形位公差及检测
- 格式:ppt
- 大小:889.00 KB
- 文档页数:54
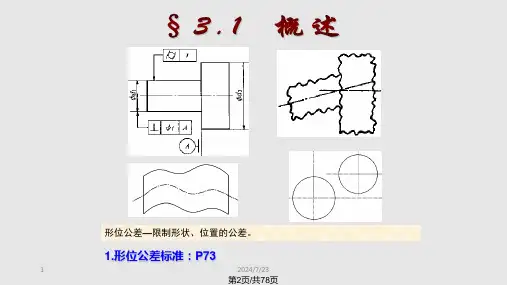
形位公差的标注应注意以下问题:(1) 形位公差内容用框格表示,框格内容自左向右第一格总是形位公差项目符号,第二格为公差数值,第三格以后为基准,即使指引线从框格右端引出也是这样.(2) 被测要素为中心要素时,箭头必须和有关的尺寸线对齐.只有当被测要素为单段的轴线或各要素的公共轴线,公共中心平面时,箭头可直接指在轴线或中心线,这样标注很简便,但一定要注意该公共轴线中没有包含非被测要素的轴段在内.(3) 被测要素为轮廓要素时,箭头指向一般均垂直于该要素.但对圆度公差,箭头方向必须垂直于轴线.(4) 当公差带为圆或圆柱体时,在公差数值前需加注符号"Φ",其公差值为圆或圆柱体的直径.这种情况在被测要素为轴线时才有.同轴度的公差带总是一圆柱体,所以公差值前总是加上符号"Φ";轴线对平面的垂直度,轴线的位置度一般也是采用圆柱体公差带,需在公差值前也加上符号"Φ".(5) 对一些附加要求,常在公差数值后加注相应的符号,如(+)符号说明被测要素只许呈腰鼓形外凸,(-)说明被测要素只许呈鞍形内凹,(>)说明误差只许按符号的小端方向逐渐减小.如形位公差要求遵守最大实体要求时,则需加符号○M.在框格的上,下方可用文字作附加的说明.如对被测要素数量的说明,应写在公差框格的上方;属于解释性说明(包括对测量方法的要求)应写在公差框格的下方.例如:在离轴端300mm处;在a,b范围内等.形位公差是为了满足产品功能要求而对工件要素在形状和位置方面所提出的几何精度要求。
以形位公差带来限制被测实际要素的形状和位置。
形位误差对零件使用性能的影响1.影响零件的功能要求。
2.影响零件的配合性质。
3.影响零件的互换性。
形状公差小于位置公差值,采用跳动公差时,若综合控制被测要素能够满足功能要求,一般不再标注相应的位置公差和形状公差,若不能够满足功能要求,则可进一步给出相应的位置公差和形状公差,但其数值应小于跳动公差值。
第二章形位公差及检测形状和位置公差概述各项形状公差及其公差带各项位置公差及其公差带公差原则形位公差的选用形位误差的检测第一节形状和位置公差概述实例1:a)图样标注b)轴实际尺寸和形状误差第一节形状和位置公差概述实例2:a)图样标注b)台阶轴实际尺寸和位置误差第一节形状和位置公差概述零件几何要素零件的几何要素是指构成零件结构形状的点、线、面。
(1)按存在的状态分类理想要素;实际要素。
(2)按结构特征分类轮廓要素;中心要素。
(3)按在形位公差中所处地位分类单一要素;关联要素。
单一要素和关联要素统称被测要素,与基准要素相对。
第一节第一节形状和位置公差概述单一要素、关联要素与基准要素第一节形状和位置公差概述形状和位置公差的种类按照GB/T1182-1996《形状和位置公差通则、定义、符号和图样表示方法》规定,形位公差共有14项,其中形状公差4项,形状或位置公差2项,位置公差8项。
形位公差的含义(1)形状公差的定义是指单一实际要素的形状所允许的变动量,形状公差用形状公差带表示,形状公差带包括形状、方向和大小,其公差值用公差带的宽度或直径表示。
(2)位置公差的定义是指关联实际要素的位置对基准所允许的变动量,位置公差用位置公差带表示,位置公差带包括形状、方向、位置和大小,其公差值用公差带的宽度或直径表示。
第一节形状和位置公差概述第二节形位公差的标注公差框格(1)形状公差公差框格为两格,位置公差公差框格为多格,从左至右依次标注内容:公差项目符号、公差值(含相关符号)、基准代号(含相关符号)。
(2)当公差值为圆形或圆柱形时,应在公差值前加符号“φ”,如为球形,则加符号“Sφ”。
(3)若公差值只允许为正或负时,则在公差值后加“+”或“﹣”。
(4)公差框格一般水平绘制,必要时也可垂直绘制。
第二节形位公差的标注被测要素表示法用带箭头的指引线与公差框格连接,箭头的指向分两种情况:(1)当被测要素为轮廓要素时,箭头垂直指向要素轮廓线或其延长线上,但必须与尺寸线错开。
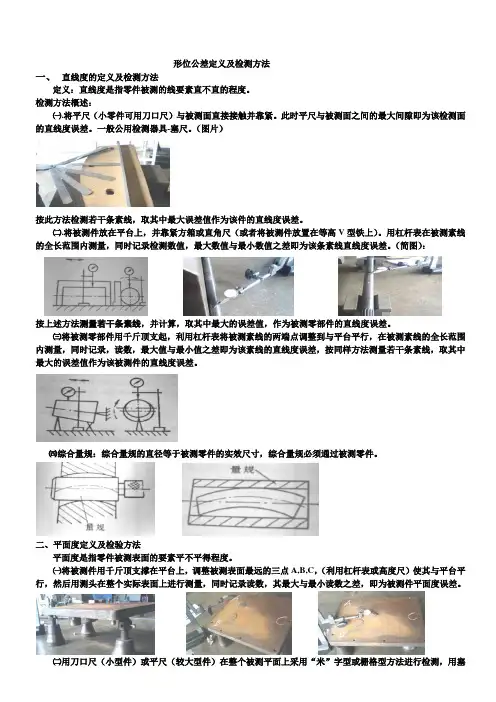
形位公差定义及检测方法一、直线度的定义及检测方法定义:直线度是指零件被测的线要素直不直的程度。
检测方法概述:㈠.将平尺(小零件可用刀口尺)与被测面直接接触并靠紧。
此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
一般公用检测器具-塞尺。
(图片)按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
㈡.将被测件放在平台上,并靠紧方箱或直角尺(或者将被测件放置在等高V型铁上)。
用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(简图):按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
㈢将被测零部件用千斤顶支起,利用杠杆表将被测素线的两端点调整到与平台平行,在被测素线的全长范围内测量,同时记录,读数,最大值与最小值之差即为该素线的直线度误差,按同样方法测量若干条素线,取其中最大的误差值作为该被测件的直线度误差。
㈣综合量规:综合量规的直径等于被测零件的实效尺寸,综合量规必须通过被测零件。
二、平面度定义及检验方法平面度是指零件被测表面的要素平不平得程度。
㈠将被测件用千斤顶支撑在平台上,调整被测表面最远的三点A,B,C,(利用杠杆表或高度尺)使其与平台平行,然后用测头在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差。
㈡用刀口尺(小型件)或平尺(较大型件)在整个被测平面上采用“米”字型或栅格型方法进行检测,用塞尺进行检验,取其塞尺最大值为该被测零件得平面度误差。
㈢环类垫圈类零件将被测件的被测面放在平台上,压紧,然后用塞尺检测多处,其塞入的最大值即为该件的平面度误差。
(或者将被测件的被测面用三块等高垫铁在平台上均分支撑,然后用杠杆表在被测面的多处进行检测,取其最大与最小读数的差作为该件的平面度误差。
三、圆度定义及测量方法定义:圆度是指具有圆柱面(包括圆锥面)的零件在同一横剖面内的实际轮廓不圆的程度。
一、基本形位公差1.直线度检测直线度,能确保零件在机械装配和运作中保持最佳性能和寿命,避免因不合格导致的功能失效和额外成本。
——[推荐量具]——①直尺:用于初步测量和检查。
②千分尺:用于局部直线度的精确测量。
③塞尺:用于测量间隙和不平度。
④平尺和塞规:用于检测较长零件的直线度。
——[测量过程]——①使用直尺沿零件表面移动,初步检查直线度,标记不平整区域。
②将平尺放在零件表面上,确保充分接触。
③使用塞尺在平尺和零件表面之间测量间隙,记录不同位置的间隙值。
——[实战案例]——假设需要测量一根轴的直线度,首先将轴固定在工作台上,准备平尺和塞尺。
用直尺沿轴的长度方向初步检查直线度并标记弯曲区域。
接着将平尺放在轴表面,与轴长度方向平行,用塞尺在平尺和轴表面之间每隔50mm测量一次并记录间隙值,最大间隙值如为0.03mm。
最后比较记录的间隙值,确定轴的直线度,如果最大间隙值不超过0.05mm,则轴的直线度误差在可接受范围内。
2.平面度检测平面度,能确保零件在机械装配和运作中保持最佳性能和寿命,避免因不合格导致的功能失效和额外成本。
——[推荐量具]——①平尺:用于初步测量和平面检查。
②千分表:用于局部平面度的精确测量。
③塞尺:用于测量间隙和不平度。
④平板:用于检测较大平面的平面度。
——[测量过程]——①使用平尺沿零件表面移动,初步检查平面度,标记不平整区域。
②将平板放在零件表面上,确保充分接触。
③使用塞尺在平板和零件表面之间测量间隙,记录不同位置的间隙值。
——[实战案例]——假设需要测量一个底板的平面度,首先将底板固定在工作台上,准备平尺和塞尺。
用平尺沿底板的表面初步检查平面度并标记不平区域。
接着将平板放在底板表面,与底板平行,用塞尺在平板和底板表面之间每隔50mm测量一次并记录间隙值,最大间隙值如为0.02mm。
最后比较记录的间隙值,确定底板的平面度,如果最大间隙值不超过0.03mm,则底板的平面度误差在可接受范围内。