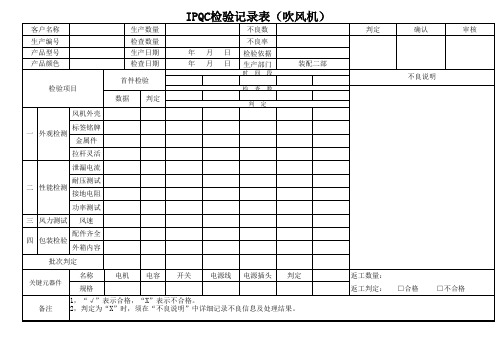
产品属性检验记录表(吹瓶)
- 格式:xls
- 大小:25.50 KB
- 文档页数:2


吹塑塑料瓶产品检验规范(ISO9001-2015)1.0目的制定本标准旨在建立本公司吹瓶类产品品质判定的通用标准,使具体产品标准制定及产品检验有参照和品质判定有作业依据。
2.0适用范围本标准适用于沈氏塑业有限公司生产的吹塑类产品(有单个标准的除外)。
3.0术语或定义3.1 主要位置: 指产品丝印,烫印或贴标所在的位置.3.2 次要位置: 除了主要位置以外的所有位置.3.3 瓶口积胶: 又称鹅喉,指产品口部内缘有多余的料胚或料块,使内径变小或堵塞.3.4 瓶身条纹: 瓶身上出现较自身色水或深或浅的线状条纹.3.5 透明度异常: 瓶身经光线照射后于标准样比较出现透光性差异的现象称为透明度异常.3.6 合模线异常: 因模具闭模不紧或模具本身异常而在产品分模处产生有合模线粗或错位等不良现象.3.7 塞版指网版在印刷过程中,受到灰尘异物的污染,导致印刷版面,字体局部缺失或额外多出油墨印点,称印刷塞版.3.8 字体模糊: 指在印刷过程中,印刷版面字体出现不清晰的状况,称为字体模糊.3.9 断线: 指在印刷版面或字体出现不连贯的版面图案或线条,称为断线不良.3.10 重影: 指产品在印刷过程异常,导致部分版面或字体出现两次印刷,体现在产品上的不良为版面或字体有重叠状况,称为印刷重影不良.3.11 印刷露底色: 油墨印刷不均匀,导致版面局部可见产品底色,此种不良为印刷露底色.3.12 套色偏位: 版面相互之间出现偏离错位现象,称为套色偏位.3.13 烫印折痕: 由于饰箔材质,刮伤或调整不平,导致产品上出现条纹或在烫印图案上留一条线或字体缺损,称为烫印线条.3.14 烫印结合线不良: 烫饰接合处出现错位,粗等明显不良状况.3.15 烫印毛边: 烫饰图案边缘不齐呈锯齿状,称为烫饰毛边。
4.0抽样方法大件抽样: 采用GB/T 15172-94进行抽样.产品抽样: 按GB2828-2003逐批检查计数抽样程序及抽样表(适用于连续批的检查).外观检测: 采用一般检查水平Ⅱ级/功能检测: 采用特殊检查水平S-3.批合格质量水平:严重缺陷(A类) AQL=1.0主要缺陷(B类) AQL=2.5次要缺陷(C类) AQL=4.05.0质量技术要求Ⅰ.外观检验:检验项目验收标准缺陷类别颜色同批产品颜色在上下色差范围内.透明瓶透明度异常在允许范围,符合签板B类黑点,异色点透明类主要位置:φ≤0.4mm不多于2个且间距大于10mm次要位置: φ≤0.5mm不多于3个且间距大于10mm0.5mm<φ≤1.0mm的异色点在后加工装饰或装配后被覆盖的可允许.C类非透明类主要位置:φ≤0.5mm不多于3个且间距大于10mm次要位置: φ≤0.5mm不多于4个且间距大于10mm0.5mm<φ≤1.0mm的异色点在后加工装饰或装配后被覆盖的可允许.晶点印刷,贴标以及装水后目测无明显的晶点. C类瓶口批锋无明显刮手感,不影响配合功能,瓶口批锋≤0.3mm C类瓶口积胶原色/透明瓶不影响外观,且不影响客户灌装使用. A类瓶身厚薄同一产品不同位置手感有软有硬现象,瓶身厚薄不得影响后工序加工质量.B类缺胶,穿孔不允许. A类合模线异常无明显错位,且不影响配合使用. C类瓶身条纹印刷,贴标以及装水后目测无明显的珠光纹.流纹. C类瓶身变形瓶身无明显变形,不影响后工序加工. B类擦花,划痕目测不明显且手感光滑,允许长度≤10mm,宽度≤0.2mm2条;长度≤5mm,宽度≤0.2mm三条,间距≥30mm.C类油渍,脏污目测无可见油污,异物污染. C类混版不允许不同产品混装,混堆或者标识于产品不符. A类Ⅱ. 后工序加工质量检验说明:依据产品后加工要求选择检验项目2.1 丝印/烫印质量检验要点:检验项目验收标准缺陷类别颜色丝印,烫印颜色符合签板B类印刷版面印刷图文完整,不允许错版A类印刷图文目测无明显重影,变形,不影响对产品内容的辨认C类条形码可读且正确,条码可读性视客户实际需求A类印刷位置符合客户签板.整体版面位置上下偏差≤±1.0mm,左右偏差≤±1.5mm,套色偏差≤0.5mm.B类印刷质量印刷时注意控制塞版,字体模糊,断线,印刷露底色等问题,不明显影响产品外观质量,且不影响印刷内容的识别B类油墨牢度采用SE252(等同3M600)胶纸在同一测试面粘一次,印刷图案油墨脱落面积小于10mm2,但不影响印刷内容的可读性,或对印刷内容不会产生误解B类烫印折痕烫印图案上有折痕现象或字体缺损不明显影响美观,符合签板C类烫印毛边不明显影响美观,符合签板C类烫印结合线不良不明显影响美观,符合签板C类烫印牢度采用SE252(等同3M600)胶纸在同一测试面粘一次,烫印脱落面积小于10mm2,但不影响烫印内容的可读性,或对烫印内容不会产生误解B类耐水测试适用于浴室使用的产品,用水浸泡10分钟后用手指搓印刷,烫印部位无脱落.B类2.2 贴标质量检验要点:检验项目验收标准缺陷类别贴标位置上下偏差:±1.0mm B类左右偏差:圆瓶,椭圆瓶,±3.0mm; 扁瓶±2.5mm倾斜度L<瓶身直径(D)的1/2≤1.2mmL>瓶身直径(D)的1/2 L≤80mm ≤1.2mm 80mm<L≤160mm ≤2.0mm。

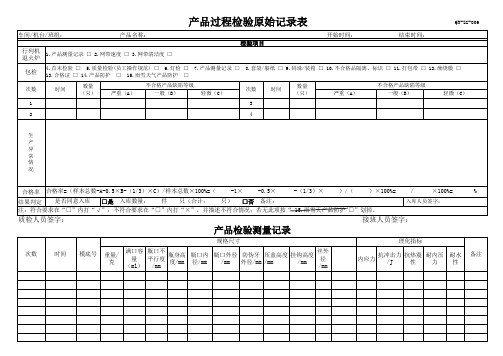
产品检验原始记录(糕点)检验员: 审核员: 日期:产品检验报告(糕点)佛山市金城速冻食品有限公司产品检验原始记录(面包)检验员: 审核员: 日期:产品检验报告(面包)产品检验原始记录(裱花蛋糕)检验员: 审核员: 日期:产品检验报告(裱花蛋糕)产品检验原始记录(冰皮月饼)检验员: 审核员: 日期:产品检验报告(冰皮月饼)产品检验原始记录(月饼)检验员: 审核员: 日期:产品检验报告(月饼)不合格品处置:()返工()报废()改作他用()其它:负责人:日期:产品检验原始记录(月饼)检验员: 审核员: 日期:产品检验报告(馅料)()返工()报废()改作他用()其它:日期:负责人:()佛山市金城速冻食品有限公司()佛山市金城速冻食品有限公司南海分公司(以“V”标识生产公司)审核人: 复核人: 日期:理化检验原始记录(一)判定标准 __________________________________________________________________________1水分:检测方法:GB/T 5009 32003 □称量瓶质量(g ): 1 #2 #3 #样品+称量瓶质量(g ): 1 # 2 # 3 #烘后恒重:1 #2 #3 #样品中水分含量(%):1# 2 #3#平均 标准要求:w%检验人:2、馅含量:检测方法: SN/T 0801.19-1999 □样品总质量(g ): 1 #2 #3 #馅料质量m (g ): 1 # 2 #3 #馅料含量(% :1# 2#3#平均 标准要求:》%检验人3、总糖:样品质量(g ): 1检测方法:GB/T 5009.7、8-2008 □#2 #3#斐林氏系数(A ):试样消耗的体积( ml ): 1# 2 # 3 #试样的总糖(以 计)(%):1#2 #3#平均: 标准要求:w%检验人:理化检验原始记录()佛山市金城速冻食品有限公司()佛山市金城速冻食品有限公司南海分公司(以“V”标识生产公司)判定标准 __________________________________________________________________________1灰分: 检测方法:GB/T 5009.4-2003□坩埚的质量(g): 1#2#样品+坩埚质量(g): 1#2#坩埚和灰分的质量(g): 1#2#样品中灰分含量(glOO/g): 1#2#平均标准要求:w g/lOOg检验人2、酸价:检测方法:GB/T 5009.37-2003 □样品质量(g): 1# 2#氢氧化钾标准溶液浓度(mol/L):试样消耗标准溶液的体积(ml ): 1 # 2#试样的酸价(以KOH计)(mg/g): 1 # 2# 平均标准要求:w mg/g检验人3、过氧化值:检测方法:GB/T 5009.37-2003 □样品质量(g): 1# 2#硫代硫酸钠标准溶液浓度(mol/L ):试剂空白消耗标准溶液的体积(ml):试样消耗标准溶液的体积(ml): 1# 2#试样的过氧化值:1# 2# 平均标准要求:w g/100g检验人审核人: 复核人: 日期:产品检验报告()佛山市金城速冻食品有限公司()佛山市金城速冻食品有限公司南海分公司(以“V”标识生产公司)判定标准___________________________________________________________________________检验员审核员日期。
产品质量检验记录表
1. 概述
本文档为产品质量检验记录表,用于记录产品的质量检验结果。
通过对产品进行全面、系统的检验,以确保产品是否符合质量要求,为后续的产品流通和使用提供参考依据。
2. 检验内容
产品质量检验应包括但不限于以下内容:
- 外观检验:检查产品外观是否完整、无划痕、无污染等;
- 尺寸检验:检测产品的尺寸是否符合设计要求;
- 功能检验:测试产品的各项功能是否正常;
- 材质检验:对产品使用的材料进行检测,包括成分、强度等;
- 包装检验:检查产品的包装是否完好,是否符合运输要求等。
3. 检验记录
注:本表为示例,实际使用中应根据产品的具体特点和质量要
求进行调整和填写。
4. 检验结果说明
- 合格:产品符合质量标准要求,可正常流通和使用;
- 不合格:产品存在质量问题,不符合质量标准要求,需要进
行相关处理和整改。
5. 建议和改进
通过产品质量检验记录的结果分析,能够发现质量问题的主要
原因及可能存在的改进空间。
根据不合格产品的问题进行分析总结,并提出相应的建议和改进措施,以提高产品质量和生产效率。
6. 总结
产品质量检验记录表是对产品质量进行评估和管理的重要工具,能够帮助企业了解产品的质量状况,并及时采取措施进行改进和优化。
通过及时记录和分析产品的检验结果,能够提高产品质量,增
强企业的竞争力,并为客户提供更好的产品和服务。
> 导出记录表为 pdf 格式附件,并保存到适当的文件夹中,以
备查阅和溯源之用。
如有其他要求或建议,请及时沟通和反馈,以便进行相应的调
整和改进。
谢谢!。