第三章注射成型原理及工艺特性
- 格式:pptx
- 大小:4.78 MB
- 文档页数:40
1注射成型的原理、特点、应用原理:将粒状或粉状的塑料从注射机的料斗送入配有加热装置的机筒中进行加热熔融塑化,使之成为粘流态的熔体,然后再注射机柱塞的压推作用下,以很高的流速通过机筒前端的喷嘴注入温度较低的闭合型腔中,经过一点时间的保压冷却定型后,开模分型即可从型腔中脱出具有一定形状和尺寸的塑料制件。
特点:应用:2注射成型的工艺过程答:注射成型工艺过程包括成型前的准备,注射过程和塑件的后处理三部分。
(1)成型前的准备:原料外观的检查和工艺性能测定;原材料的染色及对料粉的造粒;对易吸湿的塑料进行充分的预热和干燥,防止产生斑纹、气泡和降解等缺陷;生产中需要改变产品、更换原料、调换颜色或发现塑料中有分解现象时的料筒清洗;对带有嵌件塑料制件的嵌加进行预热及对脱模困难的塑料制件选择脱模剂等。
(2)注射过程:加料、塑化、注射、冷却和脱模。
注射过程又分为充模、保压、倒流、交口冻结后的冷却和脱模。
(3)塑件的后处理:退火处理、调湿处理。
3注射成型工艺参数:温度、压力、作用时间温度控制包括料筒温度、喷嘴温度和模具温度。
料筒温度分布一般采用前高后低的原则,即料筒的加料口(后段)处温度最低,喷嘴处的温度最高。
料筒后段温度应比中段、前段温度低5~10°C。
对于吸湿性偏高的塑料,料筒后段温度偏高一些;对于螺杆式注射机,料筒前段温度略低于中段。
螺杆式注射机料筒温度比柱塞式注射机料筒温度低10~20°C。
压力分为塑化压力和注射压力。
作用时间(只完成一次注射成型过程所需的时间)亦称成型周期。
4注射成型周期包括哪几部分?答:注射成型周期包括(1)合模时间(2)注射时间(3)保压时间(4)模内冷却时间(5)其他时间(开模、脱模、喷涂脱模剂、安放嵌件的时间)。
合模时间是指注射之前模具闭合的时间,注射时间是指注射开始到充满模具型腔的时间,保压时间是制型腔充满后继续加压的时间,模内冷却时间是制塑件保压结束至开模以前所需要的时间,其他是是指开模,脱模,涂脱磨剂,安放嵌件的时间。
目的和要求:1.了解注塑工艺过程及工艺条件的选择;2.掌握工艺条件对塑件质量的影响。
重点难点:难点:工艺条件与各个因素之间的关系重点:成型时间成型温度成型压力注射成型又称注塑成型。
到目前为止,除氟塑料外,几乎所有的热塑性塑料都可以用注射成型方法生产塑件。
注射成型不但用于热塑性塑料的成型,而且已成功应用于热固性塑料的成型。
注射成型塑件注射模一、注射成型原理注射机基本作用:①加热熔融塑料,使其达到粘流状态;②对粘流的塑料施加高压,使其射入模具型腔。
一、注射成型原理柱塞式注射机注射成型一、注射成型原理螺杆式注射机注射成型一、注射成型原理螺杆式注射机注射成型工作循环图:1-料斗2-螺杆转动传动装置3-注射液压缸4-螺杆5-加热器6-喷嘴7-模具螺杆式注射机的工作循环图:二、注射成型工艺过程1(1)塑料原材料的检验和预处理对吸水性强的塑料(聚碳酸酯等)要进行干燥处理,去除过多水分及挥发物,防止成型后塑件表面出现斑等缺陷。
箱式干燥机微电脑型料斗干燥机(2)嵌件的预热金属和塑料收缩率相差较大。
冷却时,嵌件周围产生较大的内应力,导致嵌件周围塑料层强度下降和出现裂纹。
预热车热风循环箱式预热炉箱式预热机井式预热炉(3)料筒的清洗螺杆式注射机采用对空注射法清洗。
柱塞式注射机的料筒存量大,必须将料筒拆卸清洗。
螺杆式料筒(4)脱模剂的选用由于工艺条件控制的不稳定性或塑件本身的复杂性,可能造成脱模困难,所以在实际生产中通常使用脱模剂。
常用的脱模剂有三种:硬脂酸锌、液体石蜡(石油)和硅油。
耐高脱模剂温硅油脱模剂2. 注射过程(1)加料:原料为粉状或粒状注射加料(2)塑化在规定时间内塑化出足够数量的熔融塑料;塑料熔体进入模具型腔前应达到规定的成型温度;熔体各点温度应均匀,避免局部过高或过低。
(3)充模(完全充模)(4)保压/压实补充型腔中塑料收缩的需要,保持型腔压力不变。
(5)倒流阶段原因:浇口没有冷却、螺杆或柱塞后退时,型腔压力比浇注系统压力高。
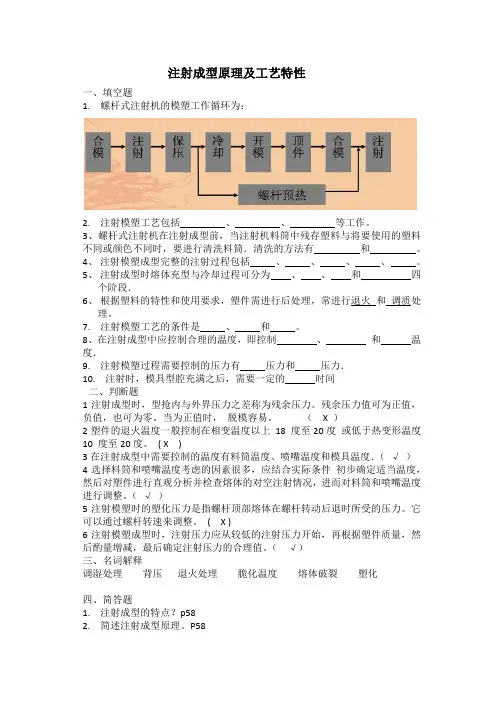
注射成型原理及工艺特性一、填空题1. 螺杆式注射机的模塑工作循环为:2. 注射模塑工艺包括、、等工作。
3、螺杆式注射机在注射成型前,当注射机料筒中残存塑料与将要使用的塑料不同或颜色不同时,要进行清洗料筒.清洗的方法有和。
4、注射模塑成型完整的注射过程包括、、、、。
5、注射成型时熔体充型与冷却过程可分为、、和四个阶段.6、根据塑料的特性和使用要求,塑件需进行后处理,常进行退火和调质处理。
7. 注射模塑工艺的条件是、和。
8、在注射成型中应控制合理的温度,即控制、和温度.9. 注射模塑过程需要控制的压力有压力和压力.10. 注射时,模具型腔充满之后,需要一定的时间二、判断题1注射成型时,型抢内与外界压力之差称为残余压力。
残余压力值可为正值,负值,也可为零。
当为正值时,脱模容易。
(X )2塑件的退火温度一般控制在相变温度以上18 度至20度或低于热变形温度10 度至20度。
( X )3在注射成型中需要控制的温度有料筒温度、喷嘴温度和模具温度.(√)4选择料筒和喷嘴温度考虑的因素很多,应结合实际条件初步确定适当温度,然后对塑件进行直观分析并检查熔体的对空注射情况,进而对料筒和喷嘴温度进行调整。
(√)5注射模塑时的塑化压力是指螺杆顶部熔体在螺杆转动后退时所受的压力。
它可以通过螺杆转速来调整。
( X )6注射模塑成型时,注射压力应从较低的注射压力开始,再根据塑件质量,然后酌量增减,最后确定注射压力的合理值。
(√)三、名词解释调湿处理背压退火处理脆化温度熔体破裂塑化四、简答题1. 注射成型的特点?p582. 简述注射成型原理。
P582. 注射成型过程分为几个阶段?p603. 注射成型前的准备工作有哪些?p604. 简述注射成型过程.P595. 何谓注射成型压力?注射成型压力的大小取诀于哪些因素?p636. 注射模塑成型时影响料筒温度的因素有哪些?p627.什么是模塑工艺规程?如何编制模塑工艺规程?五、选择题1对同一种塑料,螺杆式注射机的料筒温度比柱塞式注射机的料筒温度要求( B )。
简述注射成型原理注射成型是一种常见的塑料加工工艺,也被称为注塑。
它是利用塑料熔融后的流动性,通过高压将熔融塑料注入模具中,经冷却后得到所需的制品。
注射成型工艺具有生产效率高、制品精度高、表面质量好等优点,因此在工业生产中得到了广泛应用。
首先,注射成型的原理是将固态的塑料颗粒加热融化,然后通过高压将熔融状态的塑料材料注入到模具腔内,经过一定的冷却时间后,塑料材料在模具内部凝固成型,最终得到所需的制品。
在注射成型的过程中,首先需要将塑料颗粒放入注射机的料斗中,然后通过加热系统将塑料颗粒加热到熔融状态。
当塑料颗粒完全熔化后,注射机的螺杆开始旋转,将熔融的塑料材料推进注射缸内。
注射缸内的塑料材料在螺杆的作用下产生高压,然后通过喷嘴将熔融的塑料材料注入到模具腔内。
在模具腔内,塑料材料经过一定的冷却时间后开始凝固,最终形成所需的制品。
注射成型的模具通常由上模和下模组成,上模和下模在闭合状态下形成了模具腔。
在注射成型过程中,模具的闭合和开启是由注射机的液压系统控制的。
注射成型的原理可以简单总结为,加热熔化塑料颗粒、高压注射塑料材料、冷却凝固成型。
这一工艺流程中,每个环节都至关重要,任何环节出现问题都可能导致制品质量不合格。
在实际生产中,注射成型工艺需要根据所需制品的形状、尺寸、材料等特性进行合理的模具设计和工艺参数设置。
同时,注射成型工艺的稳定性和精度受到模具、注射机、原料等多方面因素的影响,需要在生产过程中进行严格的控制和调整。
总的来说,注射成型工艺是一种高效、精密的塑料加工工艺,它的原理简单清晰,但在实际应用中需要综合考虑材料特性、模具设计、工艺参数等多方面因素,才能保证制品质量和生产效率。
希望通过本文的简述,读者能对注射成型工艺有一个初步的了解,为相关行业的生产实践提供一定的参考价值。
注射成型工艺的定义及应用注射成型工艺是一种非常常用的塑料加工方法,适用于制造各种复杂形状的塑料制品。
该工艺通过将加热熔融的塑料材料注入到模具中,然后通过冷却和固化来制造出所需形状的制品。
注射成型工艺可以应用于各个领域,如汽车、电子、家电、医疗设备、玩具等。
注射成型工艺的原理是将固态塑料加热到熔融状态,然后使用注射机将熔融塑料注入到预先设计好的模具中。
在注入过程中,注射机通过高压力将熔融塑料注入到模具的腔体中,待塑料冷却和固化后,模具打开,制品从模具中取出。
在整个过程中,需要精确控制注射压力、温度和注射时间等参数,以确保所制造的产品具有高质量。
注射成型工艺具有以下几个优势:1. 生产效率高:注射成型工艺采用自动化生产方式,可以实现高速生产,提高生产效率。
2. 制品质量高:注射成型工艺可以制造出复杂形状的制品,能够满足高精度和高质量的要求。
3. 生产成本低:注射成型工艺可以大批量生产,减少人工成本和材料浪费,降低生产成本。
4. 环保节能:注射成型工艺不会产生废水废气等污染物,符合环保要求,同时也可以节约能源。
注射成型工艺广泛应用于各个行业,下面我将依次介绍几个应用领域:1. 汽车行业:汽车零部件如仪表盘、门板、车灯等都可以通过注射成型工艺来制造。
注射成型工艺可以实现复杂形状、轻量化和高韧性要求,满足汽车工业不断提高产品质量、降低成本的需求。
2. 电子行业:注射成型工艺在电子行业中的应用非常广泛,如手机壳、键盘、电视外壳、充电器等。
注射成型工艺可以制造出光滑、细腻的外观,为电子产品增加美观度和手感。
3. 家电行业:家电制品如冰箱、洗衣机、风扇等都可以采用注射成型工艺制造。
注射成型工艺可以实现产品结构复杂、组装方便、使用寿命长等特点,满足家电行业对产品功能和性能的要求。
4. 医疗设备:注射成型工艺在医疗设备制造中也有广泛应用,如注射器、输液器、雾化器等。
注射成型技术可以实现医疗器械的高精度制造,确保产品无菌、安全可靠。
金属注射成型综述要点金属注射成型(MIM)是一种通过将金属粉末与塑料注射成型技术相结合的新型金属加工方法。
它以其高效率、高精度和复杂形状制造能力而受到广泛关注。
本文将对金属注射成型技术的原理、工艺流程、优点和应用领域等进行综述。
1.技术原理金属注射成型是将金属粉末与有机聚合物混合后,在高温下进行塑性加工。
首先,将金属粉末与粘结剂混合,形成金属粉末/粘结剂浆料。
然后,通过注射成型机将该浆料注入金属注射模具中。
在注射模具中,通过压力和温度的作用,金属粉末与粘结剂烧结成型。
最后,通过去除粘结剂和烧结金属零件的后处理工艺,获得最终的金属注射成型零件。
2.工艺流程金属注射成型的工艺流程主要包括:原料准备、混合、注射成型、脱脂、烧结和后处理。
在原料准备阶段,需要准备金属粉末、粘结剂和其他辅助材料。
混合阶段是将金属粉末与粘结剂混合,并形成浆料。
注射成型阶段将浆料注入金属注射模具中,并在高温下进行塑性变形。
脱脂阶段是将注射成型的零件在高温下去除粘结剂。
烧结阶段是将零件在高温下烧结,以实现金属颗粒的结合和形状的固定。
最后,通过后处理工艺,如表面处理、加工和涂装等,得到最终的金属注射成型零件。
3.优点(1)高精度:金属注射成型可以制造出复杂形状的零件,并且具有高精度和低尺寸偏差。
(2)高效率:金属注射成型可以通过注射成型机实现大规模的连续生产,提高生产效率。
(3)材料利用率高:金属注射成型可以利用可回收的金属粉末制造零件,减少材料浪费。
(4)节省成本:金属注射成型可以减少后续加工工序,节省制造成本。
(5)材料性能优良:金属注射成型所制造的零件具有高密度、均匀组织和优良的机械性能。
4.应用领域金属注射成型技术已广泛应用于汽车、医疗器械、电子设备、航天航空等领域。
在汽车行业中,金属注射成型可以制造出发动机零件、变速器零件和车身零件等。
在医疗器械领域,金属注射成型可以制造出植入物、外科器械和牙科器械等。
在电子设备领域,金属注射成型可以制造出连接器、插头和传感器等。