机械制造技术基础课程完整版
- 格式:pptx
- 大小:7.73 MB
- 文档页数:23

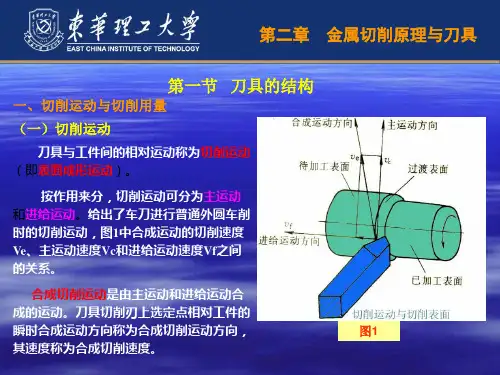
版权所有:翻印必究 作者:黄贱生 缩印版本更加方便学习,请大家拒绝舞弊!1.在机床上形成发生线的方法有四种:轨迹法、成形法、相切法、展成法2.分类:按其作用不同,成形运动分为主运动和进给运动两种;按其组成不同,成形运动分为简单成形运动和复合成形运动。
3.切削用量三要素:切削速度、进给量、背吃刀量(俗称切削深度)(1)工艺系统:由机床、夹具、刀具和工件组成的系统称为工艺系统.(2)机床应具备的三个基本部分:执行件、运动源、传动装置(3)定比传动装置和换置机构、内联系传动链和外联系传动链4.刀具常用材料:高速钢(如W18Cr4V )、硬质合金(YG 类、YT 类、YW 类、YN 类)、超硬刀具材料(陶瓷、人造金刚石、立方氮化硼)。
(1)三面两刃一刀尖:前刀面、后刀面、副后刀面、主切削刃、副切削刃、刀尖(2)正交平面参考系:基面P r 、切削平面P S 、正交平面P a(3)五个基本角度:前角、后角、主偏角、副偏角、刃倾角(1)磨料、结合剂、气孔三者构成了砂轮三要素(2)砂轮的特性主要由磨料、粒度、结合剂、硬度和组织5个参数决定。
(1)夹具组成:由定位元件、夹紧装置、对刀及导向装置、夹具体以及其它元件或装置所组成 其中,定位元件、夹紧装置和夹具体是不可缺少的。
(2)夹具作用:一是容易地、稳定地保证加工精度;二是提高劳动生产率;三是扩大机床工艺范围;四是改善劳动条件。
(3)夹具分类:按照应用范围(通用夹具、专用夹具、组合夹具等)、夹具动力源(手动夹具、气动夹具、液压夹具、电动夹具、磁力夹具等)、使用机床(车床夹具、铣床夹具、钻床夹具、镗床夹具、磨床夹具等)来划分。
2.基准分类:⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧⎪⎪⎪⎩⎪⎪⎪⎨⎧⎩⎨⎧装配基准测量基准精基准粗基准定位基准工序基准工艺基准设计基准基准1.定位:工件在机床或夹具中占有正确位置的过程称为定位。
2.夹紧:工件定位后,使其在加工过程中始终保持位置不变的操作。
注意:定位与夹紧的区别。

《机械制造技术基础》课程教学大纲适用于本科机械设计制造及其自动化专业(机械制造方向)学分:5.5 总学时:88 理论学时:80 实验/实践学时:8一、课程的性质、任务和要求《机械制造技术基础》是机械设计制造及其自动化专业的一门专业技术基础课,是培养机械工程领域高级技术人才不可缺少的主干课程。
本课程共88学时,5.5学分,分两学期讲授。
该课程分为《机械制造技术基础Ⅰ》和《机械制造技术基础Ⅱ》,其中《机械制造技术基础Ⅰ》理论学时42,实验6学时,共48 学时;《机械制造技术基础Ⅱ》理论学时38,实验2学时,共40学时。
《机械制造技术基础》课程的主要任务是:培养学生掌握金属切削过程、金属切削机床、机械加工和机械装配工艺过程的基础知识、基本理论和基本技能,对典型的机械加工方法和机械产品的结构工艺性有透彻的了解,能选择加工方法及加工参数,所使用的机床,刀具等工装设备,并通过相关的实践性教学环节的训练,培养学生运用所学知识解决有关生产实际问题的能力。
学习本课程后,应达到下列基本要求:1.以金属切削理论为基础,要求掌握金属切削过程的基本规律和基本知识,并具有根据具体情况合理选择机床与切削工具的能力。
2.以制造工艺为主线,要求掌握机械加工和机械装配工艺过程的基本原理和基本知识,重点掌握拟订工艺路线的原则,能用尺寸链原理求解工艺尺寸链和装配尺寸链,对典型零件制造工艺、先进制造技术有所了解,具有制定工艺规程的初步能力。
3.以提高产品加工质量为核心,要求熟悉影响加工质量的因素,具有分析和控制影响加工质量因素的初步能力。
二、本课程与其它课程的关系、主要参考教材本课程的先修课程为:金属材料成型基础、互换性与技术测量、材料力学、机械原理。
参考教材:[1] 机械制造技术基础》,任小中等,科学出版社,2011[2]《机械制造技术基础》,张士昌等,高等教育出版社,2007[3]《机械制造技术基础》,卢秉恒等,机械工业出版社,2008[4]《机械制造技术基础》,周宏甫等,高等教育出版社,2004[5]《机械制造工艺与设备》,张洪涛等,高等教育出版社,2010[6]《机械制造技术基础》,赵雪松等,华中科技大学出版社,2010三、课程内容(一)、绪论主要内容:机械制造技术的发展及其在国民经济中所占的地位,机械制造技术研究的内容和基本要求,课程特点及学习方法。

机械制造技术基础课程教案“机械制造技术基础”课程教案第1章绪论1.1制造与制造技术1.1.1生产(制造)的三种类型1.1.2广义制造与狭义制造1.1.3制造技术与机械制造技术1.制造技术概念2.制造技术发展的三个阶段3.机械制造技术1.2机械制造业的发展及在国民经济中的地位1.2.1机械制造业的发展1.2.2机械制造业在国民经济中的地位1.2.3我国的机械制造业1.3课程内容体系与特点1.3.1课程内容体系1.3.2课程特点第2章机械制造过程的基础知识2.1机械制造过程的基本概念2.1.1机械制造的工艺方法1.材料成形法2.材料去除法3.材料累加法2.1.2生产纲领与生产类型1.生产纲领2.生产类型2.1.3机械加工工艺过程1.概念2.组成(1).工序(2).安装(3).工位(4).工步(5).走刀2.1.4基准1.设计基准2.工艺基准(1).工序基准(2).定位基准(3).测量基准(4).装配基准2.1.5装配工艺过程2.2机械加工的最基本方法—切削加工方法2.2.1工件表面形状及其成形方法1.工件表面形状(1).旋转表面(2).纵向表面(3).特征表面2.表面的成形方法(1).轨迹法(2).成形法(3).相切法(4).展成法2.2.2成形运动与切削用量1.成形运动(1).主运动(2).进给运动(3).合成运动(4).其他辅助运动2.工件上的表面3.切削用量(1).车削用量(2).钻削用量(3).铣削用量2.2.3各种加工方法的工件表面与切削运动分析—车、铣、钻、刨、磨削2.2.4典型表面的加工方法1.外圆表面加工2.内圆表面加工3.平面加工4.槽与台阶及成形曲面加工5.螺纹加工6.齿形加工2.3机床的基本概念机械加工工艺系统组成:机床、刀具、夹具与工件2.3.1机床分类与型号表示法1.分类2.机床型号表示方法2.3.2机床的基本组成2.3.3机床的技术性能指标2.4刀具的基本概念2.4.1刀具切削部分组成1.车刀2.钻头3.铣刀2.4.2刀具几何角度1.车刀的几何角度(1).刀具角度的坐标平面与坐标平面参考系①.基面②.切削平面③.主剖(正交平)面④.法(平)剖面⑤.切深(进给)剖(平)面(2).刀具的标注角度(主剖面参考系)①.基面内②.切削平面内③.测量平面内(3).刀具的工作角度①.横车时②.刀尖高低时2.钻头的几何角度(1).坐标平面(2).钻头的几何角度3.铣刀的几何角度(1).圆柱铣刀(2).端铣刀2.4.3切削层参数1.外圆车削(1).概念(2).切削层厚度(3).切削层宽度(4).切削层面积2.钻削(1).切削厚度(2).切削宽度(3).切削面积3.铣削(1).切削厚度(2).切削宽度(3).切削面积2.4.4切削方式1.直角切削与斜角切削2.自由切削与非自由切削3.逆铣与顺铣(1).周铣(2).端铣2.4.5刀具材料1.概述(1).应具备的性能(2).种类2.工具钢3.高速钢(1).普通高速钢(2).高性能高速钢(3).高速钢的表面处理4.硬质合金(1).概念(2).WC基硬质合金(3).新型硬质合金5.其它刀具材料(1).陶瓷①.氧化物系②.氮化硅系③.Sialon(2).超硬材料①.金刚石②.立方氮化硼(CBN)2.5夹具的基本概念2.5.1夹具的组成与分类1.组成22.分类(1).按使用范围分(2).按使用机床分(3).按动力源分2.5.2工件的装夹1.概念2.装夹方式(1).直接找正装夹(2).划线找正装夹(3).夹具装夹2.5.3工件的定位1.工件的六点定位原理2.定位元件及其定位分析3.定位的几种情况分析(1).完全定位与不完全定位(2).欠定位与过定位2.5.4.定位误差1.概述2.典型表面定位时的定位误差分析计算(1).平面定位(支承定位)(2).内孔定位(定心定位)①.孔销过盈配合,销水平或垂直放置②.孔销间隙配合,销水平放置③.孔销间隙配合,销垂直放置④.在锥度心轴上定位(3).外圆定位3.计算举例第3章切削原理任务1.研究切削过程产生的各种物理现象任务2.研究提高生产效率和质量的措施3.1金属切削过程3.1.1切屑的形成过程3.1.2切削过程中的3个变形区3.1.3切削变形的表示方法1.剪切滑移量ε(剪应变)2.变形系数Λh3.ε与Λh的关系4.剪切角φ3.1.4剪切角(1).M.E.Merchant(2).LeeandShaffer41o24o3.1.5前刀面上的摩擦与积屑瘤1.前刀面的摩擦(内摩擦)2.积屑瘤(1).概念(2).成因(3).形成过程(4).特点(5).对切削过程的影响(6).抑制措施3.1.6影响切削变形的因素,tg1,o,Λhctgcooinoav41.工件材料2.刀具几何角度3.切削用量(1).切削速度vc(塑性与脆性材料)(2).进给量f(3).切削深度ap3.1.7切屑类型及其控制1.切屑类型(1)按机理分类①.带状②.节状(挤裂)③.单元④.崩碎(2)按切屑处理分类2.切屑控制3.2切削力3.2.1切削力的概念31.切削力的产生2.切削合力与分力3.切削功率4.单位切削力3.2.2切削力公式1.车削力(1).理论公式(2).经验公式2.钻削力(1).钻削力的产生与分解(2).钻削力经验公式(3).钻削功率3.铣削力(1).铣削分力(2).逆铣与顺铣时的垂直进给力与水平进给力(3).经验公式(高速钢、硬质合金)3.2.3切削力的影响因素1.工件材料2.切削用量(1).vc(塑性与脆性材料)(2).f(3).ap3.刀具几何参数(1).前角(2).主偏角(3).刃倾角(4).刀尖圆弧半径(5).负倒棱4.其他因素(刀具材料、VB、刃磨质量、切削液)3.3切削热与切削温度3.3.1切削热的产生与传出3.3.2切削温度及其测量方法1.自然热电偶法2.人工热电偶法3.切削温度分布特点(1).最高处(2).温度梯度3.3.3切削温度的影响因素1.切削用量2.刀具几何参数(1).前角(2).主偏角(3).负倒棱和刀尖圆弧半径3.工件材料(1).强度(硬度)(2).导热系数(3).脆性与塑性4.其他因素(1).刀具磨损(2).切削液3.4刀具磨损与破损及使用寿命3.4.1刀具磨损形态(部位)1.正常磨损(1).前刀面磨损(2).后刀面磨损(3).边界磨损2.刀具破损3.4.2刀具磨损原因1.硬质点磨损2.粘结磨损3.扩散磨损4.氧化(化学)磨损3.4.3刀具的磨损过程及磨钝标准1.磨损过程(1).初期磨损阶段(2).正常磨损阶段(3).急剧磨损阶段2.磨钝标准3.4.4刀具使用寿命及与切削用量关系1.刀具使用寿命(1).概念(2).与总寿命关系2.与切削用量关系(1).F.W.Taylor公式(2).与f及ap的关系3.4.5刀具合理使用寿命的选择41.概念2.最高生产效率使用寿命Tp3.最低成本使用寿命Tc4.刀具使用寿命T的选择3.5改善工件材料的切削加工性3.5.1工件材料切削加工性1.概念(相对性)2.衡量指标(1).刀具使用寿命T(2).切削速度vc(相对加工性)(3).切削力F(切削温度θ℃)(4).表面质量(5).断屑性能3.影响因素(1).物理力学性能(硬度、强度、塑性与韧性、导热系数)(2).化学成分(钢与铸铁)(3).金相组织3.5.2改善加工性的途径1.调整化学成分2.改变金相组织3.6合理选用切削液3.6.1切削液应具备的基本性能3.6.2切削液的种类3.6.3切削液的合理选用3.6.4切削液的使用方法3.7刀具合理几何参数选择3.7.1概述1.概念2.选择的一般原则3.7.2刀具合理几何角度及其选择1.前角(1).功用(变形、强度与散热、切屑形态与断屑、表面质量)(2).选择原则(刀具材料、工件材料、加工条件)2.后角(1).功用(2).选择原则(精粗加工、工件材料、系统刚度、定尺寸刀具)3.主偏角(1).功用(RY、切削层尺寸、分力比值)(2).选择原则(系统刚度、工件材料、工件形状)4.刃倾角(1).斜角切削概念及特点(切与割作用、工作前角、实际钝圆半径)(2).功用(流屑方向、刀尖强度与冲击位置、切削刃锋利程度、分力比值、切削刃工作长度)(3).选择原则(加工性质、系统刚度、刀具材料、工件材料)3.8合理切削用量选择3.8.1概念3.8.2选择的基本原则1.粗加工时选择的基本原则2.精加工时选择的基本原则3.8.3选择方法1.选ap2.选f3.确定vc3.9磨削3.9.1砂轮特性五要素及选择1.磨料(种类、特点及使用范围)2.粒度(磨粒与微粉、概念及选用原则)3.结合剂(种类、特点及使用范围)54.硬度(概念与选用原则)5.组织(概念、特性与选用)6.砂轮要素的表示法举例3.9.2磨削类型与运动参数1.磨削类型(外圆、内圆、平面、成形、无心)2.运动参数(主运动v、径向进给fr、轴向进给fa、工作台进给vw)3.术语(纵磨、横磨、周磨与端磨、顺磨与逆磨)3.9.3磨削过程1.磨削特点(速度高、冷硬程度与能量消耗大、单颗磨粒切削厚度hDg小、Fp大、随机分布、自砺性)2.磨削过程(1).单颗磨粒磨削(2).单颗磨粒切削厚度3.9.4磨削的其他概念1.磨削温度(点、区、工件)2.砂轮使用寿命与磨削(耗)比3.磨削表面质量(烧伤、裂纹)3.9.5先进磨削方法简介1.高效磨削(高速磨削、缓进给大切深磨削、砂带磨削)2.高精度小粗糙度磨削第4章机械加工质量的影响因素及控制4.1概述4.1.1机械加工质量的含义4.1.2机械加工精度及获得方法1.机械加工精度与加工误差2.机械加工精度的获得方法(1).尺寸精度获得方法(2).形状精度获得方法(3).位置精度获得方法4.1.3机械加工表面质量及其对零件使用性能的影响1.机械加工表面质量的含义2.机械加工表面质量对使用性能的影响4.2机械加工精度的影响因素及控制措施4.2.1机械加工工艺系统原有误差的影响1.概述(1).概念(2).误差敏感方向2.原有误差的影响(1).原理误差(2).量具与测量误差(3).机床误差①.机床回转精度②.机床直线运动精度③.成形运动精度ⅰ.成形运动的位置关系ⅱ.成形运动的速度关系4.2.2加工过程因素的影响1.力变形的影响及控制(1).刚度(2).切削力变化(3).提高工艺系统刚度的措施(工件刚度、刀具刚度、机床与夹具刚度)2.热变形的影响及控制(1).热源(2).热变形的影响(工件、刀具、机床热变形的影响)(3).控制措施4.3加工误差的统计分析4.3.1加工误差的统计性质(系统误差、随机误差)4.3.2加工误差的分布规律(正态分布、偏态分布、平顶分布、双峰分布)4.3.3加工误差的统计分析法(分布图法、点图法)4.4机械加工表面质量的影响因素及控制措施64.4.1切削加工表面的形成过程4.4.2加工表面粗糙度1.概述2.产生的原因及控制(1).切削加工表面粗糙度的成因(理论粗糙度、积屑瘤的影响、鳞刺的影响、切削机理变化、颤振、切削刃损坏)(2).切削加工表面粗糙度的控制(刀具、工件、切削条件)(3).磨削表面粗糙度4.4.3加工变质层1.加工硬化2.残余应力3.磨削烧伤与裂纹及控制措施4.5机械加工过程中的振动及控制4.5.1概述4.5.2强迫振动及控制措施1.成因2.特点3.消除与控制措施4.5.3自激振动及控制措施1.概述2.特点3.激振机理(1).再生激振机理(2).振型耦合激振机理产生条件、提高系统动特性、采用减振装置)第5章机械加工工艺规程制订5.1概述5.1.1概念5.1.2作用5.2零件的结构工艺性分析5.2.1概述5.2.2零件结构的机械加工工艺性5.2.3零件结构的装配与维修工艺性5.3定位基准的选择5.3.1精基准的选择5.3.2粗基准的选择5.4机械加工工艺路线的拟定5.4.1加工方法的选择5.4.2加工阶段的划分5.4.3加工顺序的安排5.4.4工序的集中与分散5.5加工余量与工序尺寸及工序公差的确定5.5.1加工余量的概念1.加工总余量与工序(工步)余量2.最大余量与最小余量及平均余量与余量公差7(3).控制措施(消除3.加工余量与工序尺寸公差对机械加工的影响4.影响加工余量的因素5.5.2加工余量的确定方法1.分析计算法2.查表法3.经验法5.5.3工序尺寸及其公差的确定5.6工艺尺寸链5.6.1概述(定义、组成与分类)5.6.2基本计算方法1.极值法2.概率法5.6.3应用举例1.基准不重合时的工序尺寸计算2.工序基准为待加工设计基准时的工序尺寸计算3.工序余量的校核4.有表面处理工序的尺寸链计算5.6.4工艺尺寸链的图表法5.7工艺过程的经济性分析与优化5.7.1概述(概念及提高生产效率措施)5.7.2工艺方案的经济性分析5.7.3工艺过程优化5.8机械加工工艺规程制订举例5.9计算机辅助工艺规程设计(CAPP)简介第6章机器的装配工艺6.1概述6.2装配尺寸链6.3保证装配精度的工艺方法6.3.1概述6.3.2工艺方法1.互换装配法(完全互换法)2.修配装配法3.选择装配法与调整装配法简介6.3.3机器的自动装配简介8。
《机械制造技术基础》教学大纲及教案全套第一章:机械制造概述教学目标:1. 了解机械制造的基本概念、分类和特点。
2. 掌握机械制造过程的基本步骤。
3. 熟悉机械制造中的常见问题和解决方案。
教学内容:1. 机械制造的基本概念和分类。
2. 机械制造过程的基本步骤。
3. 机械制造中的常见问题和解决方案。
教学方法:1. 讲授法:讲解机械制造的基本概念、分类和特点。
2. 案例分析法:分析机械制造过程中的实际案例,讨论常见问题和解决方案。
教学资源:1. 教材:《机械制造技术基础》。
2. 课件:机械制造过程的图片和视频。
教学评估:1. 课堂讨论:评估学生对机械制造过程的理解和分析能力。
2. 课后作业:评估学生对机械制造基本概念和步骤的掌握程度。
第二章:金属切削原理教学目标:1. 了解金属切削的基本概念和原理。
2. 掌握金属切削过程中刀具与工件的相互作用。
3. 熟悉金属切削过程中切削力、切削热和切削变形的基本规律。
教学内容:1. 金属切削的基本概念和原理。
2. 刀具与工件的相互作用。
3. 切削力、切削热和切削变形的规律。
教学方法:1. 讲授法:讲解金属切削的基本概念和原理。
2. 实验法:观察和分析刀具与工件的相互作用。
3. 数值分析法:计算切削力、切削热和切削变形。
教学资源:1. 教材:《机械制造技术基础》。
2. 实验设备:刀具、工件和切削实验机。
3. 课件:金属切削过程的动画和图表。
教学评估:1. 课堂讨论:评估学生对金属切削原理的理解。
2. 实验报告:评估学生对刀具与工件相互作用实验的分析能力。
第三章:金属切削机床及刀具教学目标:1. 了解金属切削机床的分类和结构。
2. 掌握金属切削机床的工作原理和操作方法。
3. 熟悉刀具的类型、结构和选用原则。
教学内容:1. 金属切削机床的分类和结构。
2. 金属切削机床的工作原理和操作方法。
3. 刀具的类型、结构和选用原则。
教学方法:1. 讲授法:讲解金属切削机床的分类和结构。
机械制造技术基础课程教案第一章:机械制造概述1.1 课程简介介绍机械制造技术的基础知识和课程目标。
强调机械制造在工程领域中的重要性。
1.2 机械制造的定义和分类解释机械制造的概念和过程。
讨论机械制造的分类和不同类型的制造过程。
1.3 机械制造的流程和步骤介绍机械制造的基本流程和步骤。
解释设计和加工过程中的关键环节。
1.4 机械制造技术的应用领域探讨机械制造技术在不同工程领域的应用。
强调机械制造技术在制造业中的广泛应用。
第二章:机械设计基础2.1 机械设计的基本原则和方法介绍机械设计的基本原则和目标。
解释机械设计的方法和步骤。
2.2 机械零件的设计和选材讨论机械零件的设计要求和考虑因素。
介绍选材的原则和常用材料的特点。
2.3 机械结构的设计和分析解释机械结构的设计要求和步骤。
探讨机械结构的分析和计算方法。
2.4 机械设计的实例分析分析典型的机械设计实例,如齿轮传动系统和联轴器。
强调机械设计的实际应用和重要性。
第三章:机械加工基础3.1 机械加工的定义和分类解释机械加工的概念和过程。
讨论机械加工的分类和不同类型的加工方法。
3.2 机械加工设备和工具介绍常用的机械加工设备和工具。
讨论机械加工设备的选择和使用注意事项。
3.3 机械加工工艺和参数选择解释机械加工工艺的概念和重要性。
探讨加工参数的选择和优化方法。
3.4 机械加工质量和精度控制讨论机械加工质量和精度的重要性。
介绍常用的质量控制方法和精度测量工具。
第四章:金属切削加工4.1 金属切削加工的基本概念解释金属切削加工的定义和过程。
讨论金属切削加工的分类和特点。
4.2 金属切削刀具和机床介绍常用的金属切削刀具和机床。
讨论刀具的选择和使用注意事项。
4.3 金属切削加工参数的选择解释金属切削加工参数的概念和重要性。
探讨加工参数的选择和优化方法。
4.4 金属切削加工质量和精度控制讨论金属切削加工质量和精度的重要性。
介绍常用的质量控制方法和精度测量工具。
第五章:机械装配基础5.1 机械装配的定义和目的解释机械装配的概念和目的。