普热斯勒先进高强度钢热冲压生产线及模具
- 格式:pdf
- 大小:2.99 MB
- 文档页数:25
39玻璃钢2008年第4期CFRP 热塑性型材的批量生产王强华编译(上海玻璃钢研究院有限公司,上海201404)摘要连续模压成型是一种既定工艺技术,用来生产工业和汽车上的平板(有机片层)和成形部件。
运动和军用部件已被制造了许多年。
xperion Aerospace 公司在2005年开始批量生产用于飞机上的型材。
为了制造有竞争力价格的高性能部件,降低生产成本是一个办法。
通过使用自动化工艺和低成本机器就能做到,因为这样能降低人时和折旧成本。
怎样在生产中加工大量的热塑复合材料呢?有一个例子就是批量生产用于空客A330/340侧壁板的固定轨道。
通过结合使用原有工艺和新工艺,如热冲压成形或连续模压成型,制造商可以优化工艺链,推出价格有竞争力的高品质零部件产品。
1连续模压成型连续模压成型是最具前途的技术,它能使制造工艺更经济有效。
在一个多步骤加工过程中,半成品热塑性材料在模具中加热、受压和冷却。
受压后,打开压机,取出材料。
在第一步中,材料被放入一个模具中进行预成型。
接着放到一个预加热区升温至加工温度,然后在压缩区受压。
模具中的冷却系统对材料进行冷却至室温。
喂料系统包括一个液压夹具和一个喂料驱动柱。
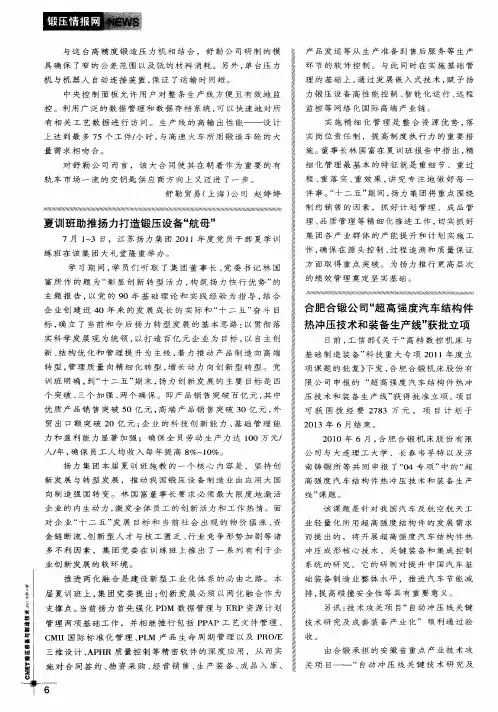
连续模压成型工艺如图1所描述。
图1连续模压成型工艺间歇式压机零部件材料供应喂料冷却挤压预加热预成型/预加热绝缘40与其他工艺相比,连续模压成型使热塑性复合材料达到所需的形状,不会过分压缩或挤压材料。
对一个确定的铺层结构,其必要的不同层取向在成型后被保留。
此外,喂料速度、压缩力、压缩长度和压缩时间可以针对不同材料分别进行调整。
采用这种方法,任何要求的预浸料结构都可以被加工。
2更轻的零部件用铝制成的空客A330/340侧壁板固定部件(图2)是由三个零件组成:轨道、扣件和支架。
在一个轻量化项目的框架下铝被复合材料替代。
图2空客A330/340侧壁板3材料和工艺链在部件制造和成本/能力比率上,Ten Cate 的C-PEI 在几种候选材料中显示最佳结果。

深圳市模具技术学会SHENZHEN OIE&MOLO TECHNOLOGY SOCIETY|Industry news新,而优质压铸模具钢的特性,品种体系及核心技术的发展更为国产模具钢拥有了一定程度上可以替代国外同类钢材的实力。
抚顺特殊钢现在广泛的应用在压铸件汽车零部件、门业、通讯器材、炊具、电梯踏板等行业。
大连东非特钢制品有限公司总经理宁甲明先生为大家作:“工模具钢线材产品的发展及应用”的主题演讲。
工模具钢线材产品主要用于塑料模具配件,如顶针、司筒等,作为模具材料的一个细分领域,东非在99年将SKD61实现了国产化,同时一直对预硬材料和专用设备的持续研发,用以提高产品的竞争力,并逐渐被日本大同、美国DME、米思米等行业标杆企业应用。
安徽裕隆模具铸业有限公司副总经理赵海洋先生为大家作:“新型合金铸铁材料对模具质量的影响”主题报告。
高合金mocr铸铁、高合金球墨铸铁分别应用在汽车覆盖件、外板拉伸。
为了获得更高的强度及高韧性,具备良好的综合力学性能,裕隆一直对技术持之以恒的创新开发,让模具质量有了显著的提升,并获得了长安汽车、现代汽车、上汽大众、吉利、通用等客户的青睐。
会议一起交流了模具材料及其热处理技术经验,探讨了模具材料及其热处理的趋势和最新的技术进展,与相关行业同仁分享智慧,合作共赢!"宕晟重工高端模具钢新产线启动发布会成功举行2019年6月14日上午,江苏省宏晟重工集团有限公司在江苏江阴举行了高端模具钢新产线启动发布会,江苏省宏晟重工集团有限公司董事长偶洪元先生,中国模具工业协会会长武兵书先生,国家模具产品质量监督检测中心阮峰教授,江阴市委常委、纪委书记、监委主任靳佳高先生,南闸街道办事处主任袁飞先生,工模具钢国家重大专项首席科学家、高品质特殊钢冶金与制备国家重点实验室副主任吴晓春教授,上海大学科技园管理委员会常务副主任、中共上海大学科技产业系统委员会党委书记潘志浩先生,深圳市模具技术学会会长谭超武先生,上海市模具行业协会秘书长刘德普先生等行业协会领导,以及来自模具及其相关行业的各企业代表共计10除人参加本次活动。
资讯 I Market News舒勒与中国客户签订4条锻造生产线来自中国的汽车零部件供应商重庆联豪科技有限 公司向舒勒订购了 4条多工位机械压力机锻造生产线。
这些多工位机械压力机采用肘杆驱动,额定吨位在800$2000t之间。
“能够收获这笔订单主要感谢我们在万家顿分公司 销售部的同事,”万家顿工业部负责人Johannes Linden 说道。
“同时我们在万家顿的同事还将负责产品的技术以及系统的设计。
万家顿分公司对于舒勒集团起着举足 轻重的用。
”的制造和装配将在格平根和埃尔福 特厂区进行。
4条锻造线计划于2018年上半年交付。
采用肘杆驱动的MML2系列压力机(可选用伺服直 驱技术)行程范围高达250~800mm,适用于不同尺寸的 传动零件和底盘零件(包括锥齿轮、传动轴等)的批量生 产。
肘杆驱动装 了,锻件了的 。
舒勒研发的MML2 i 列压力机肘杆驱动系统在压力机设计过程中可完美适 应各种零部件的 ,特别适用于冷锻和锻。
“只有 工艺技术和 工艺达到最佳协调状态时才能实现锻件批量化经济生产。
”Johannes Linden说道。
“舒勒在这方面拥有丰富的经验 ,所以我们能 够研发出像MML2系列压力机这样高效、完备的解决 方案。
”另讯舒勒为墨西哥锡劳的蒂森克虏伯工厂提供先进的开卷落料线。
近年来墨西哥汽车工业稳步增长。
为满足这 长需求,墨西哥蒂森克虏伯材料贸易有限公司(thyssenkrupp Materials de Mexico S.A.de C.V.)通 过投人采用舒勒 驱技术的先进开卷落料线,功拓展了其在瓜纳华托州锡劳的业务。
该落线每日可生产多达45,000个铝和钢质零部件,使该工厂的年产能 提高了 70%(高达270,000吨)。
蒂森克虏伯材料贸易有限公司总裁Olaf V oss表 示:“蒂森克虏伯成为了墨西哥首家使用复合开卷落料 线为客户供碳钢和铝料片加工务的供应商。
”“舒勒 开卷落料线的投人确保了我们可以持续为客户提供足 够产能,满足他们断长的需求。
热冲压的现状和趋势热冲压是一种将金属板材加热至高温后进行冲压成型的金属加工方法。
它相对于常规冷冲压具有更高的成形性能和更复杂的几何形状,并且能够在更短的时间内完成成形过程。
以下是热冲压的现状和趋势:现状:1. 应用领域广泛:热冲压技术已广泛应用于汽车、航空航天、电子器件等行业。
特别是在汽车行业中,热冲压可以用于制造复杂形状的车身零部件和结构件,提高车辆的安全性能和整体轻量化水平。
2. 技术水平不断提高:随着材料科学、工艺技术和设备制造的进步,热冲压技术的成型能力和质量控制能力得到提高。
同时,在材料选择、模具设计和加热控制方面的研究也取得了一系列突破,使得热冲压能够更好地适应不同金属材料的加工需求。
3. 经济效益显著:热冲压可以减少成形过程中的弹性回弹和加工硬化现象,提高材料的利用率,降低成本。
同时,高温状态下的金属变形性能较好,可以在单一工位上完成多工序的加工,提高生产效率,减少人工操作。
趋势:1. 材料多样化:随着工程材料的不断发展,新型高强度、高韧性和轻量化材料的应用越来越广泛。
热冲压技术将会进一步研究和应用于这些材料的加工中,满足不同工业领域对材料性能的要求。
2. 模具制造精度提高:热冲压模具的制造精度对于成形质量的控制至关重要。
模具制造工艺和加工设备将进一步改进,以提高模具的加工精度和表面质量,提高成形产品的几何形状和尺寸一致性。
3. 数字化和自动化生产:热冲压过程中的温度、压力、成形力等参数对于产品质量具有重要影响。
通过引入数字化和自动化控制技术,可以实时监测和控制这些加工参数,提高生产过程的稳定性和一致性。
总的来说,热冲压技术在金属板材成形领域具有广阔的发展前景,将会继续在工业生产中得到广泛应用,并不断推动行业的发展和进步。

232019 No.13在过去的两年多中,雷诺集团订购了45台勇克磨床,其中绝大多数都在法国投产,用于雷诺集团最前沿技术的项目中,如混动车项目(Locobox)或样机生产项目。
雷诺视勇克为其实现更高更强发展道路上的重要伙伴。
混动车项目,即Locobox,对雷诺而言,其重要性与日俱增。
混动变速器是连接内燃机和电驱动系统的关键,并且,将来雷诺集团多数车辆上都将搭载混动变速器,因而其成为雷诺混动车项目的重中之重。
雷诺认为,使用混动变速器极大的提高了汽车驱动效率,源于2个驱动系统得以同时运作,且可运用汽车再生制动系统。
雷诺克里昂工厂以及STA工厂负责生产混动变速器,也是勇克QUICKPOINT 3000 和 JUMAT 3000 圆磨床的所在地。
QUICKPOINT 和 JUMAT 磨床在传动轴生产线上运行,磨削混动变速器项目的3种不同的工件,通过整线外部上下料系统经由机床顶部上下料。
勇克圆磨床用于加工混动变速器传动轴针对资金有限、计划批量尚处于较小阶段的生产厂商,舒勒的StrongLine是理想的热成形工艺入门设备。
在热成形工艺中,钢板材会被加热到930 ℃,并在后续的成形过程中冷却硬化。
这是目前在轻量化汽车零部件生产中所采用的成熟技术。
除了辊底加热炉与配套的自动化设备外,StrongLine还配备了一台1200 t 液压机,工作台尺寸为2.5~ 3 m。
它的拉杆主体采用去应力退火工艺,十分坚固;设计有模具独立过滤液压功能以及带中止功能的滑块倾斜监控。
同时,设备还可以选配机器人或机械手,生产节拍可达到5冲次/min。
SpeedLine系列设备的下一个进阶型号生产节拍可达5.5冲次/min。
并且可选配1600 t液压机。
该型号的夹持面为2.9 ~3.6 m。
此外,SpeedLine还可以通过多种方式进一步提高能效,舒勒已将其列为“高效液压成形技术(EHF)”项目的一部分。
EHF技术可在所有运行环节中实现自动节能与优化。
Enterprise Development专业品质权威Analysis Report企业发展分析报告苏州普热斯勒先进成型技术有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:苏州普热斯勒先进成型技术有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分苏州普热斯勒先进成型技术有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务箱部件、汽车热成型模具、热成型生产设备的研1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11 土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
超高强度钢板热冲压成形生产线在山东大王金泰集团建成
王建宏;闫志芳
【期刊名称】《金属加工:热加工》
【年(卷),期】2013(000)019
【摘要】将高强度钢板加热实现相变再冲压成形并进行淬火,从而扶僻更高强度、抗变形性与更高硬度的热冲压技术,目前已成为兼顾轻量化与提高汽车碰撞安仑性的最妤途径,受到了全球汽车厂商与钢铁生产企业的肯睐和极大关注。
【总页数】1页(P5)
【作者】王建宏;闫志芳
【作者单位】
【正文语种】中文
【相关文献】
1.超高强度钢板的热冲压成形模具设计及优化
2.超高强度钢板的热冲压成形模具设计及优化
3.超高强度钢板热冲压成形生产线在山东大王金泰集团建成
4.超高强度
钢板热冲压成形研究与进展5.大王金泰集团高强钢热冲压成套装备即将交付用户因版权原因,仅展示原文概要,查看原文内容请购买。
第100套热冲压设备售出,舒勒的轻量化技术继续引领趋势佚名【摘要】1993年,舒勒首次向美国汽车制造商福特公司交付了3条热冲压生产线。
当时所采用的这项新技术,作为汽车轻量化结构的解决方案,帮助其迅速奠定了全球市场地位,并引领了轻量化结构成形技术的发展趋势。
【期刊名称】《汽车制造业》【年(卷),期】2018(000)004【总页数】1页(P52-52)【关键词】轻量化技术;冲压设备;冲压生产线;汽车制造商;汽车轻量化;福特公司;市场地位;发展趋势【正文语种】中文【中图分类】U292.9141993年,舒勒首次向美国汽车制造商福特公司交付了 3 条热冲压生产线。
当时所采用的这项新技术,作为汽车轻量化结构的解决方案,帮助其迅速奠定了全球市场地位,并引领了轻量化结构成形技术的发展趋势。
现在,舒勒已经售出了第 100套热冲压设备,购买方为一家中国的汽车零部件供应商。
“与铝材、碳纤维增强复合材料和双相钢的成形工艺相比,这项用于轻量化车身结构的技术成本更低,”舒勒液压部负责人 Daniel Huber先生说道。
舒勒中国CEO Oemer Akyazici先生补充道:“一些中国的汽车制造商与零部件供应商,如上海赛科利汽车模具技术应用公司和宝伟,越来越倾向于热冲压技术。
”2006 年,大众帕萨特的车身首次采用由 12 个冲压硬化部件组成。
为此,舒勒在最短的时间内制造了 6 条热冲压生产线,并将其安装在Kassel 工厂。
目前,在全球有 400 多套热冲压系统,每年生产约 5 亿个零部件。
2006年,舒勒在瓦格霍伊塞尔设立了冲压硬化能力中心。
2016 年,舒勒又在公司格平根总部成立了热冲压技术中心,对热冲压技术进行研究与展示。