具有高强度、高硬度和良好的耐磨性等特点,被广泛应用于各个领域。
而穿孔则是一种将不锈钢板或管材上制造出一系列孔洞的加工过程。
不锈钢穿孔流程主要通过机械力对不锈钢材料进行加工,以达到所需的穿孔效果。
穿孔方式分为冲孔和钻孔两种常见方法。
冲孔是通过冲压机械将模具对不锈钢材料进行冲压,形成所需的孔洞;而钻孔则是通过钻头对不锈钢进行钻孔操作。
不锈钢穿孔流程的具体步骤包括以下几个方面。
首先,确定穿孔的位置和尺寸,并制定相应的加工方案。
然后,选择合适的冲孔或钻孔工具和设备,并根据实际情况进行装配调试。
接下来,对不锈钢材料进行精确定位和固定,以确保加工的准确性和稳定性。
在加工过程中,控制好加工速度、压力和参数,避免过渡施力或过度切削,以免影响不锈钢材料的性能。
最后,完成穿孔后,进行必要的后续加工和处理,如去毛刺、研磨抛光等,以提高穿孔件的质量。
不锈钢穿孔流程在各行各业均有广泛应用。
例如,在建筑领域,不锈钢穿孔板常被用作装饰材料,可以营造出别具一格的艺术效果;在制造业中,不锈钢穿孔管常被用于过滤和分离等工艺,提高产品的质量和效率。
此外,不锈钢穿孔还可以有助于增强材料的通风性、透光性和抗压性能等,具有多种实际应用价值。
综上所述,不锈钢穿孔流程是一种重要的金属加工技术,可以为不锈钢材料赋予更多的功能和应用特性。
随着工艺和设备的不断进步和优化,不锈钢穿孔技术将在更多领域得到应用,为各行各业提供更好的解决方案和发展机遇。
文章结构部分应该包含对整篇文章内容的概述和组织安排的描述。
以下是针对不锈钢穿孔流程文章的一个可能的1.2文章结构的内容:"1.2 文章结构本文将对不锈钢穿孔流程进行详细介绍和分析。
文章分为引言、正文和结论三个部分。
在引言部分,首先对不锈钢穿孔流程进行了概述,介绍了其在不锈钢加工中的重要性和应用范围。
随后,该部分阐明了文章的结构和组织安排,使读者能够清晰地了解整篇文章的内容和安排,为读者提供了预期结果和阅读路线。
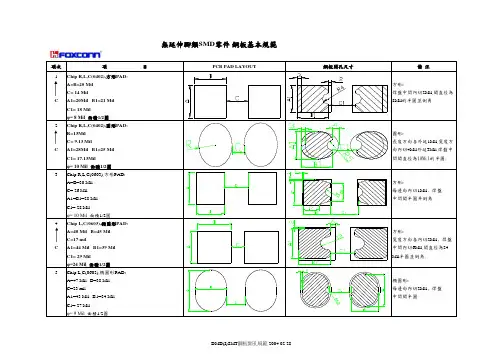
纲网制作及开制纲网规范一.网框二.绷网方式三.钢片厚度四. MARK点刻法五.字符六.开口通用规则七.开口方式一.网框常用网框推荐型号:1)29”x29”2 )23”x23”3 )650mmx550mm4 )600x550mm印刷机的大小不一样,对网框的大小要求也会不一样,所以具体网框的大小要视印刷机的情况而定。
二.绷网方式若须电解抛光先将钢片电抛光处理,保证钢片光亮,无刺然后选择合适的绷网方式1.黄胶+DP100 +铝胶带绷网方式:因DP100本身耐清洗,再加上铝胶带保护,故不会脱网.2.黄胶+DP100 +S224保护漆绷网方式:DP100不会受清洗剂腐蚀,S224保护漆可使丝网不漏光及更美观.3.黄胶+DP100内部全部封胶的绷网方式:此种绷网方式可耐任何清洗剂清洗.而且美观,客户在清洗网板时更方便.4.黄胶+DP100两面封胶的绷网方式:此种绷网方式可耐超声波清洗三.钢片1. 钢片厚度 (厚度可用0.1mm-0.3mm)(1)为保证足够的锡浆/胶水量及焊接质量,常用推荐钢片厚度为:印胶网为0.2mm, 印锡网为0.15mm;(2)如有重要器件(如QFP 、CSP、0402、0201、COB等元件),为保证印锡量和焊接质量,印锡网钢片厚度的選擇較重要。
2. 钢片尺寸为保证钢网有足够的张力和良好的平整度,通常建议钢片距网框内侧保留有20~30mm.四. MARK点刻法视客户的印刷机而定,有印刷面半刻,非印刷面半刻,两面半刻,全刻透封黑胶和全刻透不封黑胶。
五.字符为能方便区分钢网适合生产的机型、使用状况以及与客户之间的沟通,通常建议在钢网上刻以下字符:客户型号(MODEL)、本厂编号(P/C)、钢片厚度(T)、生产日期(DATE).六.开口通用规则1. 测试点,单独焊盘,客户无特殊说明则不开口.2. 中文字客户无特殊要求不刻.七.开口方式(一) 印刷锡浆网1Chip料元件的开口设计:(1) 封装为0402的焊盘开口1:1;(2) 封装为0603及0603以上的CHIP元件。


钢板开孔后应力集中现象引言:钢板开孔是工程中常见的一种加工方式,通过在钢板上钻孔、切割或冲压等方法,来满足特定的设计要求。
然而,在钢板开孔后,我们需要注意到一个重要的问题,即应力集中现象。
本文将对钢板开孔后应力集中现象进行探讨,以及其对结构强度和稳定性的影响。
一、应力集中的原因钢板开孔后,周围的材料会发生应力重分布。
在开孔边缘附近,由于材料的完整性被破坏,导致应力集中。
应力集中的原因主要包括以下几个方面:1. 几何因素:开孔的形状和尺寸会对应力集中程度产生影响。
一般来说,孔径越大、孔边角越尖锐,应力集中效应越明显。
2. 材料性质:不同的材料具有不同的应力集中特性。
硬度大、韧性差的材料在开孔后应力集中现象更为明显。
3. 载荷作用:外界的载荷作用也会影响应力集中。
在开孔处施加不均匀的载荷,会导致应力集中的程度加剧。
二、应力集中的影响应力集中现象会对结构的强度和稳定性产生不利影响,具体体现在以下几个方面:1. 强度下降:应力集中会导致局部应力超过材料的屈服强度,造成局部形变甚至破裂。
这将降低结构的整体强度,影响其承载能力。
2. 疲劳寿命减少:应力集中还会加速材料的疲劳破坏过程。
在开孔处,应力集中会导致应力集中因子增大,从而加速疲劳裂纹的形成和扩展,降低结构的疲劳寿命。
3. 塑性变形:在应力集中区域,材料容易出现塑性变形。
这将导致结构的变形不均匀,进而影响其稳定性和工作性能。
三、应对应力集中的方法为了减轻钢板开孔后的应力集中现象,可以采取以下几种方法:1. 增加开孔的半径:通过增加开孔的半径,可以减小应力集中的程度。
这样可以提高结构的强度和稳定性。
2. 使用圆形孔:相对于其他形状的孔,圆形孔的应力集中效应较小。
因此,在设计中尽可能选择圆形孔,以减轻应力集中现象。
3. 使用合适的材料:选择合适的材料也可以减轻应力集中现象。
一般来说,具有良好韧性和高强度的材料对应力集中的抵抗能力更强。
4. 优化结构:通过优化结构设计,可以减少应力集中的发生。
开孔补强措施1. 引言在工程建设和维护过程中,为了满足特定的需要,我们通常需要在构件中开设开孔。
然而,开孔会对构件的承载能力和稳定性产生一定的影响。
为了解决这一问题,需要采取适当的开孔补强措施,以确保结构的完整性和安全性。
本文将介绍一些常见的开孔补强措施,包括加固材料的选取、加固构件的设计和施工方法等。
这些措施将有助于提升开孔结构的承载能力和稳定性。
2. 开孔补强措施的选取在选择开孔补强措施时,需要综合考虑构件的材料、结构形式、开孔尺寸和工程要求等因素。
下面将介绍几种常见的开孔补强措施。
2.1 钢板加固钢板加固是一种常见的开孔补强措施,适用于需要增加构件承载能力的情况。
在开孔处焊接或螺栓连接钢板,以增加构件的强度和刚度。
钢板加固具有施工方便、加固效果显著等优点,适用于较小尺寸的开孔。
2.2 纤维增强材料加固纤维增强材料加固是一种常用的开孔补强措施,适用于需要增加构件强度和刚度的情况。
可以使用碳纤维布、玻璃纤维布等纤维增强材料对开孔区域进行包覆或粘贴,以提升构件的承载能力和稳定性。
纤维增强材料加固具有质量轻、施工简便等优点,适用于中小尺寸的开孔。
2.3 高强度混凝土灌注在需要增强构件强度和刚度的情况下,可以采用高强度混凝土灌注的方法进行加固。
通过在开孔区域灌注高强度混凝土,增加构件的承载能力和稳定性。
高强度混凝土灌注加固适用于较大尺寸的开孔,具有加固效果显著、施工简便等优点。
3. 开孔补强构件的设计要点在进行开孔结构的补强设计时,需要注意以下要点,以确保补强效果和施工质量。
3.1 加固材料的选取根据开孔结构的具体要求,选择合适的加固材料,包括钢板、纤维增强材料和高强度混凝土等。
需要考虑材料的性能、施工方便性和经济性等因素。
3.2 加固结构的设计根据开孔结构的开孔尺寸和构件的强度需求,设计合适的加固结构。
对于钢板加固,需要确定合理的焊接或螺栓连接方式。
对于纤维增强材料加固,需要确定合适的粘贴方式和层数。
50厚钢板开孔规范要求
对于厚度大于50mm的钢板,我们一般是采用火焰切割,也可以叫氧气切割,切割的步骤为:
1、根据中厚板厚度,选择适当孔径的割嘴,然后安装好;
2、将氧气和燃气压力调整到规定数值;
3、点燃预热火焰,缓慢打开氧气阀,对火焰白心长度进行调整,让它变成中性火焰,然后对起割点进行预热,割嘴应垂直于中厚板表面,白心尖端与中厚板表面之间的距离保持在1.5—2.5mm之间;
4、当起割点达到燃烧温度时,打开切割氧气阀,这时就可以开始切割中厚板了;
5、切割完中厚板,先关闭切割氧气阀,然后再关闭氧气阀。