溶解乙炔生产技术及工艺
- 格式:ppt
- 大小:6.89 MB
- 文档页数:65

湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用研讨摘要:本文针对湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用进行分析,介绍了此项技术的工艺原理,探讨了其工艺流程设计,并提出了具体的注意事项,希望能够为相关工作人员起到一些参考和借鉴。
关键词:湿法电石制乙炔;溢流渣浆;溶解乙炔;回收利用采用湿法电石工艺制乙炔,其收率可以达到86%左右,在具体的生产过程当中,乙炔损耗主要来自于自溢流渣浆中排除系统,如果采用负压解析和闪蒸方法没劲儿以将氢氧化钙上吸附的细微颗粒乙炔,在具体的解析和溶解过程当中,将乙炔从渣浆液水中闪蒸出来,从而对回收乙炔中的氧含量进行控制。
在完成此过程后,可以将其在系统当中进行回收和利用,使乙炔收率得到提高,有效的减少能源消耗,并降低企业自身的生产成本,避免对环境产生污染。
一、概述湿法电石制乙炔工艺技术目前已经发展的十分成熟,其撤出反应热量十分良好,而且可以确保反应平稳、过程安全,较容易控制。
在生产过程当中,所产生的杂质在溶解到电石渣浆水中带出系统,而在乙炔精制过程当中,不需要对酸洗和设备体积、占地面积以及总投入小等相关优点,因此在电石制乙炔工艺当中得到了广泛的应用。
而且,在具体的生产过程当中,其耗水量相对较大,反应收率也相对较低,湿法电石制乙炔的收率可以达到86%左右。
而对乙炔收率产生影响的因素具体包括电石发生气量、原料电石粒度以及发生器结构等。
在乙炔的生产过程当中,其损耗主要来自于自溢流渣浆中排出系统,而通过负压解析和闪蒸方法,可以将吸附在氢氧化钙细微颗粒的乙炔被解析和溶解在渣浆液水当中,从而将乙炔闪蒸出来。
将乙炔中氧含量进行回收和控制,并将其送回系统当中进行再利用,从而使乙炔收率提高,并降低能源的消耗和成本支出,同时还能够缓解环境的污染问题。
本文针对湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用原理、工艺流程等进行分析,并探讨了具体的安全注意事项[1]。
二、工艺原理通过相关实验可以证明,在温度条件为80摄氏度时,压力条件为常压状态,湿法电石制乙炔溢流渣浆当中,乙炔的含量可以达到300-400mg/kg。
溶解乙炔设备JB/T8856—2001中国机械工业联合会2001—05—23批准2001—10—01实施前言本标准是对JB/T 8856.1-1999《溶解乙炔设备技术条件》和JB/T 8856.2—1999《溶解乙炔设备性能试验方法》的修订与合并。
本标准与JB/T 8856.1—1999和JB/T 8856.2—1999相比,主要技术内容改变如下:——第5章技术要求中增加了5.2,5.3,5.5.2.1,5.5.17,5.5.3.1,5.12等条文——第6章试验方法和第7章检验规则由JB/T 8856.2—1999中的第3章、第4章修改的,并增加了7.1.2条和7.1.3条。
同时取消了JB/T 8856.1—1999中第6章试验方法和检验规则的6.1条和6.2条。
——对原标准中的部分条文内容进行了修改,章条编号相应进行了调整。
本标准自实施之日起同时代替JB/和8856.1—1999和JB/T 8856.2—1999。
本标准的附录A是标准的附录。
本标准由机械工业气体分离与液化设备标准化技术委员会提出并归口。
本标准起草单位:中国空分设备公司。
本标准主要起草人:陈琪、胡水云、罗英成。
本标准于1990年10月以ZBJ76020—1990和ZBJ76021—1990首次发布,于1999年4月标准号调整为JB/T8856.1—1999和JB/T8856.2—1999,本次是第一次修订。
1 范围本标准规定了溶解乙炔设备的术语、压力分等与产品分类、技术要求、试验方法、检验规则和标志、包装、运输及贮存等。
本标准适用于以电石为原料生产溶解乙炔,其产量等于或大于10m3/h的溶解乙炔设备。
管道输送乙炔的乙炔设备,也可参照执行。
本标准不适用于石油化工工艺流程中的乙炔设备和国防、铁路、航运系统的专用乙炔设备。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
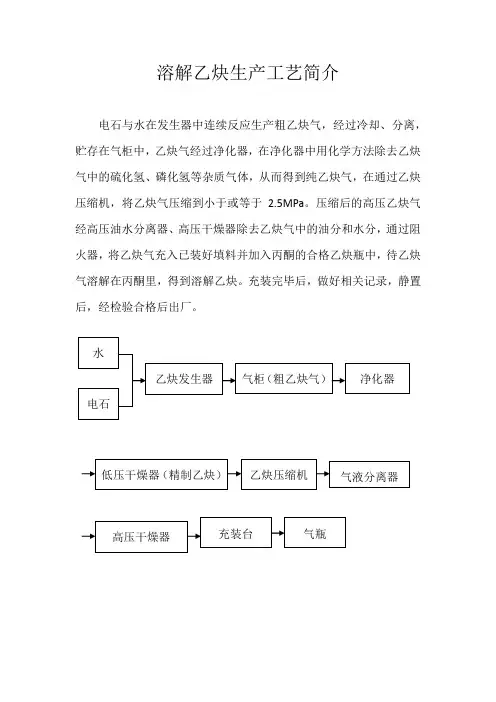
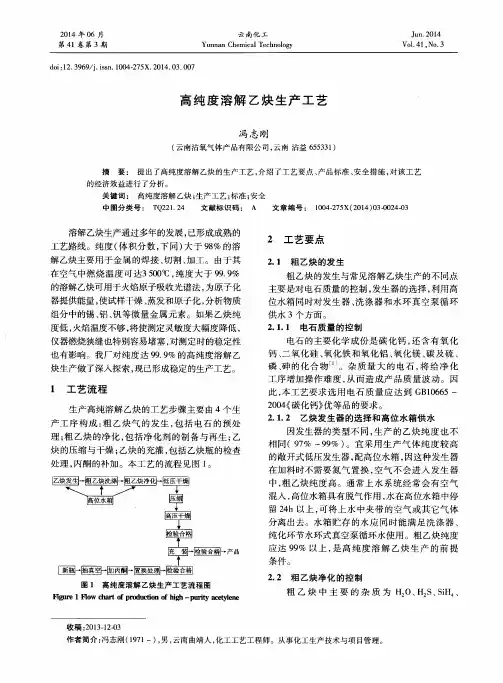
溶解乙炔生产工艺简介电石与水在发生器中连续反应生产粗乙炔气,经过冷却、分离,贮存在气柜中,乙炔气经过净化器,在净化器中用化学方法除去乙炔气中的硫化氢、磷化氢等杂质气体,从而得到纯乙炔气,在通过乙炔压缩机,将乙炔气压缩到小于或等于2.5MPa。
压缩后的高压乙炔气经高压油水分离器、高压干燥器除去乙炔气中的油分和水分,通过阻火器,将乙炔气充入已装好填料并加入丙酮的合格乙炔瓶中,待乙炔气溶解在丙酮里,得到溶解乙炔。
充装完毕后,做好相关记录,静置后,经检验合格后出厂。
1.乙炔发生过程分析:在投料时,电石撞击容器加料口内壁产生火花,若投料系统采用密闭氮气密封方法,则可以消除,若为敞开式,则容易发生加料口燃烧事故,由于加料速度过快导致发生器内反应温度过高,未反应完全的小颗粒电石以自动排渣口流出,在渣池表面形成乙炔与空气接触容易产生燃爆事故。
2.乙炔净化过程的分析:硫酸法净化工艺是因其吸水发热产生高温,冷却不彻底,存在燃爆危险,若采用次氯酸钠法或氯水法工艺,若对有效氯浓度控制不当或乙炔进口温度过高,易产生化学性爆炸。
3.压缩和干燥过程的分析:若负压运行和起压运行均易发生乙炔爆炸,因而要设置安全阀起压排放系统或设置自动起压停车报警系统。
4.乙炔充装过程分析:充装危险性主要取决于充装压力、温度、流速及泄漏处理情况,因而,充装必须有良好的冷却系统,在生产过程中控制流速也是主要条件之一。
5.气瓶问题分析:多孔填料的质量,丙酮充装量的控制,是否报废或超期使用,运输、搬运方式是否正确,仓库储存环境条件等均有效的控制好后,可避免事故的发生。
1.原料采购分析:原料的好坏与采购联系密切,可能价格高质量差。
因此,灰分应控制在5%-7%左右,发生量要求在290L/Kg 以上,另把好计算关,避免短斤少两。
2.生产分析:电石在破碎时做到颗粒归仓,加料速度与压缩及排量相匹配,多使用循环水,减少排渣次数。
压缩、充装系统的各阀门、法兰连接处软管、充装卡具等保证无泄漏,做好高低压余气回收工作。