机械加工-磨料水射流技术PPT
- 格式:ppt
- 大小:588.50 KB
- 文档页数:11
水喷射加工机械设计制造及其自动化09—2班李传福0901041115水喷射加工(Water Jet Machining)又称水射流加工、水力加工或水刀加工。
它是利用超高压水射流及混合于其中的磨料对各种材料进行切割、穿孔和表层材料去除等加工。
水喷射加工的基本原理是利用液体增压原理,通过特定的装置(增压器或高压泵),将动力源(电动机)的机械能转换成压力能,具有巨大压力能的水再通过小孔喷嘴将压力能转变成动能,从而形成高速射流,喷射到工件表面,从而达到去除材料的目的。
水喷射加工的特点有:l)几适用范围广。
几乎适用于加工所有的材料,除钢铁、铝、铜等金属材料外,还能加工特别硬脆、柔软的非金属材料加工,如:塑料、皮革、纸张、布匹、化纤、木材、胶合板、石棉、水泥制品、玻璃、花岗岩、大理石、陶瓷和复合材料等。
2)加工质量高。
切缝窄,可提高材料利用率;切口平整、无毛边和飞刺。
也可用其去除阀体、燃油装置和医疗器械中的孔缘、沟槽、螺纹、交叉孔和盲孔上的毛刺。
3)切削时无火花,对工件不会产生任何热效应,也不会引起其表层组织的变化。
这种冷加工很适于对易爆易燃物件的加工。
4)加工清洁不产生烟尘或有毒气体,减少空气污染。
提高操作人员的安全性。
5)减少了刀具准备、刃磨和设置刀偏量等工作,井能显著缩短安装调整时间。
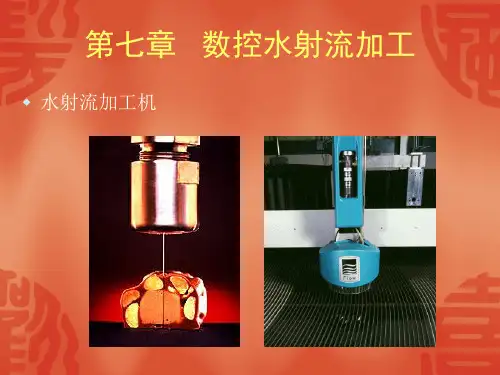
水喷射加工在机械领域的应用主要是切割加工、去毛刺、打孔、开槽、清焊根和清除焊接缺陷。
水喷射切割所加工的材料品种很多,主要是一般切割方法不易加工或不能加工的非金属或金属材料,特别是一些新型合成材料,如陶瓷、硬质合金、模具钢、钛合金、钨钼钴合金、复合材料(如以金属为基体的纤维增强金属、纤维增强橡胶等)、不锈钢、高硅铸铁及可锻铸铁等的加工。
用来去毛刺时,各种小型精密零件上交叉孔、内螺纹、窄槽、盲孔等毛刺的去除,用其他一般方法就十分困难甚至于无法完成,而利用水喷射加工技术就十分方便,具有独特的效果。
在打孔方面,水射流可用于在各种材料上打孔以代替钻头钻孔,不仅质量好,而且加工速度快。


磨料水射流切割是20世纪80年代迅速发展起来的新型水射流切割技术,是在高压水射流中加人磨料形成的。
目前国内磨料水射流水下结构物切割技术,多数处于研究阶段。
而国外一批海洋工程公司已经将该技术大量用于海洋石油等领域。
磨料水射流技术可以分为以下种类:1、前、后混合磨料射流根据加入磨料方式的不同,将磨料射流分为前混合磨料射流和后混合磨料射流。
1)前混合磨料射流前混合磨料射流的磨料与高压水在磨料罐中初步混合,处于拟流体状态,通过高压软管送到喷嘴。
前混合磨料射流改善了磨料与水介质的混合机理,工作压力较低。
2)后混合磨料射流后混合磨料射流切割系统,其磨料混合在喷嘴内部完成。
因为磨料是在射流形成之后加入的,所以磨料与高速水很难充分混合,为了获得高速度的冲击磨粒,需要提高系统工作压力。
前混合磨料射流的磨料是通过高压软管与水一起输送,长距离应用时存在严重的管路磨损和堵塞问题,通常用于浅水。
后混合磨料射流的磨料采用独立的软管进行输送,不存在高压水管堵塞问题,也不存在高压水管管路磨损严重的问题,适合钢结构水下切割尤其是深海切割的作业方式。
2、外切割和内切割按作业环境内有无固体壁面的限制来分,水射流可外切割和内切割。
1)外切割以管型结构的切割为例,外切割(从管型结构外部进行切割)是自由水射流。
2)内切割管型结构等构件内切割时,作业环境受到固体壁面限制,是非自由水射流,而且是具有代表性的管中射流。
一般,海洋石油平台桩基、导管、套管管串等管型结构优先采用内切割,因为内切割不需要潜水员下水作业,因而通常成为业主的优先选择方式。
但内切割常常因为土壤的作用而使得视觉监视困难,需要采用其它技术监测切割过程。
izaksjw 不锈钢电解抛光液。
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
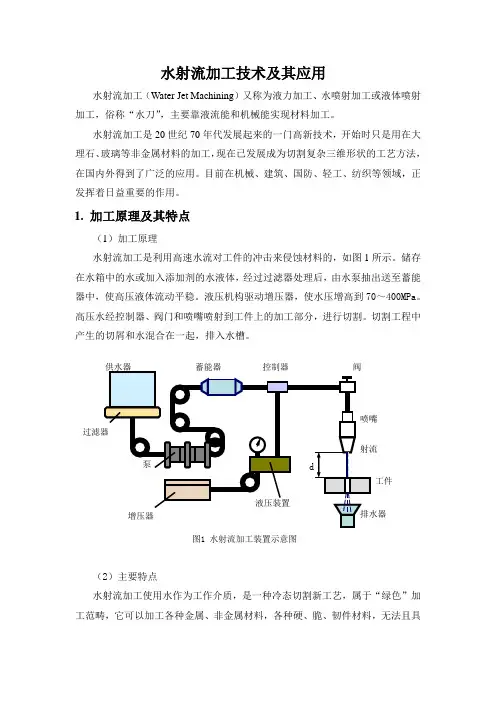
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。