电气批扭力准则
- 格式:doc
- 大小:123.00 KB
- 文档页数:6

电批扭力标准规范
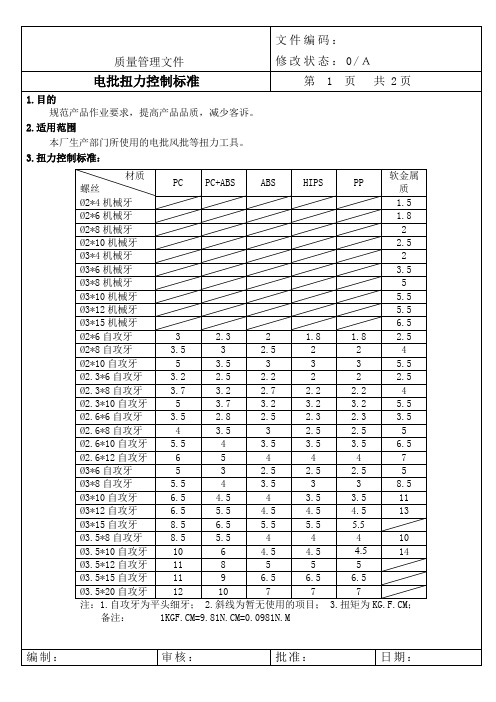
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。

电批扭力标准电批扭力标准是指在使用电动扭力工具时所需遵循的一系列规范和标准。
电批扭力标准的制定旨在确保电动扭力工具在使用过程中能够达到预期的扭力效果,从而保障产品质量和生产安全。
本文将从电批扭力标准的必要性、制定原则、具体内容和应用范围等方面进行介绍。
首先,电批扭力标准的制定具有重要的必要性。
在现代工业生产中,电动扭力工具被广泛应用于各类产品的生产和装配过程中,而扭力的准确性直接关系到产品的质量和安全。
因此,制定电批扭力标准能够统一工业生产中电动扭力工具的使用规范,提高产品装配的准确性和效率,降低因扭力不准确而导致的产品质量问题和安全事故的发生。
其次,电批扭力标准的制定应遵循一定的原则。
首先,标准制定应参考国际标准和行业标准,确保与国际接轨,提高产品的竞争力。
其次,标准应具有可操作性和可行性,便于企业在实际生产中进行执行。
同时,标准制定还应考虑到不同产品的特殊性和工艺要求,制定相应的扭力标准。
具体内容方面,电批扭力标准主要包括扭力范围、扭力精度、扭力测量、扭力校准等内容。
扭力范围是指电动扭力工具所能达到的扭力数值范围,不同的产品和装配要求会有不同的扭力范围要求。
扭力精度是指电动扭力工具在使用过程中的扭力准确度,通常以百分比或绝对数值来表示。
扭力测量是指对电动扭力工具进行扭力数值的测量,可以通过扭力传感器或扭力表等设备进行测量。
扭力校准是指定期对电动扭力工具进行扭力数值的校准,确保其扭力准确性。
最后,电批扭力标准的应用范围涵盖了各类电动扭力工具的生产和使用过程。
不同类型的电动扭力工具在使用时需要遵循相应的扭力标准,以确保产品的装配质量和安全性。
同时,企业在生产过程中也应建立相应的质量管理体系,对电动扭力工具进行定期检测和维护,确保其扭力的准确性和稳定性。
综上所述,电批扭力标准的制定对于提高产品质量、保障生产安全具有重要意义。
通过遵循标准规范,可以有效提高电动扭力工具的使用效率和准确性,降低产品质量问题和安全事故的发生率,推动工业生产的持续健康发展。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围: 3.5~ Kgf.cm
来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。


风批电批扭力使用规范
1目的
规范风批、电批使用,确保产品质量。
2适用范围
适用本公司拉线所有风批、电批的使用。
3职责
3.1工程部:风批、电批扭力规定的制定。
3.2生产部:负责按要求测试风批、电批的扭力。
3.3品质部: 负责监督电烙铁使用是否达到要求。
4运作程序
4.1风批、电批使用扭力要求
本公司依据所使用的螺钉不同,同时考虑对螺钉、螺钉孔及产品的保护,对每种锁螺钉位置规定相应的使用扭力。
4.2螺钉扭力规则
4.3生产线每天排拉时使用不同螺钉依据上述规则调试风批、电批钮力,并做好点检记录。

电气一般螺纹扭矩标准LY-JSBZ-0032-14 螺栓有很多叫法,每一个人的叫法可能都不同,有人叫成螺钉,有人叫成螺栓钉,有人叫成标准件,有人叫成紧固件。
尽管有这么多叫法,但意思都是一样的,都是螺栓。
螺栓是紧固件的通用说法。
螺栓的原理是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具。
螺栓在日常生活当中和工业生产制造当中,是少不了的,螺栓也被称为工业之米。
可见螺栓的运用之普遍。
螺栓的运用范围有:电子产品,机械产品,数码产品,电力设备,机电机械产品。
船舶,车辆,水利工程,乃至化学实验上也有效到螺栓。
一、关于螺栓的一些大体概念一、螺栓的直径:螺栓的公称直径d指螺杆在螺纹处的最大直径。
一样用大写字母M表示。
它直接表示了螺栓的规格。
另外,螺栓的有效直径,用de 表示,是指螺杆在螺纹处的最小直径,也确实是螺纹根部的直径,它要紧用于计算螺栓抗拉力的大小。
还有螺孔的直径d0,不同用途的螺栓需要有不同直径孔来进行配合利用。
例如高强螺栓的孔径要比公称直径大~2mm,柱底板的孔径要比地脚螺栓大6~10mm,等等。
有时候要开长孔,长孔的长边方向也是要讲究,这些需要专门注意。
二、螺栓的长度:螺栓的长度是指螺杆的杆身长度,不包括螺杆头在内。
一样来讲,螺杆长度按下面公式计算:螺杆长度 = 板叠总厚度 + 垫片厚度 + 螺母厚度 + 5mm丰裕。
计算螺栓长度的时候必然要考虑各方面的要求,太长或太短都不行。
3、螺栓的强度:螺栓的强度指成品螺杆的强度等级,如所谓级和级是指螺栓的抗剪切应力品级为和。
螺母和垫片的强度品级一样跟从螺杆而配套。
通常咱们用一个带小数点的数字来表示螺栓的强度,其中小数点左侧的数字表示其抗拉强度的1/100,而小数点右边的数字那么表示其屈强比(屈服强度/抗拉强度),例如级螺栓,螺杆的抗拉强度确实是 10*100=1000 N/mm2,屈服强度确实是1000*=900N/mm2。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。


一.适用范围:本公司紧固件操作和电批、气批。
二.作业前准备:1.检查电压、气压是否正常。
2.根据被锁螺丝的形状,配备好起子头。
3.调置好的扭力。
三.操作方法1.接上或卸下起子头时,以指尖将起子帽向上推。
2.插入电源并将开关设在“F”的位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置。
3.手按开关压板式起动,按扣板机拉向自已的方向,然后开关就会打开“ON”来启动马达运转,开始操作锁螺丝。
当螺丝锁付超出设定扭力时,离合器会自动打滑,起子头停止转动,作业完成。
4.当手按开关压板放开时,起子电源就关闭,马达停止工作,如此重复操作可继续使用,如要松开螺钉时,开关应放在“R”位置,按上述操作即可完成。
四.技术要求1.打紧时需要使用经过检修标识合格的电批或气批;2.打紧前要按照使用螺钉的规格参照《紧定螺钉标准扭力选用表》选用螺钉打紧扭力值,并根据首件实际打紧效果在允许范围内进行适当调整,并将已经选定的扭力值记录在每日扭力点检表上;3.一经选用的扭力值就不允许随意调整,需要调整要经过组长或工艺工程师的同意;4.已经选用扭力值的电批或气批在使用时必须垂直螺钉钉头进行打紧;5.电批或气批每4小时必须组织一次扭力复检,并记录在点检表中;6.打紧作业时批头长度要合适,比需要打紧的长度长15-20毫米为合适;7.打紧作业时施力要均匀,避免大力下压;五.注意事项1.当电批或气批不使用或断电时,应将电源断开;2.更换起子头时,一定要将起子电源关闭,并将其电源插头断开;3.操作时,起子须与螺丝保持垂直垂直方向,并保持轻微下压,避免滑牙;4.起子运转时不可波动正反开关,做不正常的切换操作易造成开关短路;5.取放、使用及储存时,避免摔打和撞击电批或气批,以免马达受损六.紧定螺钉标准扭力选用表备注:1.硬材料是被锁物及夹持物为钢铁、PCB板料等表面较硬的材料,陶瓷灯座属硬材料;软材料是被锁或夹持物为塑胶或锡、锌等表面较软的材料,如塑胶端盖;2.使用非标∅1.7可参照∅1.6、非标∅3.5可参照∅4螺钉扭力进行打紧;。

国标电气母排螺栓扭矩咱们今天聊聊一个非常重要的话题——国标电气母排螺栓扭矩。
听起来有点复杂是吧?其实也没那么难,只要弄清楚一点点原理,你也能变成这方面的小专家。
说白了,就是咱们平时在电气安装时,母排上的螺栓得按规定的力度来拧紧,太松了不行,太紧了也不行。
问题来了,怎么才能做到“刚刚好”呢?别急,咱们慢慢聊。
大家都知道,电气系统中,母排是用来连接不同电气设备的“桥梁”。
它的作用就是把电流从一个地方传输到另一个地方。
这么一看,母排在整个电气系统中那可就是大动脉,至关重要。
咱们的电力系统是不是得靠它好好传递电流,要是它一出问题,整个系统就可能“罢工”。
所以,螺栓扭矩这事儿就变得至关重要了。
它关系到连接的牢固度,关系到设备的稳定性,关系到电气安全。
嗯,扭矩就是咱们拧螺栓时施加的力量,得按照标准来。
为什么扭矩不可以随便乱搞呢?这就有点道理了。
如果你把螺栓拧得太紧,就像给它穿上了一件“紧身衣”,它可能就会变形,甚至裂开,搞不好还会影响到电气连接的稳定性。
反过来,要是你拧得太松,那就像给螺栓戴了个“松垮垮”的裤子,电流通过时可能会出现接触不良,甚至造成设备发热、短路什么的,后果可不堪设想。
所以,标准的扭矩,简直是“黄金比例”,太紧不行,太松也不行,得做到中规中矩,正合适。
那这个扭矩到底怎么定呢?每种设备、每个型号的螺栓都有个具体的标准,通常会写在设备的使用说明书里。
你要是看不懂,可以直接翻到“技术要求”这块。
国标电气母排螺栓的扭矩,通常是在一定范围内,比如说1020牛·米,或者1525牛·米这样的。
咱们不必死记硬背这些数据,但要明白一点:这个值是经过精确计算的,设计师可是下了大功夫的,咱们可不能随便马虎。
就说说怎么才能保证这个扭矩值能准确实施。
大多数人平时上工地,拧个螺栓就直接用手劲,感觉差不多了就算了。
这个做法,很多时候是不靠谱的。
你可别小看这螺栓的扭矩,得有专业的工具才能精确控制。
你知道的,普通的扳手看起来是挺好使,可你想拧到标准的扭矩值,还得用专门的扭矩扳手。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分)
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力范围:3.5~4.5Kgf.cm),产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为 3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。

文件编号:版本:A/0制定日期:修订日期:拟案单位:品管部发行章:Revision History 修改記錄一.螺丝扭力定义及实例1.电动螺丝起子扭力的设定:A.最小扭力的选取:以经验值选取扭力范围,用电动螺丝起子设定其最小螺丝扭力,锁紧后再用手动方式转动螺丝来检查螺丝扭力是否足够,如果已经无法再用手动方式转动螺丝,就表示螺丝扭力的可以接受,锁附10PCS确认第一次是否锁附到位,若都锁附到位,然后按照0.05kgf.cm扭力递减,重复验证发生锁附不到位说明扭力不可接受,此时上一个锁附OK扭力为最小扭力;如果还可以转动,则表示最小扭力还不过,必须再往上增加。
反复测试后可以决定最小的电动起扭力。
B.最大扭力的选取:最小螺丝扭力决定后,再依据扭力范围,把电动螺丝起子的扭力设定到扭力范围的最大值,拿10组上、下盖(或是上、下壳),用电动起子重复锁紧、松开螺丝10次后,确认有无任何螺丝孔滑牙或是螺丝柱破裂的现象发生,如果没有,按照0.05kgf.cm扭力递增重复验证,若发生螺丝孔滑牙或是螺丝柱破裂不良,上一个锁附OK扭力即为最大扭力;如果有,则必须将扭力调小或是设计变更螺丝柱的内、外孔径,然后再重复验证直至合格。
C.正常最好使用扭力定义:确定最大最小扭力后,将最大扭力乘以安全系数0.4---0.6;得出值即为最好使用扭力;且使用扭力必须大于最小锁附扭力,根据实际以接近最大最小平衡均值最好;3.4. 实际螺丝承受扭力测试4.1 根据被测试产品的相应检验标准或作业指导书,查出被测试螺丝的标准扭力;4.2 例如;根据检验规范,查出某款产品的前后壳合盖螺丝要求标准扭力为:3.5kgf.cm,则首先设定扭力批扭力在 3.5kgf.cm;4.3 使扭力批垂直与被测螺丝接触;顺时针转动扭力批(上紧螺丝的方式);①如果能转动被测螺丝,则说明被测螺丝没有上紧,低于扭力标准;②如果不能转动被测螺丝,并且听到“哒、哒、哒”的声音,转动扭力批手柄在空转;则执行逆时针转动扭力批(拆卸螺丝的方式);③如果逆时针转动扭力批,能松动被测螺丝,则判定被测螺丝扭力符合要求;如果不能松动被测螺丝,则判定被测螺丝上的太紧,高于扭力标准要求。

电气安装扭距标准目的:1.保证高效率、高质量、安全的生产作业。
2.制定螺丝螺母锁定之扭矩基准,作为指导现场作业之参考依据。
范围:上海威顺电器有限公司生产产品电器接线及电气安装皆适用。
注意事项:1.批头的正确选用,使用专用的批头。
2.更换批头时,先将锁定键置于锁定位置3.扭矩必须按标准在设定范围之内。
4.作业方式须正确,即电动批须与螺钉在水平/垂直方向锁付。
5.档位位于10以下,使用低速模式,否则会导致力矩不够。
6.使用过程中如出现批头卡住,立即断开电源,通过反转松开被卡住的批头,切勿硬拉,别撬。
7.使用中出现不良现象,应立即知会直属上级,反应工程工艺部门对工具进行相关调节。
8.因条件环境不同或特殊状况时,扭力大小酌予升高或降低时,以实际锁紧扭力为准,并知会工程工艺部门负责人确认9.质检科应不定期对在使用的电动批进行检测及调整,使扭力合符在范围之内。
若遇特殊情况可适当增加检查次数。
10.检测各工站扭力时如有发现电动批不良的或扭力不在范围内的必须停止作用,并知会直属上级,反应工程工艺部门对工具进行相关调节。
电气接线安装扭矩对应表一览:常用器件类型规格批头扭矩(范围) 档位(范围)常用加热管螺母M4 7套筒 2.15-2.25N.m 10-11 螺母M5 8套筒 2.5N.m 12接触器主触点0910-1810 螺丝M4 十字/一字 2.5N.m 12 接触器主触点40 螺丝M5-6 一字 3.25-4.0N.m 20-21 接触器主触点3210 螺丝M5-6 一字 2.5-2.6N.m 15-16 所有接触器辅助触点,线圈触点螺丝M5 十字 2.25-2.5N.m 11-12 U40用接触器螺丝M3 十字 1.25N.m 5-6 断路器D40 D63 螺丝M5 一字 3.0-3.25N.m 19-20 中间继电器螺丝M3 十字0.82-1.25N.m 5-6 接线端子UKJ-4UKJ-6JDJ-6JD螺丝M3-5 一字 1.25-1.35N.m 6-7接线端子UKJ-16UKJ-16JD螺丝M5 一字 1.5N.m 8 PCB接线端子螺丝M3-M4 一字 1.25-1.35N.m 6-7 种钉螺丝螺母M3 5.5暂无0.82-1.25N.m 5-6 种钉螺丝螺母M4 7套筒 1.35-1.5N.m 7-8 种钉螺丝螺母M5 8套筒 1.5-2.15N.m 9-10 种钉螺丝螺母M6 10套筒 2.25-2.5N.m 11-12 种钉螺丝(反面外观)螺母M3 5.5暂无0.82N.m 5 种钉螺丝(反面外观)螺母M4 7套筒 1.35N.m 7 种钉螺丝(反面外观)螺母M5 8套筒 2.15N.m 10 种钉螺丝(反面外观)螺母M6 10套筒 2.5N.m 12 焊接螺丝螺母M3 5.5暂无0.82N.m 5 焊接螺丝螺母M4 7套筒 2.5N.m 12 焊接螺丝螺母M5 8套筒 2.5N.m 12 焊接螺丝螺母M6 10套筒 2.5-2.6N.m 15-16 焊接螺丝(反面外观)螺母M3 5.5暂无0.82N.m 5 焊接螺丝(反面外观)螺母M4 7套筒 1.35N.m 7 焊接螺丝(反面外观)螺母M5 8套筒 2.15N.m 10 焊接螺丝(反面外观)螺母M6 10套筒 2.5N.m 12其他螺母M3 5.5暂无0.82-1.25N.m 5-6 螺母M4 7套筒 2.4-2.5N.m 14-15 螺母M5 8套筒 2.5-2.6N.m 15-16 螺母M6 10套筒 2.75-3.0N.m 18-19 螺丝M3 5.5暂无0.82N.m 5-6 螺丝M4 十字/一字 2.4-2.5N.m 14-15 螺丝M5 十字/一字 2.5-2.6N.m 15-16 螺丝M6 十字/一字 2.75-3.0N.m 18-19电动工具档位扭矩对应表一览:使用扭矩扳手实测:档位扭矩档位扭矩1 0.29N.m 13 2.5N.m2 `0.29N.m 14 2.5N.m3 0.5N.m 15 2.5N.m4 0.75N.m 16 2.6N.m5 0.82N.m 17 2.75N.m6 1.25N.m 18 2.75N.m7 1.35N.m 19 3.0N.m8 1.5N.m 20 3.25N.m9 1.5N.m 21 4.0N.m10 2.15N.m 强力锁紧 4.4N.m11 2.25N.m12 2.5N.m编制/日期审核/日期批准/日期。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
~ _* 、/、一•、、八
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计,特殊位置需要另外测试;
4、产线扭力批原则上以扭力范围的中心值来设定:例如:?3.0的螺丝锁PP塑料(扭力
范围:3.5~4.5Kgf.cm),产线扭力批应设定为 4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如:?3.0的螺丝锁PP塑料(扭力范围
3.5~
4.5Kgf.cm),品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际
情况酌情调整扭力值,不可自行调整。

28螺钉和接线
28.1电气方面或其它方面的螺钉连接应经得起正常使用中产生的机械应力。
可由使用者旋紧的标称直径小于3mm的螺钉以及传递电气接触压力的螺钉应旋入金属中。
螺钉不应用软的或易于蠕变的金属制造,例如锌或铝。
是否合格,通过视检来确定,对传递接触压力的螺钉和由使用者拧紧的螺钉,通过如下试验来确定。
螺钉或螺母按如下要求拧紧或拧松;
与绝缘材料螺纹啮合的螺钉10次;
螺母和其它螺钉5次。
18
与绝缘材料螺纹啮合的螺钉每次都应完全拧出和拧入。
用一把合适的试验螺钉旋具或扳手,按表20所示的力矩进行试验,相应各栏是:
对与绝缘材料螺纹啮合和可由使用者拧紧的螺钉,力矩应增加20%
28.2与绝缘材料螺纹啮合的并可被使用者旋紧的螺钉应有一定的啮合长度以保证可靠的连接。
要保护把螺钉正确旋入螺孔或螺母内。
通过视检来确定是否合格。
28.3电气连接的设计,不应由易于收缩或易于变形的绝缘材料来传递接触压力,除非金属部件有足够的弹力对绝缘材料任何可能的收缩或变形进行补偿。
28.4自攻(自动攻丝)螺钉不应用来连接载流部件、
28.5在器具不同部件之间用作机械连接的螺钉,如果该连接是载流的,则应牢固固定,以防止松动。
通过视检和手动试验来确定是否合格。

电气普通螺纹扭矩标准LY-JSBZ-0032-14 螺栓有很多叫法,每个人的叫法可能都不同,有人叫成螺钉,有人叫成螺栓钉,有人叫成标准件,有人叫成紧固件。
虽然有这么多叫法,但意思都是一样的,都是螺栓。
螺栓是紧固件的通用说法。
螺栓的原理是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具。
螺栓在日常生活当中和工业生产制造当中,是少不了的,螺栓也被称为工业之米。
可见螺栓的运用之广泛。
螺栓的运用范围有:电子产品,机械产品,数码产品,电力设备,机电机械产品。
船舶,车辆,水利工程,甚至化学实验上也有用到螺栓。
一、关于螺栓的一些基本概念1、螺栓的直径:螺栓的公称直径d指螺杆在螺纹处的最大直径。
一般用大写字母M表示。
它直接表示了螺栓的规格。
此外,螺栓的有效直径,用de 表示,是指螺杆在螺纹处的最小直径,也就是螺纹根部的直径,它主要用于计算螺栓抗拉力的大小。
还有螺孔的直径d0,不同用途的螺栓需要有不同直径孔来进行配合使用。
例如高强螺栓的孔径要比公称直径大1.5~2mm,柱底板的孔径要比地脚螺栓大6~10mm,等等。
有时候要开长孔,长孔的长边方向也是要讲究,这些需要特别注意。
2、螺栓的长度:螺栓的长度是指螺杆的杆身长度,不包括螺杆头在内。
一般来讲,螺杆长度按下面公式计算:螺杆长度 = 板叠总厚度 + 垫片厚度 + 螺母厚度 + 5mm富余。
计算螺栓长度的时候一定要考虑各方面的要求,太长或太短都不行。
3、螺栓的强度:螺栓的强度指成品螺杆的强度等级,如所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9GPa。
螺母和垫片的强度等级一般跟随螺杆而配套。
通常我们用一个带小数点的数字来表示螺栓的强度,其中小数点左边的数字表示其抗拉强度的1/100,而小数点右边的数字则表示其屈强比(屈服强度/抗拉强度),例如 10.9级螺栓,螺杆的抗拉强度就是 10*100=1000 N/mm2,屈服强度就是1000*0.9=900N/mm2。
电(气)批扭力准则
1.0 主旨
2.0 目的
3.0 范围
4.0 权责
5.0 使用说明
6.0 扭力参照表
7.0 附件
1.0 主旨
制定电(气)批扭力规格
2.0 目的
制定螺丝锁定之扭力基准,作为指导现场作业之参考依据。
3.0 范围
凡武汉唯冠科技有限公司生产之机种皆适用
4.0 权责
4.1 研发部:负责全机种电(气)动批锁付位置螺钉之扭力标准数据制定发行及生产之异常处理。
4.2 工程部:
a、负责将研发制定的全机种扭力标准列于<<扭力准则>>并于OS上注明
b、负责转换机种时调整扭力并将转换数据记录于卡上
4.3 品管部:
a、负责电(气)动批之稽核
b、负责巡线时发现扭力力距调整和异常后知会相关单位以及处理后之对策追踪
c、对检测出来之(电气动批)NG品作管控,同时知会在线班组长送修
4.4 制造部:
a、负责电(气)动批正常操作使用、保管,有异常时应立即知会相关单位人员处理。
b、配合相关单位在线之问题处理
4.5 厂务部:
a、负责生产线之电气动批在作业中异常处理
b、负责电气动批之维修与保养
5.0 使用说明:
电(气)动批作为拆装螺钉之工具,其性能之好坏及使用方法正确与否直接影响到产品的质量。
因此,必须正确掌握其使用方法及检测方法。
5.1 使用方法:
5.1.1. 批头的正确选用,批头十字穴必须与螺钉头端十字穴相符合。
5.1.2. 扭力必须按标准设定在范围之内,详见《扭力参照一览表》
5.1.3. 作业方式须正确,即电(气)动批须与螺钉在垂直方向锁付。
5.1.4. 使用中出现不良现象,应立即知会相关单位。
5.2 电(气)动批力距调整:
5.2.1 品管部不定期对在使用的电(气)动批进行检测及调整,使扭力合符在范围之内。
若遇特殊情况品
管可适当增加检查次数,并将结果记录于记录卡上(附件1 FORM NO:ENG-D03-Q-01A)
5.2.2 电(气)动批若改用锁不同位置时,扭力需重新调整,并作好记录。
5.2.3 调整"气动批"扭力时以扭力棒测试螺钉松动扭力为准。
5.2.4 调整"电动批"以扭力计测试电动批力距扭力为准。
5.2.5 检测各工站扭力时如有发现电(气)动批不良的或扭力不在范围内的必须停止作用,并知会相关部
门处理。
5.3 扭力记录卡每二个月后交品管部存盘,一般保存时间为三个月
5.4 因条件环境不同或特殊状况时,扭力大小酌予升高或降低时,以实际锁紧扭力为准,并知会相关部
门负责人确认。
5.5 当转换不同力距之组品及材质变化时,由PD在线班组长和品管部相关负责人一同转换扭力大小(扭
力的大小要在锁付位置规定范围内),OK后并把转换扭力检测数据填写于同一张记录卡上,并注明锁附内容。
6.0 扭力参照表
6.1 <<传统Monitor产品>> 扭力参照一览表
6.2 <<LCD产品>>扭力参照一览表
7.0 附件
7.1 电(气)动批扭力检测记录卡 FORM NO: ENG-D03-Q-01A
附件1:
13cm
说明:此卡为一份双面格式,可作两个月记录使用。
FORM NO:ENG-D03-Q-01A。