生产计划与管理--作业排程(PPT 50页)
- 格式:ppt
- 大小:1.12 MB
- 文档页数:50


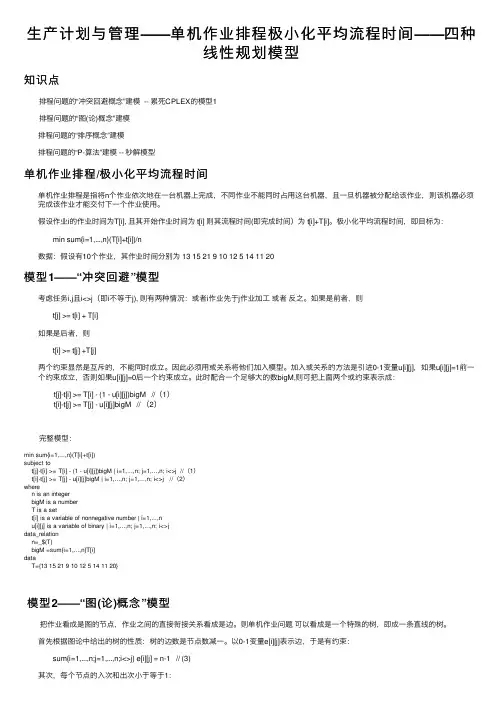
⽣产计划与管理——单机作业排程极⼩化平均流程时间——四种线性规划模型知识点 排程问题的“冲突回避概念”建模 -- 累死CPLEX的模型1 排程问题的“图(论)概念”建模排程问题的“排序概念”建模排程问题的“P-算法”建模 -- 秒解模型单机作业排程/极⼩化平均流程时间单机作业排程是指将n个作业依次地在⼀台机器上完成,不同作业不能同时占⽤这台机器,且⼀旦机器被分配给该作业,则该机器必须完成该作业才能交付下⼀个作业使⽤。
假设作业i的作业时间为T[i], 且其开始作业时间为 t[i] 则其流程时间(即完成时间)为 t[i]+T[i]。
极⼩化平均流程时间,即⽬标为: min sum{i=1,...,n}(T[i]+t[i])/n数据:假设有10个作业,其作业时间分别为 13 15 21 9 10 12 5 14 11 20模型1——“冲突回避”模型考虑任务i,j且i<>j(即i不等于j), 则有两种情况:或者i作业先于j作业加⼯或者反之。
如果是前者,则 t[j] >= t[i] + T[i]如果是后者,则 t[i] >= t[j] +T[j]两个约束显然是互斥的,不能同时成⽴。
因此必须⽤或关系将他们加⼊模型。
加⼊或关系的⽅法是引进0-1变量u[i][j],如果u[i][j]=1前⼀个约束成⽴,否则如果u[i][j]=0后⼀个约束成⽴。
此时配合⼀个⾜够⼤的数bigM,则可把上⾯两个或约束表⽰成: t[j]-t[i] >= T[i] - (1 - u[i][j])bigM //(1) t[i]-t[j] >= T[j] - u[i][j]bigM // (2) 完整模型:min sum{i=1,...,n}(T[i]+t[i])subject tot[j]-t[i] >= T[i] - (1 - u[i][j])bigM | i=1,...,n; j=1,...,n; i<>j //(1)t[i]-t[j] >= T[j] - u[i][j]bigM | i=1,...,n; j=1,...,n; i<>j //(2)wheren is an integerbigM is a numberT is a sett[i] is a variable of nonnegative number | i=1,...,nu[i][j] is a variable of binary | i=1,...,n; j=1,...,n; i<>jdata_relationn=_$(T)bigM =sum{i=1,...,n}T[i]dataT={13 15 21 9 10 12 5 14 11 20}模型2——“图(论)概念”模型把作业看成是图的节点,作业之间的直接衔接关系看成是边。
文件制修订记录
依据生产计划,对生产过程中影响产品质量的各个因素进行控制,保证生产作
业按规定的方法和程序在受控状态下进行,以满足客户和法规的要求。
2.0适用范围
本程序适用于产品的生产计划与过程控制。
3.0定义:
新产品:公司第一次生产的产品,以及因工艺变更、材料变更后的产品都属于新产品。
4.0职责
4.1生产部:负责生产现场使用文件和作业活动的正确性控制、材料控制、产品标识、工序检验、生产设备的日常维护。
4.2工程部:负责生产工艺文件与参数标准的制定与完善。
4.3 品质部:负责生产过程的首检、巡检、半/成品检验及异常报告与跟进处理。
4.4 生管:负责订单生产排程给生产部作成《生产命令单》对照生产作业。
4.5 采购:负责依据生产计划与排程提前采购备料入库及异常品质的及时处理。
5.0作业流程及内容
见附件。
6.0 注意事项:流程里所有不合格及异常产品按《不合格品管理控制程序》要求作业与处理。
7.0相关文件:
《文件管理控制程序》《记录管理控制程序》
《不合格品管理控制程序》《设备管理控制程序》
生产计划管理作业流程:。
生产计划与排程管理
生产计划与排程管理是现代企业生产管理中的重要环节,它直接关系到企业的生产效率、成本控制和客户满意度。
在市场竞争日益激烈的今天,如何科学合理地制定生产计划和排程,成为企业提高竞争力的关键所在。
首先,生产计划是指企业为了实现生产目标,制定的生产活动时间表和生产资源配置计划。
生产计划的制定需要考虑市场需求、原材料供应、生产能力、人力资源等多方面因素,以实现生产的合理安排和资源的有效利用。
合理的生产计划能够保证生产活动的有序进行,避免生产过剩或者生产不足的情况发生,从而提高生产效率和降低生产成本。
其次,排程管理是在生产计划的基础上,对具体生产活动进行时间、资源和人力的详细安排和调度。
排程管理需要考虑到生产设备的利用率、生产任务的优先级、人力资源的合理配置等因素,以保证生产活动的顺利进行。
合理的排程管理能够避免生产过程中的资源浪费和生产任务的延误,提高生产效率和产品质量,同时也能够更好地满足客户的需求。
在实际的生产计划与排程管理中,企业可以借助信息化技术来提高管理水平和效率。
通过生产管理系统,企业可以实时掌握市场需求和生产资源的情况,快速调整生产计划和排程,及时应对市场变化和突发事件,从而提高生产的灵活性和适应性。
总之,生产计划与排程管理对企业的生产经营至关重要。
科学合理的生产计划和排程管理能够提高生产效率、降低生产成本,提高产品质量和客户满意度,是企业提高竞争力和实现可持续发展的重要手段。
因此,企业需要高度重视生产计划与排程管理,不断优化管理流程,不断提高管理水平,以应对市场的挑战,实现长期发展目标。
生产计划与排程管理生产计划与排程管理在现代企业运营中扮演着至关重要的角色。
它涉及到对资源、时间和任务的有效规划和调度,以实现生产活动的高效进行,保证产品按时交付,并最大程度地利用企业资源。
一、生产计划生产计划是企业在特定时间范围内生产活动的组织和安排,包括确定生产目标、量及时间,计划生产资源和实施生产活动所需的各项准备工作。
一个好的生产计划应当考虑到市场需求、生产能力、物料供应等因素,并制定相应的生产计划策略,以保证生产目标的完成。
1. 生产计划的重要性a. 保证生产效率通过事先计划,可以根据市场需求和资源情况,合理安排生产任务和资源,提高生产效率。
b. 控制生产成本合理的生产计划可以帮助企业避免过度生产或库存积压,降低生产成本,提高盈利能力。
c. 提高生产质量通过制定科学的生产计划,可以合理安排生产流程和质量控制环节,提高产品质量和一致性。
2. 生产计划的制定a. 总体生产计划总体生产计划是根据市场需求和企业资源的情况,制定特定时间段内的生产目标和计划量,确定生产任务和资源分配。
b. 车间生产计划车间生产计划是在总体生产计划的基础上,根据具体生产环境和任务,对生产流程、作业单元等进行细化和安排,制定详细的生产计划。
二、生产排程管理生产排程管理是在生产计划的基础上,根据实际生产情况,对具体生产任务和资源进行详细的安排和调度,以实现生产目标的顺利完成。
生产排程管理通常包括任务分配、作业排序、资源调度等活动。
1. 生产排程的目的a. 提高生产效率通过合理的任务分配和作业排序,可以优化生产流程,提高生产效率,缩短生产周期。
b. 优化资源利用通过科学的资源调度和优先级排序,可以最大程度地利用企业资源,提高资源利用效率。
c. 保证生产质量生产排程管理可以确保生产任务按时完成,避免生产过程中的混乱和错误,提高产品质量和规范性。
2. 生产排程的方法常见的生产排程方法包括:a. 先进先出(FIFO)按照任务的到达顺序进行排程,先到达的任务先执行,适用于流水线生产等场景。
文件制修订记录
1.0目的
依据生产计划,对生产过程中影响产品质量的各个因素进行控制,保证生产作业按规定的方法和程序在受控状态下进行,以满足客户和法规的要求。
2.0适用范围
本程序适用于产品的生产计划与过程控制。
3.0定义:
新产品:公司第一次生产的产品,以及因工艺变更、材料变更后的产品都属于新产品。
4.0职责
4.1生产部:负责生产现场使用文件和作业活动的正确性控制、材料控制、产品标识、工序检验、生产设备的日常维护。
4.2工程部:负责生产工艺文件与参数标准的制定与完善。
4.3 品质部:负责生产过程的首检、巡检、半/成品检验及异常报告与跟进处理。
4.4 生管:负责订单生产排程给生产部作成《生产命令单》对照生产作业。
4.5 采购:负责依据生产计划与排程提前采购备料入库及异常品质的及时处理。
5.0作业流程及内容
见附件。
6.0 注意事项:流程里所有不合格及异常产品按《不合格品管理控制程序》要求作业与处理。
7.0相关文件:
《文件管理控制程序》《记录管理控制程序》
《不合格品管理控制程序》《设备管理控制程序》
生产计划管理作业流程:。