钢板开孔讲解
- 格式:ppt
- 大小:258.50 KB
- 文档页数:20

打孔钢板固定成组螺栓施工工法打孔钢板固定成组螺栓施工工法一、前言钢结构施工是现代建筑工程中常用的一种结构形式,而打孔钢板固定成组螺栓施工工法是其中的一种常见方式。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例,让读者全面了解该工法。
二、工法特点打孔钢板固定成组螺栓施工工法具有以下特点:1. 施工快捷高效:通过提前在钢板中打孔,并使用螺栓将钢板成组固定,可以大幅度缩短施工周期。
2. 施工质量可控:使用螺栓将钢板固定成组,可以保证钢板的稳定性和施工质量。
3. 施工安全性高:固定成组后的钢板更加稳定,并且可以节约人力资源,减少施工中的人员伤亡事故风险。
三、适应范围打孔钢板固定成组螺栓施工工法适用于各类钢结构工程,尤其适用于那些对施工周期和质量要求较高的工程,例如大型桥梁、高层建筑、设备支撑架等。
四、工艺原理该工法通过对施工工法与实际工程之间的联系以及采取的技术措施进行具体的分析和解释,让读者了解该工法的理论依据和实际应用。
工艺原理主要包括以下几个方面:1. 钢板打孔:根据设计要求和施工图纸,在钢板上预先布置好孔位并进行打孔。
孔位的大小和位置需要精确控制,以确保后续的螺栓固定工作。
2. 螺栓固定:将打孔后的钢板成组固定,采用螺栓将钢板紧密连接在一起,并通过扭力装置达到要求的紧固力。
3. 螺栓检验:对固定螺栓进行检验,确保螺栓的质量和固定效果符合要求。
4. 组装质量控制:通过严格控制每个工序的质量,确保整个组装工艺的稳定性和可靠性。
五、施工工艺施工工艺是对施工工法的各个施工阶段进行详细的描述,让读者了解施工过程中的每一个细节。
施工工艺主要包括以下几个步骤:1. 钢板打孔:根据施工图纸在钢板上打孔,确保孔位的准确性和一致性。
2. 成组固定:按照设计要求将打孔后的钢板成组固定。
3. 螺栓紧固:使用扭力装置将螺栓紧固到设计要求的扭力值。
4. 螺栓检验:对螺栓进行检验,确保螺栓的质量和紧固效果。

内容:1、 钢网制作方式:激光开刻、电抛光。
2、钢板厚度:pitch≤0.5mm 钢板选择0.13mm ; pitch>0.5mm钢板厚度选择0.15mm。
3、钢板厚度 ≥0.15mm 采用防锡珠设计开刻。
4、钢网尺寸:650mm×550mm 420mm×520mm5、制作精度:0402元件、BGA、QFP IC(0.5毫米间距)的钢板开孔误差保证在±0.01毫米以 内,其于元件保证误差在±0.02毫米以内。
6、MARK点制作要求:制作方式为全刻,MARK点最少制作数量3个。
7、MARK点的选择原则:7.1 如果PCB上的两条对角线上各有两个MARK点,则必须把四个点全部全刻制作出来。
7.2 如果只有一条对角线上有两个MARK点,则另外一个MARK点选点需满足:到此对角线的 垂直距离最远。
(这个点可以是QFP 中心点)7.3 涉及其他情况,须制作前告诉钢网制作者。
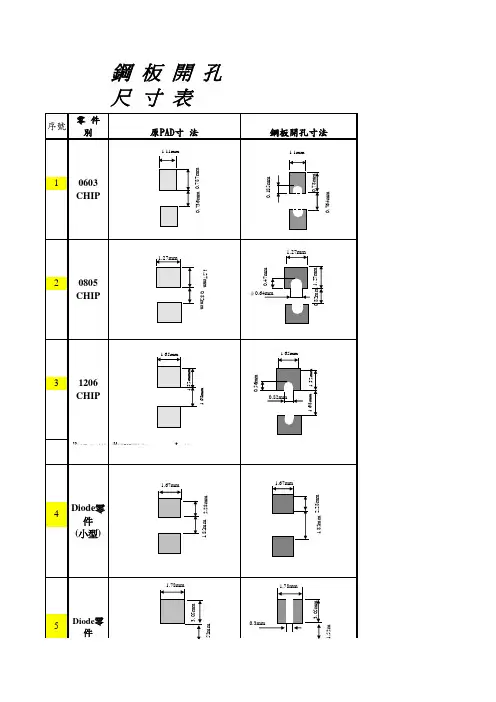
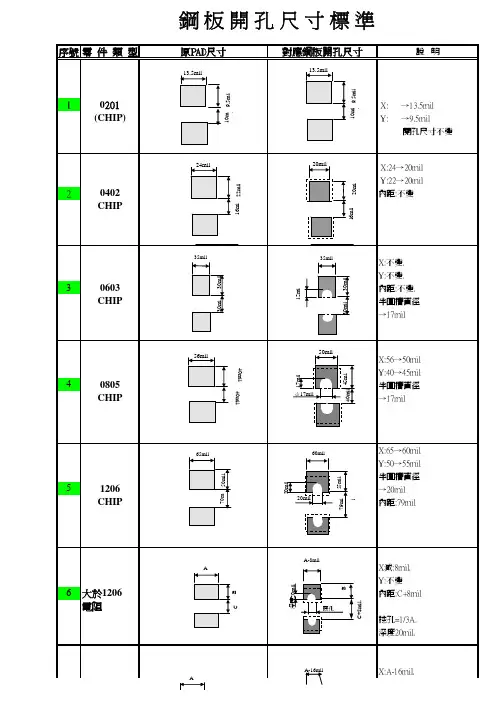
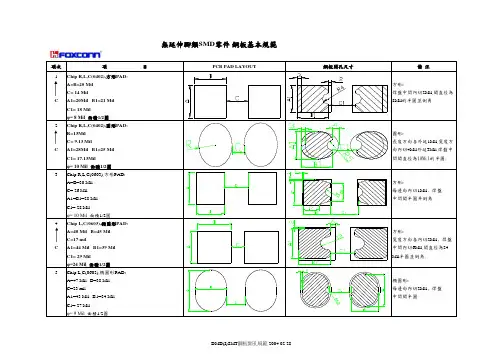
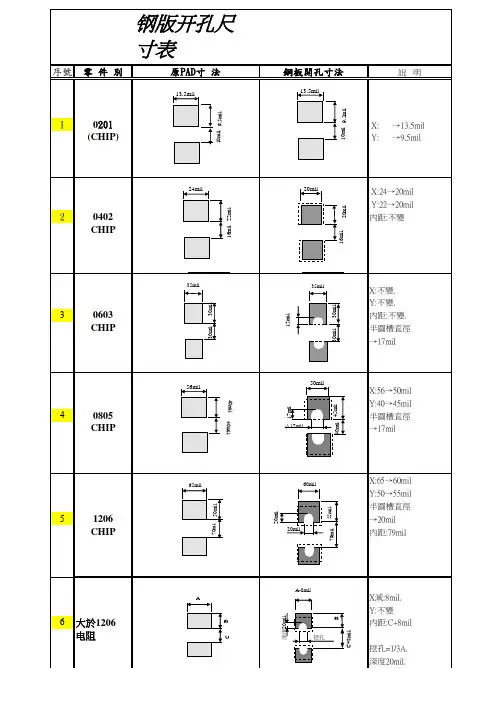
8、元件开孔原则:8.1 0805、1206钢网采用1:1开孔,0805开孔间距1.0mm,如图1:(采用防锡珠)。
0603开孔 如图28.20.1mm0.2mm8.3 SOT-23封装的元件开刻时要缩小5%--10%。
8.4 1.27mm pitch BGA开刻时开孔的直径为0.5mm--0.55mm在焊盘的基础上缩小5%。
8.5 1.00mm Pitch BGA焊盘开孔1:1。
8.6 QFP大于等于0.5mm pitch,开孔在焊盘的基础上缩小10%并且倒圆角(半径r=0.12mm).8.7 方形二极管、钽电容:要求全孔开刻,同时由内侧外扩保证元件与锡膏之间有0.5mm 的重 合。
如图:外扩部分8.8 0.5mm pitch sop开刻开孔宽度为0.23mm,长度不变。
8.9 0.65mm pitch sop 开刻宽度缩小10%来开刻。
8.10 SOT89封装元件的开孔面积缩小10%。
8.11 1206的焊盘贴装0603元件的开刻孔居中按0603的元件开刻,焊盘间距0.70mm。
纲网制作及开制纲网规范一.网框二.绷网方式三.钢片厚度四. MARK点刻法五.字符六.开口通用规则七.开口方式一.网框常用网框推荐型号:1)29”x29”2 )23”x23”3 )650mmx550mm4 )600x550mm印刷机的大小不一样,对网框的大小要求也会不一样,所以具体网框的大小要视印刷机的情况而定。
二.绷网方式若须电解抛光先将钢片电抛光处理,保证钢片光亮,无刺然后选择合适的绷网方式1.黄胶+DP100 +铝胶带绷网方式:因DP100本身耐清洗,再加上铝胶带保护,故不会脱网.2.黄胶+DP100 +S224保护漆绷网方式:DP100不会受清洗剂腐蚀,S224保护漆可使丝网不漏光及更美观.3.黄胶+DP100内部全部封胶的绷网方式:此种绷网方式可耐任何清洗剂清洗.而且美观,客户在清洗网板时更方便.4.黄胶+DP100两面封胶的绷网方式:此种绷网方式可耐超声波清洗三.钢片1. 钢片厚度 (厚度可用0.1mm-0.3mm)(1)为保证足够的锡浆/胶水量及焊接质量,常用推荐钢片厚度为:印胶网为0.2mm, 印锡网为0.15mm;(2)如有重要器件(如QFP 、CSP、0402、0201、COB等元件),为保证印锡量和焊接质量,印锡网钢片厚度的選擇較重要。
2. 钢片尺寸为保证钢网有足够的张力和良好的平整度,通常建议钢片距网框内侧保留有20~30mm.四. MARK点刻法视客户的印刷机而定,有印刷面半刻,非印刷面半刻,两面半刻,全刻透封黑胶和全刻透不封黑胶。
五.字符为能方便区分钢网适合生产的机型、使用状况以及与客户之间的沟通,通常建议在钢网上刻以下字符:客户型号(MODEL)、本厂编号(P/C)、钢片厚度(T)、生产日期(DATE).六.开口通用规则1. 测试点,单独焊盘,客户无特殊说明则不开口.2. 中文字客户无特殊要求不刻.七.开口方式(一) 印刷锡浆网1Chip料元件的开口设计:(1) 封装为0402的焊盘开口1:1;(2) 封装为0603及0603以上的CHIP元件。
船用钢板钻孔方法主要取决于钢板的厚度、材质以及所需的孔径。
以下是一些常用的钻孔方法:
1. 机械钻孔:对于较薄的钢板(厚度小于20mm),可以使用机械钻孔方法。
这种方法通常使用电钻、风钻等设备,通过旋转的钻头将钢板打孔。
为防止钻头过热,可以边钻孔边浇水进行冷却。
当孔快要穿透时,降低钻速,避免钻头在孔的背面造成凸起。
2. 冲击钻孔:对于较厚的钢板(厚度大于20mm),可以使用冲击钻孔方法。
这种方法使用专用的冲击钻头,通过高速冲击来打孔。
冲击钻孔时,需要保证钻头的垂直度,并控制好冲击力度,避免破坏钢板的表面。
3. 焰切钻孔:对于高强度、高硬度等难熔金属板材,可以使用焰切钻孔方法。
这种方法通过高温火焰局部熔化钢板,然后利用压缩空气将熔化物吹走,从而实现打孔。
焰切钻孔时,需要控制好火焰的温度、压缩空气的压力以及打孔速度,以确保孔的质量。
4. 电弧钻孔:对于不锈钢等具有良好导电性能的金属板材,可以使用电弧钻孔方法。
这种方法通过在钢板上产生电弧,利用电弧的高温来熔化钢板,并通过压缩空气将熔化物吹走。
电弧钻孔时,需要控制好电流、电压等参数,以确保孔的质量。
这些钻孔方法可以根据船用钢板的实际情况进行选择,以实现高质量的钻孔效果。