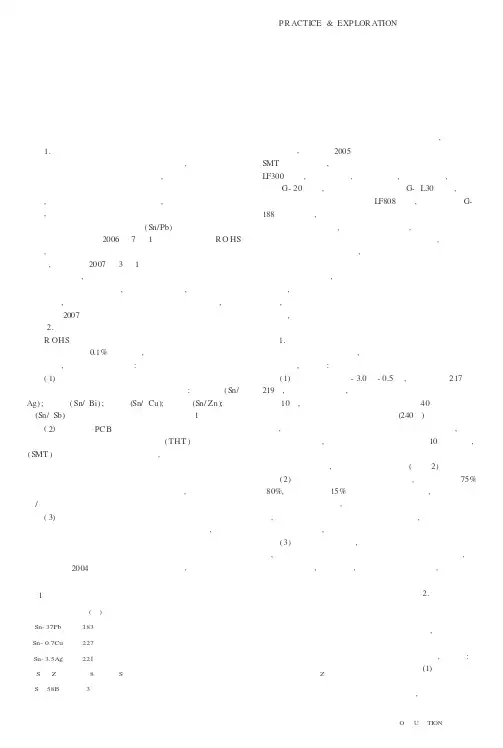
OUTION职业一、电子制造业实施无铅焊接技术的紧迫性1.铅污染的危害铅是一种多亲和性、对人体有毒的物质,主要损害人的神经系统、造血系统、血铅和消化系统,铅中毒也是引发白血病、肾病、心脏病、精神异常的重要因素之一。铅毒不仅对水污染,而且对土壤、空气均可产生污染,一旦环境产生严重铅污染,其治理的难度很大、周期甚长、经费支出巨大。电子制造业中大量使用的锡铅合金焊料(Sn/Pb)是污染人类生存环境的重要根源之一。2006年7月1日欧盟全面实施ROHS指令,即《禁止在电子电气产品中使用某些有毒有害物质的法规》,我国也在2007年3月1日实施“电子信息产品污染控制管理办法”,电子制造无铅化已成为不可逆转的潮流。实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是电子制造业2007年势在必行的举措。2.电子制造业推行无铅技术的几个途径ROHS指令中无铅的规定要求产品的每一部分不论大小都不能超过0.1%含量的铅,这就要求制造的全过程实施无铅化,具体包含以下几项:(1)焊料的无铅化。焊料的无铅化是电子制造无铅化的关键之一。目前世界上无铅焊料主要有:锡银系(Sn/Ag);锡铋系(Sn/Bi);锡铜系(Sn/Cu);锡锌系(Sn/Zn);锡锑系(Sn/Sb)。它们与有铅焊料的特性比较见表1。(2)元器件及PCB无铅化与电子整机制造无铅化同步。电子整机制造中不仅要对插装(THT)和表面安装(SMT)后的印刷电路板做无铅焊接,而且要求电子元器件和印刷电路板做无铅化处理。国际上一些大的电子元器件厂商开始生产无铅电子元器件。我国的电子元器件厂家和印制电路板厂家也应适应世界无铅化潮流,做到电子元器件/印刷电路板无铅化。(3)焊接设备的无铅化。焊接设备主要有波峰焊机和再流焊机。要求在电子制造中采用无铅焊接设备,取代现有的有铅焊接设备。二、无铅焊接技术的教学实践我校于2004年开设电子制造技术专业,主要为中小电子企业培养从事物料采购、物料管理、品质管理、产品工艺开发、生产制造和测试等中间领域的技术骨干力量,为适应形势的发展,我校于2005年组建无铅波峰焊生产线一条和SMT生产线一条,主要配有电脑控制无铅双波峰焊锡机LF300一台,送板机一台,收板机一台,切板机一台,松香喷雾器G-20一台,全自动激光型贴片机G-L30一台,全热风计算机控制无铅回流焊锡机LF808一台,锡膏搅拌机G-188一台。同时,我们将该专业的核心技能课程《焊接技术》提升为《无铅焊接技术》,课程内容重在实用,讲授锡焊的基本概念原理、手工焊接工具与操作工艺的基本技巧,无铅焊接技术中的检测、测试和分析,从波峰焊接的设备及工艺要点、再流焊的基本工艺方法、锡焊工艺的质量检测方法等方面导入并分析无铅化,重点阐述锡焊技术过程中无铅焊料的必要性,通过对无铅焊料、焊接工艺与有铅焊料、焊接工艺的比较,分析无铅焊接实践中可能出现的问题以及相应的解决方法,培养学生全面掌握无铅焊接生产技术。三、无铅焊接的特点及教学实践体会1.再流焊工艺技术从有铅焊料到无焊料,在再流焊实际操作时将发生很大的变化,主要有:(1)目前最常用的锡-3.0银-0.5铜,其熔点在217℃~219℃,在进行再流焊时,可操作的最低工艺温度应为液相温度加10℃,这就比锡铅共晶焊料的熔点高出40℃。不难看出操作温度的上升与元器件的耐热温度(240℃)的差距将大幅减少,因此必须较以往有更正确的工艺温度管理。此外,由于印制板的多样化,热容量不同的元器件均会有10℃的温差,必须提高预热温度和时间。再流焊设备必须进行多温区加热以减少温度误差,这是一项有效的措施(见图2)。(2)一般认为锡银铜比锡铅湿润性低,其扩散率在75%~80%,比锡铅下降15%左右。为了提高可焊性,在助焊剂中增加活性剂是必要的,但会造成粘度升高等不良现象。另外,由于无铅焊料表面张力比有铅焊料高,在同样条件下湿润性也会变差,焊接时容易发生桥接、拉尖。(3)印刷工艺过程中,由于焊膏内助焊剂与粉末的反应,在粉末表面有有机金属化合物与有机金属盐析出,造成流动性下降,粘度升高,给印刷性能带来影响,成为焊接不良的原因。2.波峰焊工艺技术从有铅焊料到无焊料,在波峰焊实际操作时将发生很大的变化,主要有:(1)流动焊槽温度与峰值温度的温差,锡铅焊料为无铅焊接技术的探索研究与教学实践